
The water used domestically at Stranraer is rainwater. There is no main water supply brought to this region of Kangaroo Island, thus there is a reliance on rainwater. All shedding has rain water tanks which is channelled back through to the homestead. In recent times, tanks have been placed on the new implement shed, grain shed, shearing shed and cottage. Local town water, Kingscote, is supplied by Middle River Dam on the western end of the island.
In the early days water was pumped to an overhead tank that would create the pressure to supply the house. This tank stand remained for many years and was used right up until 2007. The overhead stand was supported by 4 concrete pillars and was located south of the homestead. Water is now pumped to the main house via electric pump but in times of power failure a petrol powered generator is used.
The original rainwater tank was built into the ground on the eastern side of the homestead and still exists today.
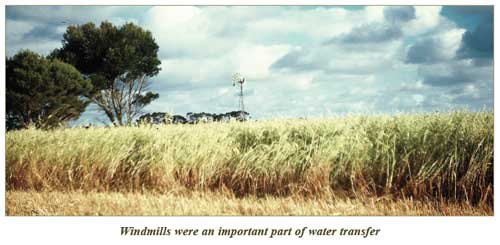
Stranraer has ground water that has enabled the construction of windmills in the past to allow this water to be moved around the farm. Water is moved in 2.5” poly pipe from north to south. Windmills were constructed in the 30 acre paddock along with Rush Lagoon where 2 windmills were placed. Vietch’s also had a windmill making 4 windmills in total. The quality of water in each region changes with salt content. The windmills were crucial in setting up the property in the early 1900s. Water movement today does not rely on windmills. The use of centrifugal pumps has replaced the need for high maintenance windmills. Water was originally sourced on the edge of Rush Lagoon however, when the lagoon filled up the bore would fill with silt. To counteract this problem a four foot cement pipe was placed on its end in the hole. This still remains on the edge of Rush lagoon today.
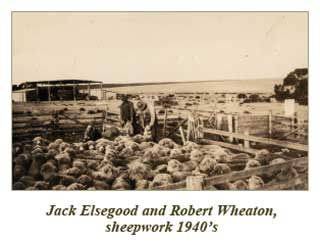
Pipe was laid to the shearing shed to store this water for livestock. The original pipe system was galvanised links of pipe screwed together with threaded sections. The laying of the original galvanised pipe took place in 1912 by Robert. The pressure for the water transfer was carried out by windmills as seen in the above picture.
Water was also pumped from Wattle Grove in this way to storage tanks on the hill opposite the stables and continues in a southerly direction to another 1000 gallon tank that still exists today.
In the early 1960s very dry conditions existed causing issues with watering stock for most farmers in the district. The bore located on the eastern edge of Rush Lagoon assisted farmers in the area by allowing access with water trucks. 10-12 local farmers would source water from this bore during this period of very dry conditions. Trucks could only hold 300-400 gallons at a time, meaning that this job would seem never ending over the summer period. Local farmers would then return to their properties and unload the water into holding dams. The bore on the eastern side of Rush Lagoon is 3000ppm salt. This is Stranraer’s best quality water. In the tough year of 2006 this bore supplied water for more than 6 months. A centrifugal pump was started every day during this period. In 2006 due to the concern of lack of water and the dry period another bore was put down in the hill paddock. This water is not the best quality, at 8000ppm, however it assisted during this period. This bore is cased and functional today.
Dams are present at the northern and southern ends of the property. Due to the topography, runoff water is limited but the clay base of these dams at each end of the property provides a good water supply and reduced reliance on piped water during the summer months.
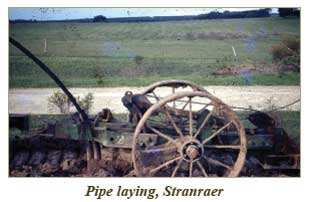
The laying of the inch and a half diameter pipe to move water around the property to supply trough water for the livestock. As the wheels turned the pipe would feed into the ground, which had already been ripped. There would be more than 30km of pipes to move water around the property today.
