The industry that would come to symbolize this part of North Staffordshire had an ignominious start. The subsistence farmers who worked the land in the Middle Ages sought to supplement their income in any way they could. Some took to quarrying, ironworking, charcoal burning and to making coarse earthenware products from the plentiful supplies of red clay. Simple cylindrical butter pots and other domestic wares were sold in markets as far afield as Birmingham and Nottingham. In 1603 a dish maker called Gervase Griffye is listed in Tunstall. Pottery was being made at Penkhull by about 1600 and by the end of the century there are records of butterpots being produced in Stoke and Hanley. Clay pipes were made at Newcastle using Shelton clay.
The first proper history of the area, Robert Plot’s History of Staffordshire published in 1686, describes in detail the clays and techniques used in pottery making in the late seventeenth century. During this period yeoman farmers used common land or their own holdings to dig for clay and coal and adapted their sheds and outbuildings for pottery production, building kilns and digging clay pits. Pottery making, like farming, remained a seasonal activity but the surrounding landscape began to feature an increasingly familiar sight: the bottle kiln. By 1720 Burslem was a prominent pottery centre, probably the largest in the country, and most farms had bottle-shaped kilns attached. An illustration of Burslem from this period shows a cluster of houses and a large number of potbanks set beside the parish church.
The early eighteenth century saw increasing investment in specialized buildings, such as drying and packing houses. Some potters expanded their trade sufficiently to employ small teams of skilled workers. Expertise was passed on from father to son, and some Staffordshire potters became aware of the opportunities for developing their trade to supply the increasingly sophisticated markets that were emerging for fashionable white tableware and ornamental ware. The time was right for enterprise and North Staffordshire had no shortage of innovative young men willing to try their hand.
Among the pioneers of English potting technology was the Astbury family. John Astbury established a factory at Shelton in the early eighteenth century, where he succeeded in producing yellowish-glazed red earthenware decorated with bits of white pipe clay. These are some of the earliest Staffordshire figures in brown and white clay covered with a lead glaze. He is said to have learned the technique from the secretive Elers brothers who had emigrated to the area from Holland in 1688. Astbury’s son, Thomas, experimented with this lead-glazed earthenware to create a form that became known as creamware, so called because of its cream colour. The cream colouring was considered a fault at the time and Staffordshire potters sought out a purer white alternative that would substitute for Chinese porcelain. It was Josiah Wedgwood who was able to capitalize on these innovations.
Statue of Josiah Wedgwood, Winton Square, Stoke. (Wikimedia, Creative Commons)
Born in 1730, Wedgwood had been apprenticed to his brother Thomas at the family’s Churchyard Works in Burslem. From 1754 to 1758 he was in partnership with Thomas Whieldon, a distinguished potter from Fenton who had been a keen experimenter with creamware. By the time Wedgwood set up his own pottery works in 1759 there were already around 150 potters in the Burslem area, employing about 7,000 people. Wedgwood, too, was a keen experimenter and he set about refining and developing what other potters were doing. The introduction of Cornish clay and stone to provide a whiter body, coupled with more sophisticated shapes and glazes set his products apart. Wedgwood’s highly durable creamcoloured tableware so pleased Queen Charlotte that in 1762 she appointed him royal supplier of dinnerware. His skill was as much as a businessman as a potter and he immediately named the range ‘Queen’s Ware’.
Wedgwood instinctively knew that royal patronage would boost his business and so it transpired. Demand for the ware that graced the Queen’s table went through the roof and Wedgwood’s already successful factory soon dominated the market. Writing to his friend, the merchant Thomas Bentley, in 1767, Wedgwood observed: ‘The demand for this Creamcolour, Alias, Queen Ware, Alias, Ivory, still increases – It is amazing how rapidly the use of it has spread all most over the whole Globe.’ In 1768 he built a second factory at Etruria, near Stoke, and in the same year went into partnership with Thomas Bentley. At first only ornamental pottery was made in Etruria, but by 1773 Wedgwood had concentrated all his production facilities there. Through the Lunar Society, a group of industrialists and thinkers in the English Midlands, Wedgwood got to know James Watt and this led, in 1782, to Etruria being one of the first factories to install a steam-powered engine.
Other notable successes were to follow. In 1774 Empress Catherine the Great of Russia ordered a massive creamware service of 952 pieces, further boosting its popularity. Other wares were produced with names such as rosso antico (red porcelain), cane, drab, chocolate and olive wares.
The most iconic development, however, was the introduction in 1775 of jasper ware. This fine-grained, unglazed stoneware was the result of a long series of experiments aimed at discovering the techniques of porcelain manufacture. The name derives from the fact that it resembles the natural stone jasper in its hardness. Jasper is white in its natural state and is stained with metallic oxide colouring agents. The most common shade is pale blue, but dark blue, lilac, sage green, black and yellow were also used. The familiar, densely uniform stoneware in solid colours ornamented in a contrasting hue was Josiah Wedgwood’s most important contribution to ceramic art. One of the firm’s most outstanding creations was the 1790 reproduction in jasper of the Portland Vase, which had been excavated from a tomb outside Rome in the early seventeenth century. One of these is now in the British Museum.
