Underground coal gasification (UCG) in Europe: Field trials, laboratory experiments, and EU-funded projects
V. Sarhosis*; K. Kapusta†; S. Lavis‡ * Newcastle University, Newcastle upon Tyne, United Kingdom
† Główny Instytut Górnictwa (Central Mining Institute), Katowice, Poland
‡ University of the West of England, Bristol, United Kingdom
Abstract
Europe has a long history of undertaking underground coal gasification (UCG) field trials, beginning with the 1947 French trial in Morocco to trials in Polish coal mines up to 2014, and has funded some of the most important fundamental UCG research and development (R&D) to date. This chapter reviews the history of European field trials and laboratory-based research and discusses issues relating to site selection, UCG plant construction, and drilling and connecting boreholes. This chapter also summarizes lessons learned from European UCG R&D and discusses what needs to be done to commercialize UCG in Europe.
Keywords
Clean coal technology; Energy and sustainability; Underground coal gasification; In situ coal gasification; Coal; Europe
5.1 Introduction
The European Union (EU) is currently highly dependent on energy from abroad, importing 53% of all the energy it consumes at a cost of more than a billion euros per day (Commission to the European Parliament, 2014). Many EU member states are also heavily reliant on a single supplier, including six that are entirely dependent on Russian's natural gas, which increases susceptibility to energy supply shortages and instability, as was highlighted by the winter gas shortages of 2006 and 2009 and the recent political crisis in Ukraine in 2013. Also, the need for a diversified, resilient, and low-carbon domestic energy industry was one of the main points highlighted during the recent G7 Rome Energy Initiative Ministerial meeting (European Commission, 2014) and the follow-up 40th G7 summit 2014 held in Brussels (G7 Summit, 2014). Furthermore, the need for the EU to put in place emergency response systems, including reserves and fuel substitution, to better manage major energy disruptions has been agreed on The Brussels G7 Summit Declaration (2014).
Although there is currently a shift toward using more renewable energy, fossil fuels (and in particular coal use) in the EU have not decreased substantially in the last 10 years. For example, in the decade leading up to 2014, there has been no obvious decreasing trend in coal use for the EU's top five largest economies (Fig. 5.1) and will likely continue to be a major source of energy for the foreseeable future. According to the IEA World Energy Outlook (IEA, 2014), the global coal demand will increase by 25% for the decades between 2015 and 2035. The EU does not have sufficient oil and gas resources to effectively manage a supply shock, but it does have substantial coal resources that could be used to reduce the impact of such shock. At the same time, approximately 80% of Europe's coal resources are greater than 500 m deep (EURACOAL, 2013), which is too deep to be mined economically. Even if it could be mined economically, a further restriction on the use of coal in the EU is that all fossil-fuel-burning power plants will have to incorporate carbon capture and storage (CCS) to meet EU targets on greenhouse gas emissions by 2020. There is therefore a discord between the need to use coal on one hand and the increasing demand for environmental protection on the other (Blinderman and Jones, 2002). The key to manage this discord is to develop clean coal technologies (CCT), such as underground coal gasification (UCG). UCG is a technology that could contribute to future energy needs by exploiting deep (i.e., > 500 m deep) coal seams with relatively minor environmental impacts compared with conventional coal technologies (Kempka et al., 2011; Creedy et al., 2004; Couch, 2009; Bhutto et al., 2013; Roddy and Younger, 2010). Importantly, for European countries and after the conception of the UCG by the British scientist Sir William Ramsay (Klimenko, 2009; Bailey et al., 1989), Europe has been at the forefront of developing UCG and has undertaken some of the most important and innovative research and development (R&D) to date.

UCG in Europe (or undertaken by European organizations) has undergone three phases of major R&D, including
(a) Phase 1—field trials between 1940 and 1960
(b) Phase 2—field and laboratory-based trials during 1980 to 2000
(c) Phase 3—field and laboratory-based trials from 2010 to the present (2016)
This chapter reviews the various field and laboratory-based trials undertaken in Europe to date and summarizes the key lessons learned from this R&D.
