Chapter 7: Projects for the Farm

Now that you have your basic tools made for the forge, you can start making some projects around the farm or yard. Feel free to mix up the different handle styles and twists you will see in the various projects based on your abilities and personal preference.
Nails, Staples, and Rivets
Traditionally, nails were made by blacksmiths—it was a good way for them to warm up in the morning and for apprentices to practice their hammer control—or by farmers who were looking to supplement their farm wages. On average, a practiced nail-maker could make 100 nails per hour, heating only once per nail. You will likely need a second heat when you are starting out; I know that I do when I haven’t made nails for a while.
Nails
Starting Stock
- Most household nails can be made with ¼-inch rod, preferably square, but you can always square up round rods and/or forge down larger rods.
Tools Required
- Hammer
- Anvil
- Nail header (see project in Chapter 6)
- Hardy hot cut

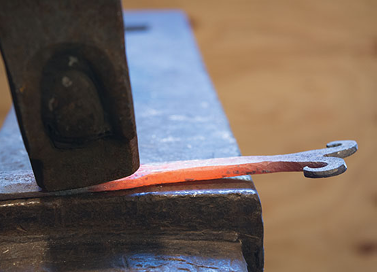
- Begin by tapering the rod to a point over the near side of the anvil. Set down a shoulder with half-faced hammer blows, as shown. Alternate between 90-degree sides as you hammer to keep the taper square and set down two adjacent shoulders for the header to catch.

- Once you have a taper, as shown, use your anvil hardy to cut the rod most of the way through 1½ times the diameter of your nail stock above the shoulder. Cut it deep enough so that you can twist the nail off once it is in the header. If you need to reheat the rod to finish the nail head, do so now, while the nail is still partially attached to the rod. Bend it at the cut and place it back in the fire with the nail tip pointed up to prevent burning the nail.

- Stick the nail into the header and twist it free from the parent stock. Quickly head the nail over the pritchel hole, as shown. Always hit straight down and not too hard; otherwise, the head will fold over, making what is jokingly known as a “corner” nail.
Once it’s set down, dress the head by hammering around the edge of the head. Some smiths do a four-sided pattern while others simply hammer around the edge; it is up to personal preference.

100 Nails per Hour
Hammer Control

Staples
Starting Stock
- ¼ inch round, 3 inches per staple
Tools Required
- Hammer
- Anvil
- Hardy hot cut
- Mandrel or rod to bend around

- Begin by pointing each end of a 3-inch length of rod into a square taper.

- Bend around a rod or mandrel of the appropriate diameter, usually ½ to ¾ of an inch.

Rivets
Starting Stock
- Size and length of starting stock depend on the size of the hole and the width of the metal it needs to span
Tools Required
- Hammer
- Anvil
- Hardy hot cut
- Mandrel or rod to bend around
A rivet is simply a rod that is upset on one end, much like a nail without a point. Rivets can be round, square, or rectangular. Once you assemble pieces with a rivet in place, you peen over the other end of the rivet so that both ends are upset.
- I like to start upsetting the rod in the vise before moving to the rivet header. You can use a rivet header, as shown in Figs. 2a and 2b, and a spacer to keep the end from folding over, but I find that it often begins to rivet the other end. If the other end does begin to rivet, it can be difficult to get it out of your header. You can then cut off the other end at the needed length, taking into consideration the distance that the rivet will have to span, plus the diameter of the rod for the other rivet head.

- A rivet header is a plate of ½- to 1-inch steel with multiple holes drilled through it for various sizes of rod (a). Make the holes slightly larger than the rivet stock to allow for expansion when the rivet is heated, generally ¹/32–¹/16 of an inch. Once you’ve started the head in the vise, you can then heat the rivet and insert it into the properly fitted hole, with the head formed over the anvil face or clamped in the vise, as shown (b). Once the rivet is headed on one end, cut the rivet to the desired length, which is the width of the assembled pieces it will have to cross plus the same amount you upset on the first head.

Did You Know?
The Right Size
Strap Hinges
Starting Stock
- ¼-inch x ¾-inch rectangle mild steel, 10 inches long (Adjust the size and thickness of your rectangular steel based on the size of hinge you need.)
Tools Required
- Anvil
- Hammer
- Fuller (optional)
- Cutting plate
- Chisel, hacksaw, bandsaw or angle grinder with abrasive cutting disc
- Vise
- Rivet header
Strap hinges are essential on a farm, and if you have any gates or large doors, this style of hinge is the best to prevent sagging and keep the screws from pulling out. A strap hinge can be as simple as a flat bar with an eye rolled onto the end, as you can find in hardware stores, or as ornate as the beautiful examples seen on gothic churches.
To forge this simple yet decorative style of hinge, I went with a slightly different scroll, choosing an offset double scroll rather than the standard symmetrical scroll. When doing any design such as this, you need to make sure that your end product looks intentionally asymmetrical and not just a poor attempt at symmetry.

- Taper the tip of the strap over the far edge of the anvil, as shown. The taper should end up 2 inches long.