Wedgwood’s achievements extended far beyond pottery. He was one of the wealthiest entrepreneurs of the eighteenth century and is credited as the inventor of modern marketing. As a leading thinker of his day he mixed with the likes of Matthew Boulton, James Watt, Joseph Priestley, Samuel Galton and Erasmus Darwin. Josiah’s eldest daughter Susannah married Erasmus’s son and was the mother of the naturalist Charles Darwin. Josiah was also an ardent Nonconformist and a prominent abolitionist and is remembered for his ‘Am I Not a Man And a Brother?’ anti-slavery medallion.
Josiah Wedgwood died on 3 January 1795. His contribution to the development of the pottery industry and the nation is well summarized in his epitaph in Stoke church, that he: ‘converted a rude and inconsiderable manufactory into an elegant art and an important part of national commerce’. His descendants carried on the business at the Etruria site until 1940, when the Wedgwood factory was relocated to Barlaston. Years later the site was used as part of the National Garden Festival.

Josiah Spode (1733–97) by N. Freese. (Wikimedia, Creative Commons)
Spode, another famous pottery dynasty, was started by Josiah Spode in around 1760. He was born in 1733 in Lane Delph and was 6 when his father died and was buried in a pauper’s grave. After serving an apprenticeship under Thomas Whieldon, Spode worked for and in partnership with other potters in the area before establishing his own business in Stoke. His son, Josiah Spode II, also trained as a potter and ran the firm’s warehouse in London, eventually taking over the pottery factory from his father in 1797. Josiah Spode II led the development of bone china, which became the standard English porcelain body from about 1800 onwards.
The Spode factory became renowned for its blue and white Willow pattern, developed by the original Josiah Spode in about 1790 from a pattern called Mandarin. After visiting the factory in 1806 the then Prince of Wales asked Spode to produce the banqueting service for his coronation as George IV. This was the first of many Royal Warrants to be received. In 1867 the company’s official trade name was changed to W.T. Copeland & Sons, only reverting back to Spode in 1970. After passing into receivership in 2008 the business was bought by the Stoke-based Portmeirion pottery company.
The perfection of the formula for fine bone china has been described as the single most significant development in the history of the pottery industry. It set Spode on course to become one of the most well-known names in British pottery and brought the family great wealth. They built The Mount, an elegant mansion in Penkhull which was subsequently inherited by Josiah’s son, Josiah Spode III.
Other early influences on the development of the Staffordshire pottery industry came from the Adams and Wood families. After being apprentice to John Astbury, Ralph Wood worked with Thomas Whieldon learning the manufacture of coloured glazes. Ralph’s brother Aaron opened his own pottery and the family became closely associated with Josiah Wedgwood through both business and marriage. By 1833 Enoch Wood & Sons was the largest employer in Burslem with a workforce of 1,100: only Davenport’s in Longport was of comparable size. The Adams family had potteries in Staffordshire as early as 1650, when two brothers, William and Thomas, had separate ventures in Burslem. The business continued in various incarnations at Burslem, Stoke and Tunstall into the twentieth century, being managed by members who were the eleventh and twelfth generations in direct descent from the seventeenth-century founders.
Other famous names include:
•The Davenport company: Founded by John Davenport, who began as a potter working with Thomas Wolfe of Stoke. In 1794, he acquired his own pottery at Longport and began producing cream-coloured blue-printed earthenware. The quality of his wares led to him becoming a supplier to the Prince of Wales, later to become George IV. John retired in 1830 and his sons, William and Henry, carried on the business. In 1887, the firm, by then known as William Davenport & Co., was acquired by Burleigh Pottery.
•The Doulton company: Founded by John Doulton in Lambeth, south London in 1815. Under his son, Henry Doulton, it became Britain’s leading manufacturer of sanitary wares and other industrial ceramics, as well as a major producer of art pottery and of ornamental and commemorative pieces, and tableware. Doulton took over the Nile Street, Burslem factory of Pinder Bourne in 1877, where it began making bone china. Production has been concentrated at Burslem since 1956. Having taken over many of its rivals in both industrial and decorative wares, the Royal Doulton Group is now the largest manufacturer of ceramics in Britain.
•The Minton company: A rival to Spode, was founded by Thomas Minton in 1793. The factory’s staple products consisted of useful and unpretentious tablewares in painted or printed earthenware or bone china, following the typical shapes and decorative patterns of the period. It also popularized the famous so-called Willow pattern. Figures and ornamental porcelains were made increasingly from the 1820s. After Thomas Minton’s death in 1836, under his son, Herbert, the company diversified into producing printed and painted tiles. The factory, including office accommodation and the Minton Museum, was demolished in 2002 as part of rationalization within the Royal Doulton Group. The Minton Archive has been kept together and was transferred to the city of Stoke-on-Trent in 2015.
•The Moorcroft company: Origins in the work of William Moorcroft who worked as a designer for the Macintyre factory in Burslem in the 1890s. Working in the art nouveau style, Moorcroft developed designs that have become famous worldwide. In 1912 he purchased land at Cobridge where he opened his own factory. The company remained under his control until his death in 1945. The firm still operates from the original Sandbach Road site.