Prior to the use of poly pipe or plastic pipe, metal pipe was used. With the salinity levels in some of the water, over time these pipes began to corrode. The new poly pipe of today is flexible, non-corrosive and easy to install compared to the lengths of pipe used previously and it is also not as heavy. The pipe water is plumbed into troughs for livestock. Every paddock on the property has a trough for livestock watering, which is critical for the summer period.
Water used by sheep can range from 4-10 litres per day depending on the time of year.
Sheep numbers on Kangaroo Island back in the 70s, 80s and early 90s exceeded one million. With changes to the industry such as the Flock Reduction Scheme, closure of the local abattoir and poor wool and meat prices meant many farmers exited the industry. Forestry has also had an impact on sheep numbers due to the loss of productive land. Most of the blue gum plantations occurred on the western end of Kangaroo Island through the late 90s and early 2000s. Sheep on Kangaroo Island today would be well below one million.
Shearing in the early 1900s was carried out in the shed that became the chaff shed. The main upright beam in the chaff shed has the original counter system for shearers, which was two lines of holes down each side of the post. One side was the tens counter the other side was the singles counter. When the shearer completed shearing sheep he would place a marker in the hole to show the number shorn. This marker, which was similar to a golf tee, was moved after every sheep. At the end of each 2 hour session the number was entered in to a tally book. This era was blade shearing.
The transition from blade shearing in the early 1900s, to diesel powered engines for shearing plants, to the electric shearing plant has taken place over a 100 year journey. Originally the shed was designed for blade shearing.
The move to diesel engine power was a significant move for the shearing industry. I recall the diesel powered engine that would be started up at 7.00am every shearing morning. This engine would sit at the end of the shearing stands and drive the main drive shaft that would in turn provide the power for the shearing handpiece. The shearer would activate the handpiece by pulling a cord which still happens today and 2 drive cones would connect to produce the power for the handpiece. This still occurs today, however the cones are driven by electric power. The exhaust fumes from the diesel engines would be siphoned out through the wall. . The support beams that this system operated on are still within the shearing shed today. The electric system certainly is much quieter than the diesel motor and far more energy efficient.
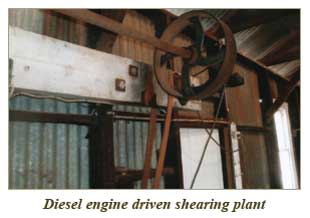
The drive wheel is mounted on the support beam above the shearers. The diesel powered engine would generate energy to drive the wheel via a belt, that would then deliver power to the wheel, so that when the shearers cord was pulled it would force the cone to come into contact with the turning wheel, providing power to the shearer’s handpiece. This same beam today supports the electric system that drives the handpiece for shearing. A shearer’s back aid can also be seen in the above pictures. This is definitely back breaking work. There are some shearers on Kangaroo Island that have been shearing for more than 30 years. A ‘Hall of Fame’ for shearers has been set up on Kangaroo Island to acknowledge their commitment to this important industry. Shearing provides off farm income for farmers and has done so for generations.
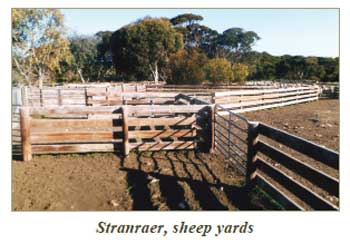
Yards were constructed to allow easy movement of sheep into the shed. Areas in the yards include a draft system to separate groups e.g. lambs from ewes and a race for drenching and lice control. There is also an area set aside for weighing lambs prior to sale. Lambs need to be at an average of 40-50kg live weight for the Australian market. The yards were upgraded with wooden panels in 2010, with the shearing shed also re-roofed in 2010.
Drenching is the term given to worm control for sheep and cattle. This is carried out by using medicated products. Worm control is required twice per year or more depending on the season; once in the summer period and once post lambing for both ewes and lambs. Worms contaminate the pasture and when sheep graze low to the ground, especially during the winter, they ingest the worm larvae. Intestinal worms in sheep cause an excessive loss of production of both sheep and meat, due to a loss of appetite. Testing of the faeces by the local vet allows the worm numbers to be monitored throughout the season. Worm presence certainly increases in sheep during the winter as they are grazing low to the ground.