5.2 Phase 1: Field trials between 1940 and 1960
The first significant UCG field trial undertaken by a European organization was the 1947 French-led trial in Morocco, which was followed by the trials at Bois-la-Dame, Belgium, from 1948 to 1950 and the trials at Newman Spinney and Bayton, the United Kingdom between 1949 and 1959. All of these trials were operated in shallow, thin coal seams using air as the primary oxidant. The amount of inclination for the target coal seams ranged from nearly horizontal to steeply dipping, and module configurations were strongly influenced by the series of trials operated in the former USSR; that is, they comprised vertical (or nearly vertical) wells that were linked in-seam via either reverse combustion, electrolinking, or slanted in-seam boreholes (for steeply dipping seams). Although large volumes of coal were gasified, the trials were all abandoned due to environmental and economic reasons because the process was inefficient and the product gas was generally of low quality.
5.2.1 Djerada, Morocco (1947–50)
The field trial at Jerada, northeastern Morocco, was initially operated in 1947 by the resident-general of Morocco and continued after 1950 by the Research and Experimental Centre of the Charbonnages de France. The trial was undertaken in a mine using the “streaming process,” where coal was continuously gasified across a retreating coal face exposed by in a gallery that links two process wells, which were about 100 m apart (Fig. 5.2). The first attempt at gasification was in 1949 but was quickly abandoned. The second attempt took place in 1950 and ran for 5 months.

The coal seam dipped at 77° (i.e., almost vertical) and had thickness ranging from 1 to 1.1 m. The coal was anthracite with 5.8% volatile matter and 5% ash. During gasification, the direction of gas flow was periodically reversed so that the oxidant could be preheated prior to participating in gasification, thereby improving the thermal efficiency of the process and converting the coal evenly across the retreating face. The trial was abandoned because of considerable leakage to the mine workings. The experiment was able to produce syngas with a calorific value (CV) ranging from 1.3 to 2.5 MJ/Nm3, which, when water injected, was produced at a rate comparable with that of surface gas gasifiers of the time. The trial also showed that the water-gas reaction played a dominant role in the production of hydrogen and carbon dioxide in the syngas. Examination of the workings after the experiment showed that the cavity behind the fresh coal face was bound by a pillar of fused ash and spalled and collapsed roof rock that acted to keep the injected airstream in close contact with the virgin coal during the gasification process (Ledent, 1984).
5.2.2 Bois-la-Dame, Belgium (1948–50)
A Belgian research consortium setup in 1944 sponsored three small-scale UCG experiments in shallow brown coal deposits in northern Italy. At the end of 1947, the consortium was reorganized into the “Socogaz,” a cooperative company founded with the support of Belgium and, later, with the French and Polish governments. Socogaz operated the two Bois-la-Dame field tests in a coal mine situated a few kilometers north of Liège, Belgium.
The coal seam was thin, steeply dipping, and semianthracitic, with volatile matter (VM) of 12.3 wt%. Both trials accessed the coal by drilling two in-seam boreholes to intersect a mine shaft/gallery that was orientated at an angle to the dip of the coal seam (Fig. 5.3). The coal was gasified between the two boreholes, creating an inclined longwall that retreated up-dip as the coal was gasified (Ledent, 1989). The product gas flow was reversed periodically in an effort to keep coal consumption even across the retreating coal face. As the coal was converted, fresh/partially gasified coal fell into the void beneath, creating a pile of rubblized coal in the combustion zone (Gregg et al., 1976), which improved gasification efficiency in much the same way as observed in the steeply dipping bed module configuration.