These, of course, are just the most well-known names. Over the years many hundreds of ceramics-based businesses came and went, some becoming established names, others leaving little impression or legacy. One study identified 391 pottery manufacturers in Stoke-on-Trent in 1907, working across a variety of sectors (see Table 2.1 below). Altogether, over 1,500 manufactories have been identified as being active within the North Staffordshire potteries at one time or another. Potteries.org lists all known potters in the Stoke-on-Trent area indexed by name, date of first operation and location of factory. Many entries also have details of the pottery marks, the factories they worked and examples of the ware produced.
Table 2.1: Potworks in Stoke-on-Trent in 1907

Source: R.Whipp, Patterns of Labour: Work and Social Change in the Pottery Industry (Routledge, 1990), p. 25.
Pottery factories (often referred to as ‘potworks’, ‘potbanks’ or ‘manufactories’) ranged from vast and purpose-built facilities with thousands of workers, such as those of Enoch Wood in Burslem and Josiah Wedgwood in Etruria, to back-street hovels with one or two workers. Some potters built and owned their own works. Many were tenants in factories built by others and a succession of potters occupied the same premises. It was also common practice for a works to be split between two different pottery companies or for a larger manufacturer to let out part of its works to a potter making a different type of product.
Bottle oven, Gladstone Pottery Museum. (Wikimedia, Creative Commons)
The core facility of the pottery industry, and one that came to define the landscape, was the bottle oven or kiln. From the eighteenth century until the 1960s bottle ovens were the dominating feature of the area. Nothing set the Potteries skyline apart more than these weird bottle-shaped brick buildings. At the peak of the industry in around 1913, there are estimated to have been up to 4,000 bottle kilns with as many as 2,000 still standing in the 1950s.
Some small factories had only one bottle oven, other large potbanks had as many as twenty-five. Ovens were not situated within a factory according to any set plan. They might be grouped around a cobbled yard or placed in a row. Sometimes they were built into the workshops with the upper part of the chimney protruding through the roof. No two bottle ovens were exactly alike. They were all built according to the whim of the builder or of the potbank owner. According to one recent study, only twenty-seven sites in Stoke-on-Trent still have bottle ovens or calcinating kilns (https://staffordshirepotteries.wordpress.com/ bottle-ovens/).
The industry encompasses a bewildering array of products, processes and materials.
Firstly, there are various types of base materials, known as the ceramic body. Earthenware was the fabric first produced by the North Staffordshire potters. The local red clay was sorted and purified, and then fired at a fairly low temperature (950–1,050 °C) so that it remained porous. To make it waterproof, the fired object is covered with a glaze, a mixture of glass-forming minerals and melting agents, and then fired a second time. During the firing, the fine particles covering the surface fuse into an amorphous, glass-like layer, sealing the pores of the clay body. The main glazes used were lead, tin and salt.
By the 1720s ball clay from Devon and flint from the east coast were being imported into the Potteries to provide a better base for earthenware. Ball clays are plastic and so suitable for throwing and machine use. The fine white earthenware evolved by Thomas Whieldon and then by Josiah Wedgwood (known as creamware) were based on these ingredients. From 1747 manufacturers turned instead to china clay from Cornwall in an effort to emulate the truly fine white body of imported china wares.
The Glory of the Staffordshire Potteries

Clarice Cliff tableware in the ‘Original Bizarre’ pattern.

Minton floor tiles, c. 1845.

Minton Willow pattern miniature dinner service.

Fine porcelain pieces by Spode.

The Wedgwood Portland Vase, c. 1790.

Ironstone rectangular dish, c. 1820 by G.M. and C.J. Mason of Lane Delph.
Stoneware is fired at a higher temperature than earthenware, so that the material partially vitrifies and the ware becomes impervious to liquids even when unglazed. Where a glaze is used, it serves a purely decorative function. Traditional stonewares, common in the Midlands and Continental Europe, were grey or buff coloured. A bright white stoneware body, suitable for salt glazing, had been perfected in North Staffordshire by 1730.
Porcelain is a vitrified pottery with a white, fine-grained body that is usually translucent, as distinguished from earthenware, which is porous, opaque, and coarser. There are three main types: soft-paste porcelain, hard-paste porcelain and bone china. Soft-paste porcelain is produced by mixing white clay with ‘frit’, a glassy substance. It was technically difficult to work with and significant losses in firing were common. In Europe, notable manufacturers such as Sèvres and Meissen were supported by royal patrons, an option not open to English competitors such as Worcester and Derby. In Staffordshire, the Longton Hall Company was one of the few firms to experiment with it. Hard-paste porcelain is made from a mixture of china clay (kaolin) and china stone (petuntse). Again, few British firms produced it successfully.
It was in bone china that the Staffordshire potters made their mark. Stronger than other types and easier to manufacture, bone china is created by adding bone ash to the ingredients for hard-paste porcelain. The resulting wares had an ivory white appearance that resembled fine translucent oriental wares. Bone china was easily modelled, withstood thermal shock and was equally well suited for practical as well as decorative wares. Importantly for the manufacturers, it was also not too costly or difficult to fire.