A major influence on the sheep industry on Kangaroo Island and southern Australia is OJD (Ovine Johnes Disease). This is an incurable, infectious wasting disease of sheep that can result is economic loss on infected farms due to sheep deaths and loss of production in meat, lambs and wool. This disease is caused by bacteria, that reduces absorption of nutrients from the intestine, eventually resulting in loss of condition. The bacteria is passed in the manure of infected animals, contaminating pasture and spreads infection to susceptible animals. A vaccine is now available for this disease, however restrictions exist on how sheep are traded especially from infected properties.
Sheep lice have caused extensive loss of production and have cost the sheep industry financially over the years. Lice are blood sucking insects that cause major irritation to sheep. Sheep with lice will rub on fences and trees due to the irritation. In doing this the wool is damaged and thus the nutrition of the sheep is impacted due to a loss of appetite. The important issues with lice control are good fences, managing the stock that are bought onto the property and a program of chemical application if required.
Lice management is carried out post shearing with insecticide treatments applied to the back of the sheep. These chemicals, over time, will cover and protect the sheep from the infestation of lice and also blowfly attacks. This application post shearing enables easy skin applications where the lice are found.
In the early days plunge dips and shower dips were used to provide lice control. These processes were time consuming and extremely hard work. The original spray dip used in the early 1900s is still present near the implement shed, as the picture below shows. Sheep were loaded into this dip one by one. I think that if you ever had a goal of losing your sense of humour this would be the job to achieve that very goal.

Plunge dips were used extensively in the past and the plunge dip of the early days still exists near the implement shed as seen in this photograph. This plunge dip was only 5-6 metres long so the sheep were forced into the deep end of the small dip and then they would walk out up the inclined step.
This involved moving shorn sheep through a concreted race in the ground that was full of water and insecticide. This was carried out about a week after shearing to allow any shearing cuts to heal. The sheep would swim through the bath getting treated as they moved through. The plunge dip was approximately 8 metres long.
Over time the plunge dip changed in length and allowed for quicker and more efficient treatment of sheep.
From the plunge dip the industry moved to the spray dip, which still exists near the shearing shed today.
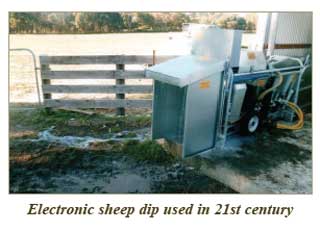
Efficient dipping exists today allowing more sheep to be treated in shorter time periods. Technology has advanced considerably and along with this farms have become larger.
Crutching is carried out twice a year. This process involves shearers removing the wool around the breach area of the sheep. By completing this process just prior to shearing in October makes the process of classing and wool handling much more efficient and prevents stained wool from contaminating the main fleece wool from the sheep. This process is carried out in March/April just prior to lambing to prevent flystrike.
It takes, on average, a shearer 3-5 minutes to shear a sheep. Shearing requires tremendous skill and hard work. The shearing shed has 3 stands for shearing with (on average) 500 sheep being shorn in 1 day. This equates to more than 3000kgs of wool. Shearing at Stranraer is completed in early October to ensure that the wool is not contaminated by grass seeds but allows the ewe enough time to become more conditioned prior to the summer period.
A shearing day starts at 7.30am and concludes at 5.30pm. Shearers will shear for 2 hour intervals with a 1 hour break for lunch. Years ago, the shearers were provided with meals by the property owner but with the development of contract teams meals are no longer supplied and form part of the cost of the shearing process. I remember coming home from school and racing to the shearing shed to search the lunch and afternoon basket to see if any chocolate cakes were left.