- Using a cutting plate to protect your anvil face, with a thin, hot chisel, slit to the start of the taper. In this case, I am planning on an asymmetrical pair of curls, so I start the slit off center at the tip and end on the centerline.

- Next, neck down behind your slit, as shown, over the far side of the anvil, using full-faced angled hammer blows. Hold the rod at an angle, matching the angle of your hammer face to fuller the metal down. (If you aren’t yet consistent with your hammer control, use a set of fullers like I use in other projects in this book.) Fuller the strap down to ½ inch wide by ¼ inch thick and draw out a taper 2 inches long. Chamfer the corners of the taper by holding it so that the opposite corners are in line, perpendicular to the anvil.

- Roll the tips of the hinge. Start by bending the tip over the edge of the anvil slightly and then hammering it back, as shown. You may need to tweak it to get a smooth scroll, so use light hammer taps to prevent completely collapsing the scroll. Curl the shorter taper more than the longer taper to create an asymmetrical pair of scrolls.

- Bevel the sides of the strap behind the taper you created in Step 3. Do this over an edge of the anvil to prevent damaging your anvil face. Repeat on the other side of the hinge, keeping the ridge between your bevels in the center of the hinge. Continue beveling until the strap is 1 inch wide.
- Cut off the strap so that the total hinge length is 9½ inches. Curl the cut end over the far edge of the anvil to begin creating the hinge eye.

- Continue wrapping the eye around a ¼-inch diameter rod. I usually use a piece of the rod that I’m going to use as the hinge pin for my mandrel to make sure that it fits properly and that the pin can turn freely but snugly. For this one, we’re just going to make a butt hinge, as shown.

- Repeat tapering, beveling, and rolling the eyes on the back side of the hinge. The back side of the hinge should have a 1½-inch taper, beveled to 1 inch wide and with a total length of 5½ inches. Cut both hinge eyes into thirds so that they fit snugly but still rotate easily on the pin.
Using a chisel that matches the width of your cuts—⅜ inch in this case—notch the hinge at the base of the eye on your anvil face. I find it easiest to simply lay it down, eye up, on the anvil face and angle the chisel in under the eye. Once it is notched, clamp the hinge in the vise at the base of the eye and punch the section of eye that you need to remove; it should end up looking like the photo. The decorative strap should have one section in the middle while the back part of the hinge should have one on each side.

- Make a rivet out of ¼-inch rod by upsetting one end, as shown. If you don’t have a pritchel hole on your anvil, use a rivet header clamped in the vise, as I have done. Figure out the distance that the rivet has to span and add on 1½ times the diameter of your rod—⅜ inch in this case—to get the total shaft length; then cut off the rivet.

- Next, heat up the rivet and quench the formed head and half of the shaft; assemble the hinge and then rivet the second side of the rivet. Use light hammer blows straight down to prevent the rivet from folding over or buckling inside the hinge eyes.

Hinge Styles
Another Method
Gate Hook
Starting Stock
- ¼ inch square, 8 inches long
Tools Required
- Hammer
- Anvil
- Vise

- Over the far edge of the anvil, draw out a sharp-pointed square taper that is 3 inches long on one end. On the other end, draw out a 3-inch taper that is 3⁄16 inch square at the end.

- Shown here is the finished taper that will become the hook. The end that will become the eye should be less pointed.

- Over the far edge of the anvil, bend 3 inches of the hook end 90 degrees. This should put the bend at the start of the taper.

- Bend the hook around your mandrel, your anvil horn, or a ½-inch-diameter rod. Start the bend ½ inch from the corner that you created in the previous step. Only bend the tip around until it is straight and perpendicular to the shaft of the hook.

- On the other end of the hook, bend the end of the rod 90 degrees over the far side of the anvil, this time using 3½ inches of material. Bend the eye of the hook completely around the mandrel this time so that the end butts up to the offset, as shown. If it is not lined up so that the eye is centered with the shaft, lay the eye over the far edge of the anvil with the offset pointing up and lightly tap it down back into line. Make sure to quench the eye to prevent deforming it as you realign; don’t feel bad if you have to flip the hook over and tap it back into line because you went too far—it happens to the best of us.

- Now, on to the decorative twist. This time, we will be using a reverse twist, but don’t worry—it looks more complicated to make than it is. Simply heat half of the shaft, clamp it in the vise at the halfway point, and twist it with a pair of tongs or pliers. Remember which way you twisted it because you will be twisting the other half in the opposite direction, which is why it’s called a “reverse twist.”

- Heat the untwisted half of the hook and quench the twisted part; this will keep the twisted metal cool and less malleable, preventing you from untwisting it. Make sure that you heat the metal to the same degree as you did when you made the first twist. Now, clamp the hook in the vise with the heated half up and twist.
Congratulations on your first reverse twist! Now you can use this technique wherever you’d like to add a decorative twist.

You can mount the hook using a staple through the ring, with a second staple to hook it to.
Drive Hook
Starting Stock
- ⅜ inch round, 8 inches long
Tools Required
- Hammer
- Anvil

- Begin by tapering out a 3-inch square point.

- Bend the taper 90 degrees over the far edge of the anvil.