Starting with Josiah Spode II in around 1800, other manufacturers began to adopt the process including Minton, Davenport and, to a much more limited extent, Wedgwood. The quality, as much as form and decoration, varied from factory to factory. Some tended, after about 1820, towards brilliant colour, lavish gilding and overcrowded design; others produced tasteful, simply ornamented tableware. Since much early bone china was issued unmarked, it is often difficult to attribute the pieces.
Traditionally raw clay was mixed with water in an open-air tank using a paddle and left to dry out through natural evaporation. As industrialization took hold during the eighteenth century, clay preparation moved indoors. The drying process was accelerated by placing hot flues under the slip tank. From the last third of the nineteenth century the job of stirring the clay manually was replaced by mechanically powered blungers. The slip was then strained through sieves to remove grit and other impurities. Later, this dewatering process was transformed by the use of the filter press. One design of press, by Needham and Kite, was originally used to separate yeast from beer but was readily adapted for use in pottery manufacture.
The clay is next prepared for shaping. It must be kneaded to remove air bubbles and ensure uniform plasticity, a laborious and even harmful process that was often carried out by women and children. From the early 1800s pug mills, a form of mechanical kneading, began to be used in brickworks but was only slowly and intermittently applied in potbanks. It is not thought to have been widespread before 1900.
When it comes to shaping, potters have used kick wheels for throwing pots since time immemorial. As matters were systematized during the eighteenth century, it was recognized that productivity could be improved by having the wheel turned by an assistant (generally a child) by means of a rope-driven flywheel, and by a ‘baller up’ to weigh and prepare the balls of clay.
Mechanical shaping techniques were slow to be introduced in the Potteries, partly because the potters opposed them and partly because of the imperfections left in plastic clay products. From the 1830s machines for making hollowware and flatware, known as jollies and jiggers respectively, were introduced. Both worked on the principle of shaping the plastic clay with a profile tool pivoted on the arm, simulating the hand of the thrower as the clay revolves.
Placing saggars in the oven at Parrott & Company, Albert Street, Burslem, c. 1936. (Courtesy of thepotteries.org)
From the mid-eighteenth century moulds made of plaster of Paris were also used in some cases. Sheets of plastic clay were flattened into a bat which was then draped and pressed on to the absorbent moulds for flatware. Holloware, such as figures, teapots, spouts and cup handles, was also made by this method. The seams and joints were tidied up by teams of fettlers while the ware was still in the fragile, unfired or ‘green’ state.
Some hollowares were made by slip casting which involved pouring slip, the liquid form of clay in suspension, into plaster of Paris moulds. From the early twentieth century this became the main means of producing holloware as a result of innovations in the preparation of slip. It was discovered that adding deflocculants to slip significantly increased the proportion of clay it could hold, thus reducing the amount of water needing to be absorbed by the moulds and speeding up drying times. Potbanks maintained mould shops and mould stores to prepare, produce and store the patterns for pressed wares. The more innovative also employed their own designers.
For certain applications, such as tile making, the use of clay in powder form was found to be advantageous. Fly-presses were used to make decorative tiles from powdered clay, resulting in fewer problems of uneven drying and warping than by using plastic clay.
Wares were then subjected to successive firings. The first, known as biscuit firing, set the ware, making it brittle. After any underglaze decoration and glazing were applied, a glost firing was then made to fix the glaze, enhancing both the ware’s appearance and technical performance. Additional firings were made as necessary, especially where enamel decoration or gilding was added.
Although they grew in size and sophistication, the kilns used in the Potteries followed the same basic construction as those in the late medieval period: essentially an inner brick hovel surrounded by a bottle shaped brick chimney. Wares ready for firing were placed in refractory containers called saggars, capable of withstanding high temperatures. Flatware was carefully bedded in flint to prevent warping and china figures were propped up with stilts to prevent sagging. Placing wares within the saggars and the saggars within the kiln both had to be done with great care and precision. The correct distribution of draught and heat within the kiln was essential. The sides and bottom of the oven would contain more densely packed saggars to absorb the most intense heat. The tops of the stacks, or bungs, were usually filled with empty (‘green’) saggars. During firing the fireman controlled the oven by regulating the dampers built into its crown and by adjusting the regulating holes set in the sides of the oven above the firemouths. Although measurement devices were used, an experienced fireman would be able to bring an oven up to temperature by eye alone, using the colour of the flames as a guide.
From the mid-twentieth century tunnel kilns gradually replaced bottle kilns. Wares were placed on trucks that were pulled through a long tunnel lined with refractory bricks until they emerged, fired, at the far end. This continuous process dispensed with saggars and allowed wares to be placed much more quickly. However, the new technology required a larger ground area that few traditional sites could accommodate. Wedgwood & Sons’ move to a new purpose-built factory on a green-field site at Barlaston was motivated by the need for tunnel kilns. But other firms were slow to follow this lead and invest on the necessary scale.
After firing, biscuit ware was decorated and glazed. In the Potteries, as elsewhere, much use was made of cobalt for underglaze decoration from the mid-eighteenth century. It had to be fired on at a high temperature in order for the colour to develop and so was applied before the glost firing, often in the form of a transfer print. Biscuit wares were traditionally dipped by hand to coat them in the liquid glaze solution, which was then fired in the glost firing.