The average shearer would shear approximately 160-220 sheep per day. I have certainly seen more than this done in one day. It depends on the quality of sheep, the season and the breed. Crossbreds are easier to shear than merinos due to the lack of wrinkles and the time taken to shear wool from the legs of a crossbred is much less. Some crossbred ewes have been known to have no belly wool, which also reduces the shearing time.

The shearer would shear the sheep and allow the sheep to move through an opening in the shed wall to a pen called ‘the let out pen.’ At the end of every 2 hour session the shorn sheep were counted and the tally written in the shearer tally book. This is the job of the owner or the shedhand. At the end of the day, the total number shorn for the day would be tallied and recorded. At the end of shearing, which in most cases for Stranraer, with 3 shearers would last for 8 days weather permitting, totals are determined and the shearer is paid an amount per sheep. This amount has changed over the years.
The main shearing season for Kangaroo Island and the southern part of Australia is September to March. Spring shearing being the most common, just prior to seed set of most plants. This prevents wool contamination from vegetation and seeds. If you are touring Kangaroo island in the spring, then there is a high chance that if you pull into a shearing shed, shearing will be underway.
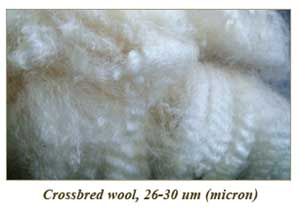
Wool quality is measured in microns. A micron measurement is the distance between the crimps of the fibres. The shorter the distance between the crimps the lower the micron and thus, the finer the wool. As an example, an 18 micron fleece is a lower micron wool than a 28 micron wool. The micron count will determine where the wool can be used. Finer micron wool is used for clothing production and commands more money in the marketplace.

Crossbred wool, 28-30 µm used for things other than fine garments due to the coarse nature of the wool. This type of wool is used for carpets.
The micron is the measurement of the crimp distance; wool from crossbred sheep has a wider crimp (micron) than that found in merino wool.
The people that are employed in the shed include the shearers, shedhands and wool classer. The shedhands are required to keep the boards clean and to ensure that all pens have sheep for the shearer to catch. These pens are known as the catching pens.
Shedhands remove the wool from the floor near the shearer, place the wool on the table and the classer will remove any wool that is stained or any wool with imperfections. The wool is graded and placed into the appropriate bale.
Technology changes in the shearing shed include the development of the wide comb hand piece, electric wool presses and the spinning wool table. The spinning wool table sounds simple, but this changed the efficiency of skirting the fleece. Skirting the fleece refers to placing the fleece on the table and removing any imperfections or stained wool before it is assessed buy the wool classer.
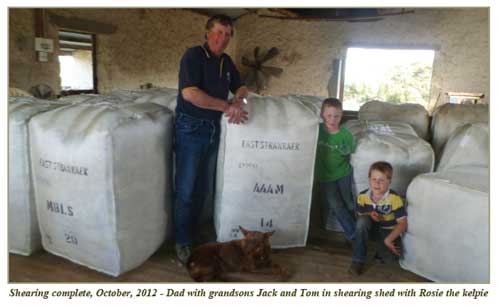
The wool is placed into nylon wool packs, which is pressed into bales that are 200kg in weight. These bales are then branded with the appropriate information such as the wool classer, property name and the quality of wool within the bale.
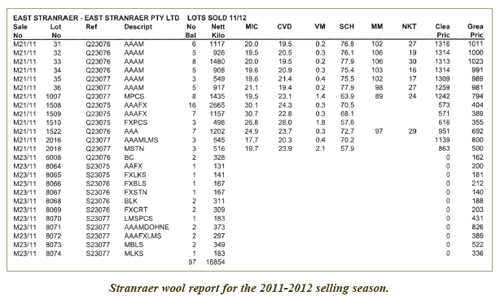
The bales are sent to the wool store in Adelaide, a core sample is taken from each bale which is tested and the description written. The wool is then presented in Lots as can be seen in the above table. This allows the buyers to assess the wool and offer pricing. All bales have a description that is branded on the bale, as can be seen in the above table. AAAM wool is the premium wool with a premium price. AAAFX is the crossbred wool which is a coarser with a higher micron and does not command a higher price due to its quality and uses. The more AAAM Stranraer can produce the greater the income. Genetic selection, feeding management and nutrition all assist in the calendar year to achieve this with the merino flock. 80% of the Australian wool produced is sourced by Chinese wool mills for garment production.