- On the other end of the rod, set down ¾ of an inch over the far edge of the anvil, holding the rod at an angle and using half-faced hammer blows. Rotate the stock, continuing to fuller a divot until you have circled the rod. If you have a fuller, you can use it to create the divot, but this is good practice in using all of your anvil’s surfaces.

- Using the divot you created in the previous step, upset the corner of the end of the rod back into itself, as shown. Continue to refine the end every 90 degrees until you have a dull point.

- Bend the end around your horn so that you have 2 inches of hook with a 2-inch diameter curve.

Garden Hand Spade/Trowel
Starting Stock
- ¼ inch x 2 inch, 10 inches long
Tools Required
- Hammer
- Anvil
- Cross-peen hammer (optional)
- Chisel
- Drill and ⅛-inch drill bit
- Files or sander
- V swage

- Begin by spreading out the trowel end either with a cross-peen, as shown, or by holding your hammer so that you hit with the corner of the face. Adjust the width and clean up any bulges that begin to form as you work to prevent folding over the thinned metal. Always thin from the center to the edges to maximize each heat because the thinner edges will cool the quickest compared to the center of the metal. Continue spreading the metal until the trowel end is ⅛ inch thick and 3¼ inches wide by 4 inches long. You can either forge a taper and create your preferred profile while thinning and spreading the steel or forge it as shown and cut your preferred profile into the flattened portion. Creating the profile while forging is quicker but more prone to hard-to-fix errors that than if you cut the profile out.

- Once you’ve forged the blade down to its proper dimensions, forge down the handle width over the near edge of the anvil using full-faced blows. In this photo, you can see that there was a curved piece cut out that I will have to cut square before it becomes a cold shut.

- Once the handle is 1⅛ inch x ¼ inch in diameter and 5 inches long, begin to set down the end to make a decorative leaf ring with which to hang the trowel. You can use a fuller, or, as I have, you can simply use your hammer and the near edge of the anvil. Once you’ve drawn it out to a ½-inch width, taper the end sharply. This sharp taper will become the tip of the leaf.

- Set down ⅝ inch back from the tip over the far edge of the anvil with a half-faced blow.

- Alternate between the near and far edge of the anvil to draw out the stem that will become the loop. Stop before you reach final dimensions to maintain some strength and mass at the junction of the stem and leaf. Often this area cools quickly, leading to cracking as you forge out the leaf. I like to start forging the leaf when the stem is ¼-inch square at this junction.

- Before finishing off the stem, begin to forge out the leaf over the horn, as shown. This will help spread the leaf wider rather than longer. Try to keep the ridge of metal in the center by working equally on both sides. You may need to refine the tip across the horn with a ball-peen or rounding hammer to keep it from getting too wide.
Once you are happy with the shape of your leaf, add some texture with a cross-peen hammered on an angle on both sides of the leaf.

- Round up the stem and taper it into the leaf. Next, bend it 45 degrees and bring the stem back around a small rod clamped in the vise or a mandrel, as shown.

- Cut off the corners of the shovel end so that you have a blank like this, ready for dishing the shovel.

- Using a V swage and a cross-peen, dish the shovel end lengthwise, as shown.

- Bend the junction of the handle and shovel down slightly, as shown, to create a slight step for comfort in use.

- Using a cross-peen and either the step on your anvil or a block of steel on the anvil face in the same configuration, straighten the shovel tip back up.

- Once you’ve forged the shovel, it is time to put a handle on it. Cut two matching ⅜-inch hardwood blanks as you did for the screwdriver (see project in Chapter 6). Drill two holes, large enough for a standard brazing rod, 1 inch on either side of center. Rivet the handles to the shovel handle as you did for the screwdriver.
![]()
Utility Knife
Starting Stock
- 7 inches of the handle end of a horse hoof rasp (I used the other part of the rasp for the scissors project in Chapter 8)
Tools Required
- Hammer
- Anvil
- Oil for quenching
- File or grinder to sharpen edge

- Begin by setting down the handle end of the file over the near side of the anvil until it is ½ inch wide. By using the handle end of the file, you save yourself a lot of forging. Make sure to knock back the sharp corners where the file handle begins to create a taper; this prevents cold shuts from forming. Draw out the handle taper until it is 8 inches long, continuing to set down further up the file if you need more length to your taper.

- Draw out the blade of the file until it is 1⅜ inches wide at the shoulder of the handle. Create a one-sided taper by holding the spine of the knife flat on the anvil and holding your hammer at an angle, as shown.

- Bend the handle over your horn in the middle and bring the tip completely around so that it is flat against the spine side with a loop at the end. File or grind the blade evenly on both sides until it is approximately 1⁄16-inch thick. Don’t grind it too thin before hardening; otherwise, it may become brittle and crack.

Anneal the knife by heating it to nonmagnetic and letting it cool in a bucket of ash. After annealing, heat back to nonmagnetic and quench the blade in oil. Temper the blade to straw yellow after repolishing the edges. I find this easiest to do by holding the blade upside down and waiting until the blade shows a straw yellow color and then quenching again.