A distinguishing feature of the Staffordshire Potteries was the extent to which the final wares were decorated by hand. From chimney ornaments to the finest tableware, pieces were often finished by hand gilding and hand painting. Other techniques were bat printing, a method of applying a very delicate on-glaze stipple engraving effect, and ground-laying, a method of colour dusting to apply a richly coloured ground to glost tableware. On-glaze decoration required at least one further firing, which was traditionally carried out in a small enamel or muffle kiln.
The checking, sorting, wrapping and packing of finished wares was women’s work and was done in the potbank’s warehouse.
While we may think of the potter sitting at his wheel, the reality in the industrialized pottery factory was very different. There was no such job as an actual ‘potter’. Rather the industry comprised a bewildering array of jobs, some skilled, many unskilled, often expressed in obscure terms. The index at the Potteries.org website identifies over 150 job titles. Much of this rich occupational lexicon is now lost to us. Family historians are likely to encounter these terms in certificates, censuses and other documents.
One of the most skilled jobs related to the saggar, a fireclay box for holding ware during firing. As noted above, the saggar was used to protect pottery from marking by flames and smoke while in a bottle oven and was usually oval or round. Producing saggars to the correct specifications was a skilled job carried out by a craftsman, known as the saggar maker. He had several assistants. The bottom knocker (usually a young boy) made the base of the saggar from a lump of fireclay which he knocked into a metal ring using a wooden mallet or mawl (pronounced ‘mow’). The frame filler (a male apprentice) flattened a mass of clay and produced a rectangle which was wrapped round a drum to make the side of the saggar. Placing wares in saggars required special knowledge and was the job of a dottler. Plates were carefully separated from each other by thimbles (known as ‘rearing’ or ‘dottling’) to prevent the glaze from making them fuse together in the glost firing. Ovenmen, or placers, placed the saggars in the ovens for firing and also emptied the ovens after firing. If not broken, a saggar could last for thirty to forty firings.
Other curiously entitled occupations within the industry included:
A biscuit rubber brushed (scoured) pottery after the biscuit firing to remove loose particles. A similar role related to the second firing was known as a glost rubber or glost cleaner.
A clay blunger operated a slip stirring machine, which slowly mixed clay with water in a huge tub or vat to produce a slip.
A dipper dipped biscuit ware in glaze before the glost firing. • A fritter poured mixed ingredients for glaze into a frit mill for mixing.
A jigger used a profile tool to shape the outside of flatware, such as plates and saucers, on a revolving mould. The tool, also known as a jigger, was turned by hand and was often a young person’s first job in a pottery factory. A good plate maker could produce around 400 to 500 plates a day.
A pugger (also known as a pug miller or pugman) operated a pug mill, a machine that mixed and kneaded the clay to improve its texture and consistency.
Conditions for our ancestors in the potbanks were harsh. Workers toiled long hours for low wages in environments that were often extremely hazardous and sometimes downright deadly.
One of the dangers was heat. Obviously the fireman and his assistants in charge of a kiln worked in very hot conditions. But the need for repeated firings, including in smaller kilns and stoves, and the cramped layout of factories meant that other workers too were exposed to heat. The impact of so many coal-fired ovens and kilns was felt across the wider area in the form of air pollution that choked the population and besmudged the environment.
At least heat exhaustion had an easy remedy. This was not the case for those working with lead glazes which were ubiquitous throughout the industry. Lead poisoning was long known to be a problem and dippers were particularly prone. Although experiments with leadless glazes were conducted throughout the nineteenth century, lead was then essential. Only in the early twentieth century was a safe solution found: a glaze of low solubility produced by making the glaze suspension out of fritted lead. Other poisonous metals, such as cobalt, used in glazes and enamels also had to be controlled.
Another health risk endured by potters was silicosis. It was caused by the inhalation of flint-dust particles and resulted in gradual and often fatal damage to the lungs. Known locally as ‘potters rot’, it was a lingering disease which took many decades to diagnose and control. Those most at risk were flint millers, dottlers who had to pack biscuit ware in flint inside the saggars, sliphouse workers and fettlers of biscuit earthenware.
While we may think of working life for our Potteries ancestors as unhealthy and unsafe, this was not always the case. The partly seasonal, rural craft-based production that existed in the early stages of the Industrial Revolution created relatively benign working conditions. Only as industrialization progressed, bringing poor workers from the countryside into the overcrowded town centres, did the industry take on its unsavoury connotations.
Workers at the Middleport Pottery, c. 1930. (Public domain)
One of the first to address this was Josiah Wedgwood, who built a separate village for his workers alongside his new factory at Etruria. The idea was prompted at least in part by necessity: the factory was some distance from the existing settled area and needed a large number of workers. But it was also motivated by Wedgwood’s Nonconformism and concern for the common good. He provided his workers with simple dwellings lining both sides of the newly turnpiked road between Leek and Newcastle. Pre-dating other better known examples by many years, Etruria was the first industrial village of its kind anywhere in the world. A school and chapel were added later. Larger firms, such as Minton’s, followed Wedgwood’s example in building housing for their workers, but this remained the exception rather than the norm.