In regards to branding, stencils are used to brand the bales. An ink brush applies the black ink to the bale. Merino wool is branded AAAM, this is the highest quality wool. The more AAAM bales the higher the returns. This is the premium wool for Stranraer. In the shearing process various parts of the sheep have varying wool quality. The belly or underneath wool on a sheep, comes into contact with seed and soil, is of poor quality and is often short wool. This is the first part of the fleece that a shearer will remove in the shearing process. This is called belly wool and is branded BLS for bellies. This wool is not used for garments and will not command a premium price. Shearing would generate approximately 5 bales of bellies.
When the shearer completes shearing a sheep and the shed hand collects the fleece, the small pieces of wool left behind is what we regards as Locks. This is branded LKS. Once again this wool is short and used for other purposes and does not command a premium price. LKS would make up 2-3 bales every shearing.
Now that the shedhand has placed the wool on the table, the wool is what we call ‘skirted’ by the shedhand and the wool classer. Skirting is removing any stained or shorter wool and placing it in another wool bin. This wool is branded PCS, known as pieces. PCS for the shearing account for 4-5 bales. For every bale of PCS there would be 12 bales of AAAM in regards to merino wool. The wool classer will then assess the fleece in regards to micron and strength. The strength is tested by placing a staple of wool between the fingers and stretching, if the wool staple breaks, the wool is regarded as tender and will not be placed in the main AAAM line of wool. Tender wool is not suited for quality garment manufacture. The staple must be of a certain length also.
In assessing the micron of the wool, remember the difference between crossbred and merino wool. The micron is a crimp measurement. Merino wool has a finer micron than the crossbred. Merino sheep also have the ability to have higher micron wool and these fleeces need to be placed into another wool category. A BBB branded bale is for wool that is of a higher micron than the main fleece. Once again this wool is used for other purposes, not garment production.
Prior to the electric press, the ajax wool press was the main method of pressing wool. This press was metal with a ratchet on each side of the press that would attach to a metal clamp known as a ‘monkey.’ The ratchet would be operated by 1 or 2 people. The metal clamp, ‘monkey,’ would ratchet down onto the wool until tight. The operator would then place three metal pins into the wool pack to hold the pressed wool in position. The ratchet would then be released and the ‘monkey’ taken out of the top of the wool pack. Wool would then be continually placed in the pack until the bale reached the desired weight. These wool presses are used in sheds today but for smaller lines of wool. The main pressing of fleece wool is carried out with the electronic wool press with a hydraulic ram, operated by a switch at the flick of a finger. The wool presses of today have built-in weigh systems that accurately weigh bales to the required maximum of 204kg.
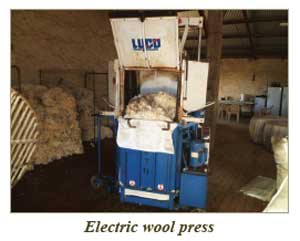
The development of the wool press has revolutionised the efficiency of packaging wool. In the early 1900s wool was packed into hessian wool packs by placing the pack into a wooden press and pressing it manually.
Bales that weigh in excess of this weight attract fines for the grower as the manufacturing process requires certain weights for further shipping and management.
The Ajax press certainly keeps you fit. I could not imagine pressing 80-100 bales in this fashion.
Wool bales are then loaded onto semi-trailers and transported to Adelaide, via the Sealink.
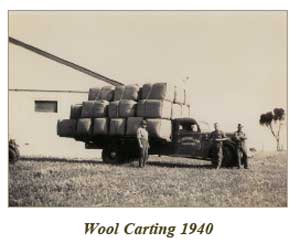
Archie Lovering, Local MacGillivray transport , with Robert and Eric, often transported wool from Stranraer to Kingscote for sea travel to Port Adelaide. Port Adelaide was the major wool selling centre for South Australia, photograph, 1940
Wool is graded according to its quality. Merino wool is of a better quality than crossbred wool, thus merino wool is used to produce clothing, while the coarser crossbred wool is used in the production of products like carpets.