The pottery industry was unusual for the period in that men and women worked alongside each other. Women generally had the lighter but less agreeable work, such as dipping and scouring the wares. They were also involved in painting, decorating and other finishing processes, and could be highly skilled. At Ridgway, Morley, Wear & Co., an iron-stone china and earthenware factory in the early 1840s, government inspector Samuel Scriven found women and girls accounted for around 45 per cent of the workforce. Of 348 employees, 69 were women, 71 were females under 21 and 18 were girls under 13. Ann Baker, aged 19, told the inspector that she had worked at the Ridgway’s factory for three years: ‘first in the biscuit warehouse, then in the dipping house; my duty is to scrape the uneven dipping off the ware when dry. The occupation is a very unhealthy one. I cannot eat my food as I used to do; it affects my chest very much, makes me cough.’
CLARICE CLIFF: WOMEN’S PIONEER
By the early twentieth century women’s roles in the pottery industry were not limited to the shopfloor: those with the talent and drive were beginning to make their way into the boardroom as well. Blazing the trail was Clarice Cliff, who established herself as one of the Potteries’ most iconic designers.
Cliff was born into a working class family in Tunstall in 1899. Having shown artistic promise at school, she started work as an apprentice enameller at a local factory at the age of 13. Three years later she moved to another firm as an apprentice lithographer, at the same time attending evening classes at Tunstall School of Art.
In 1916, aged 17, she joined A.J. Wilkinson’s pottery where her drawing brought her to the attention of the owner, Colley Shorter, and he allowed her to experiment on some old stock. In 1927 he arranged for her to study sculpture at the Royal College of Art in London, and later in Paris. After a few months she returned to Stoke-on-Trent where Shorter set her up in a decorating studio. By 1929 her designs went into full production as ‘Hand Painted Bizarre by Clarice Cliff’.
By 1931 she was an Art Director of the factory with a decorating team of around 150. Clarice Cliff and Shorter eventually married. She died in 1972.
Sarah Bowers, aged 13, was a paper-cutter in the printing-room and had already been employed four years; her working day started at 7.00 a.m. and could go on until 9.00 p.m. Hannah Jay was even younger, just 11, and was two years into a seven-year apprenticeship as a painter.
As these reports show, the industry employed not only women but also children on a large scale. In 1861 there were 4,500 children under 13 at work. They were often expected to work long hours as mould runners or as assistants to dippers. Scriven observed how boys worked on flatware in conditions approaching 40 °C:
A little boy, without shoes or stockings, is kept constantly running between the plate-maker, from whom he receives the plate or dish newly formed on a mould, and the stove, into which he carries this mould with the moist plate upon it. These moulds, thus charged, are ranged upon shelves to dry, and as soon as they are sufficiently dried the boy liberates the mould and carries it back to receive a new layer of clay.
A fascinating insight into life in the Potteries in the mid-nineteenth century was provided by Charles Shaw in his autobiography, When I Was a Child (Shaw, 1903). Born in Tunstall in 1832, Shaw started work at the age of 7 as a mould-runner in Enoch Wood & Sons’ factory in Burslem. In 1842, as a result of unemployment his family was forced into the workhouse at Chell for a period until his father found another job. This and other episodes recorded by Shaw helped inspire parts of Arnold Bennett’s Clayhanger trilogy.
By the early nineteenth century workers were beginning to campaign for better conditions. The first proper trades union to emerge in the Six Towns was the Journeyman Potter’s Union in 1824. By the following year it had embarked upon a series of confrontations with employers relating to the truck system and piece rates. These issues would dominate union affairs for years to come. In August 1825 a strike began. The manufacturers, who had closed ranks and promised to subsidize each other until the union’s defeat, retaliated with a lockout. The strike failed, the union disintegrated and selected leaders were victimized. The main problem with this first union had been its lack of unity. Ovenmen, potters, cratemakers, printers and others all argued against each other and worked for the advantage of their own group. This tendency was repeated many times over the years.
Dr Samuel Scriven’s factory visits, described above, were part of an investigation into the employment of children and young persons in the North Staffordshire Potteries. Through site visits, interviews and correspondence, Scriven and his team probed into working conditions including those in coal mines, cotton and woollen mills, as well as pottery factories. He visited 173 potteries and his report, published in 1842, paints a rich picture of life in the potbanks during that time, much of it told through workers’ own testimony.
A second report published in 1862 found the situation little changed. Although the 1833 and 1844 Factory Acts started to improve conditions for women and children, they focused on coal mines and textile mills. The Staffordshire potteries were not mentioned because by the standards of the time working conditions in the average pottery factory were considered better than the minimum required by the new law. An Act of 1853 restricted children’s hours of employment to between 6.00 a.m. and 6.00 p.m. on weekdays and no later than 2.00 p.m. on Saturdays. Not until the Factory & Workshop Act of 1878, which consolidated all previous Acts across all trades, was the employment of children in the pottery industry fully regulated. From 1 August 1898 pottery manufacturers could no longer employ anyone under the age of 14, and a year later they were prohibited from hiring anyone less than 15 years of age to work in the most hazardous occupations.
By this time a wider movement to improve working conditions for all pottery employees was afoot. In the 1860s Dr Robert Baker, the first Factory Inspector for the Potteries, attempted to introduce precautions against silicosis, such as proper ventilation, improved cleanliness in workshops and protective clothing. The proposals were met with considerable opposition from the potbanks’ owners and managers. Small manufactories, especially, saw improved buildings, sanitary arrangements, welfare, ventilation and supervision of their workers as unnecessary and unaffordable. It was believed at the time that frequent oscillations between excessive heat and cold represented the greatest risk to health. Baker, with his colleague Dr John Thomas Arlidge, campaigned vociferously against industrial disease in the pottery industry and they are now seen as among the founders of occupational medicine.
The scale and diversity of the pottery industry in North Staffordshire supported an equally diverse network of suppliers. A range of ancillary industries grew up to service the specialist materials and equipment required by pottery manufacturers.
A trade directory of 1963 provides an indication of the importance of these ancillary industries. Barretts City of Stoke-on-Trent Directory lists more than thirty categories of supplier allied to ceramics in some way. There were suppliers of ceramic colours, ceramic materials, ceramic transfers, china-clay merchants, china decorators, china factors, kiln builders, kiln furniture manufacturers, potters’ colours and glazes, potters’ grinders, potters’ millers and potters’ workboards. The list indicates how, in the twentieth century, many functions had been outsourced by the pottery manufacturers. Colour-making, the mixing of colours and glazes for example, would previously have been done within the potbank.
Staffordshire and Stoke-on-Trent Archives Service holds the business records of many pottery manufacturers as well as those working in processes allied to the pottery industry. Search in the catalogue for the company concerned or see under ‘ceramics’ in the SSA Guide to Sources No. 4: Business Records. Many of these are held within the Potteries Museum & Art Galleries collections [SD 4842]. As well as corporate and financial records, series may include pattern books, trade catalogues and general business correspondence. Wage and salary books are likely to be the best source for individual workers. These holdings are limited, however, considering the huge number of pottery businesses that are known to have existed, and most go back no further than the mid-twentieth century.
Stoke-on-Trent City Archives holds important collections relating to the industry. The Adams Collection is believed to have been assembled by P.W.L. Adams in around 1914 when writing his History of the Adams Family of North Staffordshire. Many of the items relate to the Adams family of potters during the eighteenth and nineteenth centuries [SD 1256]. A further series, known as the Hand Collection, comprises the papers of Frederick H. Hand who was secretary of the National Council of the Pottery Industry from 1919 to 1945. He was also a founder and secretary of the Association of Joint Industrial Councils. Again, the STCA has a handlist [PA/HAND].
The Spode Papers at Keele University comprise more than 1,000 documents relating to the company, mostly dating from the nineteenth century. They include the original articles of partnership signed by Josiah Spode and William Copeland in 1813, as well as important series of account books, price lists, volumes of technical data and pictorial material. Following its closure in 2008, material formerly held by the Spode Museum was deposited with the STCA .
The STCA is now home to the Minton Archive, which was gifted to the city in March 2015. It comprises the Minton company records as well as those of more than twenty companies that had been acquired by Royal Doulton plc, including such famous names as Adderley, Booth, Davenport, Paragon, Ridgway, Royal Albert and Shelley [SD 1705]. The Minton section alone contains more than 5,000 entries. Importantly for family historians, these include many employee records, from apprenticeships and wage books to artists’ contracts and Minton Social Club records. The archive is gradually being catalogued and digitized and made available via a dedicated website, www.themintonarchive. org.uk.
Two notable ancillary companies among the records held at the STCA are Blythe Colour Ltd, a well-known colour-maker (1910–90) [SD 1682/2], and Allied Insulators Ltd, which pioneered the use of ceramics in the electricity industry (c. 1860–1989) [SD 1237].
Many of the surviving pottery manufacturers maintain their own archives, sometimes incorporating also the archives of businesses they have acquired.
Various business associations have represented the industry over the years. The STCA has records relating to: British Pottery Manufacturers Association, c. 1906–2006 [SD 1712]; British Stoneware Potters Association, 1917–88 [SD 1316]; British Ceramics Confederation [SD 1558 & 1671]; and National Council of the Pottery Industry [PA/HAND, as above]. The records of the North Staffordshire Chamber of Commerce from 1874–1978 may also be relevant [SA/CC]. Although relatively sparse in relation to individuals, items such as newsletters, photographs and minutes can be useful in building up a picture of the industry from contemporary sources.
The Minton Archive website, www.themintonarchive.org.uk, contains a wealth of detail on the company and its employees.
The Staffordshire Apprentice Index contains nearly 12,500 entries relating mainly to apprenticeship indentures and entries in apprenticeship registers held by the SSA (www.staffsnameindexes. org.uk). Most are derived from parish Poor Law records in the period prior to 1838 but some privately arranged apprenticeships are also referenced. Articles of apprenticeship are held by the Potteries Museum & Art Gallery and the Wedgwood Museum, in particular three series supported by the Leveson Charity between 1738 and 1799 [SD 4842/28/1-3]. Newcastle-under-Lyme Guild apprentice records, held at Newcastle Museum, are indexed 1767–1910 and on microfilm at Staffordshire Record Office (MF134/11-14).