Shearing time over the years at Stranraer has occurred in October. This timing reduces the damage caused by the Australian blowfly and reduces contamination of the wool over the summer period. To allow the sheep to go through the summer period in their wool, would create problems with grass seeds, fly strike and heat stress.
On average, the property runs 3500 breeding ewes that would cut 5.5-7kg per head of wool. Stranraer produces between 80-100 bales of wool annually. Based on these figures, over 3 million sheep have been through the Stranraer shearing shed for shearing in the 100 years of operation.
These days the wool is placed onto a trailer and trucked to Adelaide via Sealink to be auctioned. The wool classer will document all bales and a description of the wool within. This is listed in the wool book and the classer is responsible for this written description and acknowledgment of the wool within each bale.
In years gone by with the number of shearers in the district the ability to find shearers was relatively easy however, with the changes in agriculture the shearing is now completed by shearing teams that move from area to area.
The wool industry has gone through several changes and challenges over the years. The wool industry was a major economic driver for Australia in the 50s, 60s and 70s. With the introduction of other fibres for clothing such as cotton, synthetic fibres and mohair, wool faced losing a market share. The government of the day in 1974 set up a Reserve Floor Price for wool. This was to ensure that wool growers in Australia were insulated from competition and to ensure viability. This scheme was removed in the early 1990s resulting in wool being exposed to supply and demand versus other fibres. This resulted in wool growers being challenged financially as the demand for wool waned. As a result of this supply and demand on wool production, supply far outweighed the demand forcing the government to introduce the Flock Reduction Scheme.
Wool growers were paid to reduce their sheep numbers to ensure wool production was brought back to a realistic level. Sheep during the early 1990’s did not have any value and the program of Flock Reduction was demoralising for farmers. This forced some wool growers to leave the industry while others changed their farming practices and implemented cropping to ensure viability. This period also saw high interest rates and the rise of input costs which forced many from the industry. In the early 1900s sheep numbers were around 70 million in Australia, climbing to 180 million at the peak of the wool industry, then declining to around 100 million early in the twenty-first century Sheep numbers today are around 80 million.
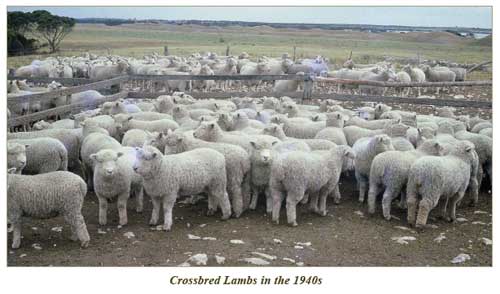
Stranraer primarily has two sheep enterprises. The merino breed is primarily for wool production whilst the crossbred is for lamb production. The above photo is of crossbred lambs.
The term crossbred ewe refers to the crossing of 2 breeds. The crossbred ewes that run on Stranraer are a cross between a Border Leister ram (English Breed) and a Merino ewe. The Border Leister has a wool micron of 30, while the Merino has a micron of 22 (on average). By crossing these breeds we have a highly fertile sheep with a wool micron of between 25-28. This type of wool does not command a premium price as its uses are limited, however in terms of lamb production the average lambing percentage is 120 versus 85-90 with the merino breed. The aim of lamb production is to achieve as many lambs as possible. In achieving the ideal prime lamb we then cross the crossbred ewe with a White Suffolk, which is the designated prime lamb sire.
The crossbred ewes have rams join them in early January. The rams are removed 6 weeks later. This allows for adequate cycling by the ewe to get into lamb. The gestation period of a ewe is 150 days and the lambing process commences in June. This lambing time is important to ensure that the ewe has adequate nutrition to support itself and the lamb. Ewes are scanned to determine twins and singles which assists in their management as twin bearing ewes require extra nutrition.
The lamb grows at approximately 300g per day on average through the winter and spring period. Lambs are weaned from their mother at 12 weeks allowing the ewe to recover and begin gaining weight again prior to the summer. The lambs can also graze on a higher quality feed to ensure weights are achieved.
The lambs are sold once they reach 40-50kg live weight depending on the domestic market requirements. There is also the option of growing the lambs out heavier and selling to the export market. The lambs reach the desired weight in late September/October. Lambs are loaded onto triple-decker trailers and transported to Adelaide for processing. Trailers can load approximately 400-450 lambs.
The price determined for the lambs is a per kilo price. Payment is made per kilo and the weight of each lamb is calculated and total net price paid. In the past, a lamb price was given by the stock agent as a live animal, nowadays a price is given based on carcass weight and a price per kilogram.
A price is also offered for the skin as these are used in producing products such as ugg boots in other countries.
80% of the lambs are sold this way, however there will be a portion of the lambs that will not get to the desired weight. These lambs may be shorn and kept for longer on lucerne, or will be sold to a feedlot for grain feeding.
The matching of these activities is very important. If the lambing date was later this would cause problems especially if the season finished earlier and the feed supply was reduced. It is important to ensure the ewe is also able to gain condition prior to the summer months to ensure that extra hand feeding with grain is not required as this can be costly.
Grass weed management is important for the lamb industry. Grass weeds such as brome grass, silver grass and barley grass all have the potential to impact on the lamb in regards to meat quality. The weeds have sharp seed heads that penetrate the pelt of the lamb and damage the meat. These weeds are managed through chemical use, grazing pressure to reduce the seed set and also by cutting hay prior to seed set. This stresses the importance of having the lambing and farm operations coincide with the rainfall pattern of the property and subsequent pasture growth.

Lambs of today tend to have less wool around the face due to improvements in breeding traits as opposed to lambs bred in the 1940s and 1950s. Less wool around the face and legs results in fewer grass seed issues and better ease of management with fewer fly strikes.
The crossbred ewes are shorn in Sept-Oct and cut approximately 4.5 kg per head. The wool is of a lesser quality than the merino. Shearers find the crossbreds easy to shear as they do not possess the skin wrinkles that the merino breed has.
The kelpie sheep dog has been an important employee at Stranraer over the last 100 years. The Australian kelpie originated from black collies imported from Scotland in the 19th century. Kelpies have the ability to run along sheep backs in order to push them forward. We have operated with some very good kelpies who are very loyal and able to understand whistle commands.
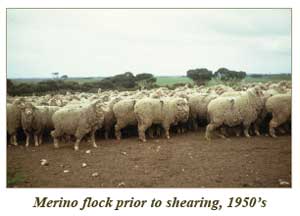
The merino production at Stranraer is using merino rams with merino ewes. There is no crossbreeding here. Merino production is very similar to the crossbred production in terms of management. This breeding system maintains the quality of wool produced.
Rams are selected based on wool traits and other parameters and are sourced from a stud in the mid north of South Australia.
Rams are placed with ewes at a rate of 2% at the end of January. Lambing for the merinos is in July. The process for merinos is not reliant on the lambs achieving a certain weight by a certain time but growth rates are important for the merino lamb to ensure size and wool quality later in life. Nutrition plays a vital role in this process.
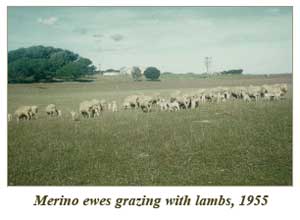
Lambing percentages vary between the crossbred flock and the merino flock. Merino ewes achieve a 90% lambing percentage on average while the crossbred achieves a lambing percentage of 120-130%. Merino lambs are weaned from their mothers at 12-14 weeks. This, once again, allows time for the ewe to recover and to regain condition prior to the summer months. This process reduces the reliance on expensive summer feeding of cereal grain and hay.