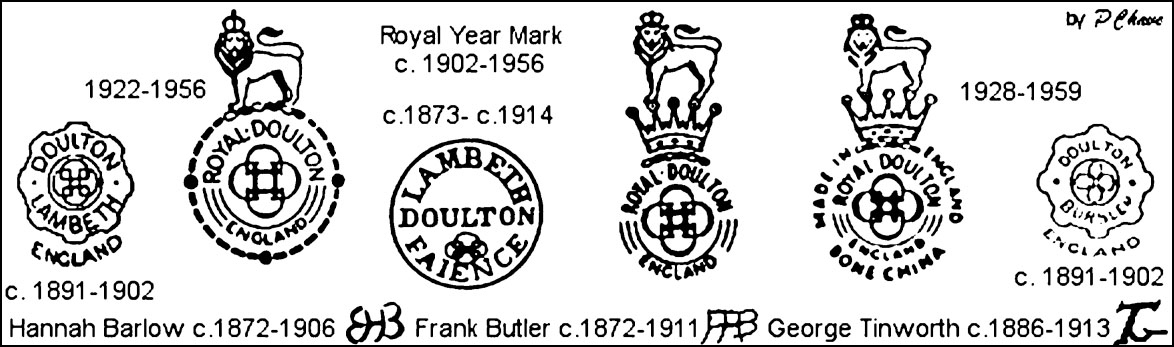
Potters used a variety of marks to identify their wares. These ranged from letters and initials to more elaborate crests or symbols used as a trademark, all of which were embossed, printed or painted on the bottom of the ware. From 1842 there was also an official system of Diamond Marks to signify when a design was registered to prevent copying. Potteries.org has an extensive list of known marks associated with Staffordshire pottery, as well as a useful guide to understanding what they all mean. There are many published works, two of the most authoritative being Godden (1999) and Henrywood (2002).
Old habits die hard and despite the industry’s decline it is not unusual to see locals turning pottery upside down to inspect the black mark. Familiarity with such marks is essential for the pottery collector. All of the main houses and brands have collectors clubs which provide insights into the company’s work and there are many specialized books. Again, the Potteries.org site has introductions and links, and also lists of trade names.
Examples of pottery marks used by the Doulton company. (Public domain)
The Potteries has one of the highest concentrations of museums in the country, many dedicated to the area’s predominance in ceramics. The PMAG provides an overview of the area’s industrial heritage, including what is undoubtedly the world’s best collection of Staffordshire ceramics (www.stokemuseums.org.uk). Over 5,000 pieces are on display and many more are held in storage, including items from the Minton Museum sale. Also operated by Stoke-on-Trent Museums are its sister institutions: the Gladstone Pottery Museum at Longton; and the Etruria Industrial Museum in Stoke-on-Trent, which has the last steam-powered potters’mill in Britain (www.etruriamuseum.org.uk).
The Wedgwood Museum at Barlaston houses a world-class collection of Wedgwood ceramics, alongside an archive of international acclaim. The UN cultural body UNESCO has described the Wedgwood Archive as ‘one of the most complete ceramic manufacturing archives in existence’ (www.wedgwoodmuseum. org.uk/archives). The lives of the Wedgwood family, the company’s workers and the classical inspiration that drove Wedgwood design are just a few of the stories told through the archive material, some of which is accessible online.
The refurbished Middleport Pottery in Burslem offers tours of the working Burleigh factory as well as a visitor centre (www.middleport pottery.co.uk). Saved from closure by The Prince’s Regeneration Trust, the building reopened in 2014. Visitors have the opportunity to see pottery being made using the same handcraft methods as in the 1880s and to see the mould store housing Europe’s largest collection of ceramic moulds.
Other venues offering insights into pottery heritage are the Dudson Museum, Emma Bridgewater Factory, Moorcroft Heritage Visitor Centre and Spode Works Visitor Centre. Many of the potters who made Stoke-on-Trent world famous are buried at Stoke Minster (the Church of St Peter ad Vincula, http://stokeminster.org). These and other sites are part of The Ceramics Trail which covers museums, galleries, visitor attractions and shopping outlets across the Potteries (www.visitstoke. co.uk/ceramics-trail).
Burchill, Frank and Richard Ross, A History of the Potters’ Union (Ceramic and Allied Trades Union, 1977)
Godden, Geoffrey A., New Handbook of British Pottery & Porcelain Marks (Barrie & Jenkins, 1999)
Henrywood, R.K., Staffordshire Potters, 1781–1900: A Comprehensive List Assembled From Contemporary Directories With Selected Marks (Antique Collectors Club, 2002)
Scriven, Samuel, Employment of Children and Young Persons in the District of the North Staffordshire Potteries (HM Government, 1840), transcribed at www.thepotteries.org/history/scriven_index.htm
Sekers, David, The Potteries (Shire Publications, 2013)
Shaw, Charles, When I Was a Child (Methuen, 1903), transcribed at www.thepotteries.org/focus/011.htm Taylor, Alan, Stoke-on-Trent: A History (Phillimore, 2003)