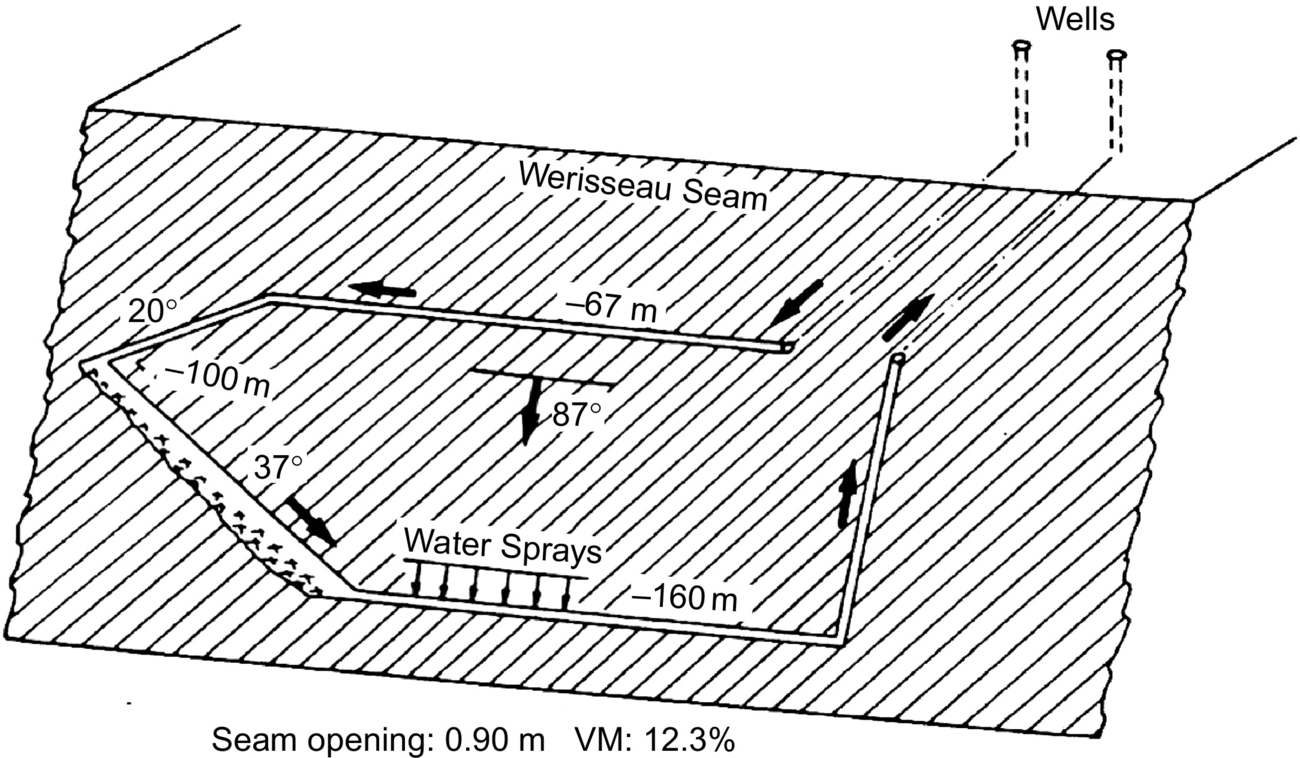
The first test started in 1948 and lasted for 35 days. The coal was ignited by setting fire to wooden piles introduced in the upper part of the coal face, and the resulting syngas was cooled by water at the base of the module. About 400 t of coal was gasified yielding a product gas with a CV of 1.5–2.5 MJ/Nm3 and occasional peaks of 3–4 MJ/Nm3, equating to a thermal power output in the order of 1–6 MW.
Despite it producing syngas of relatively poor quality, the trial highlighted a flaw in the module design. The gasification front migrated down-dip following the predominant syngas flow direction and leaving the coal up-dip unaffected with no possibility of reigniting the coal again. Furthermore, the gasification front migrated into the zone containing the water sprays and destroying the equipment.
Lessons learned from the first module at Bois-la-Dame were used to redesign the module for the second experiment. Air and syngas were carried through 600 mm diameter boreholes that were drilled into the coal face. Fans for injecting the oxidants were upgraded, a gasoil burner was installed to enable reignition of the coal, and oxygen and steam injection facilities were provided. The active periods of the test totaled 45 days, between November 1949 and September 1950. The flow varied from 0 to 12,000 Nm3/h, but there were significant issues with obstructions and gas leakages. No combustible syngas was obtained when blowing with air. A gas with a CV of 4 MJ/Nm3 was obtained when using enriched air (30% O2), and peaks at 5.6 MJ/Nm3 were reached when gasifying with an oxygen and steam mixture.
5.2.3 Newman Spinney and Bayton trials, UK (1949–59)
Research into UCG in the United Kingdom began in 1949 under the direction of the Ministry of Fuel and Power, which remained in control until 1956, when the National Coal Board (NCB) overtook the responsibility (Thompson, 1978). According to Thompson (1978), the trials aimed at making UCG a working reality by focusing on linking between processes wells and testing several linking technologies. The first UCG trials were undertaken near Sheffield at the Newman Spinney opencast mine. The second trial was undertaken at Bayton, Worcestershire, and a third trial was undertaken back at Newman Spinney.
5.2.3.1 Initial Newman Spinney trials
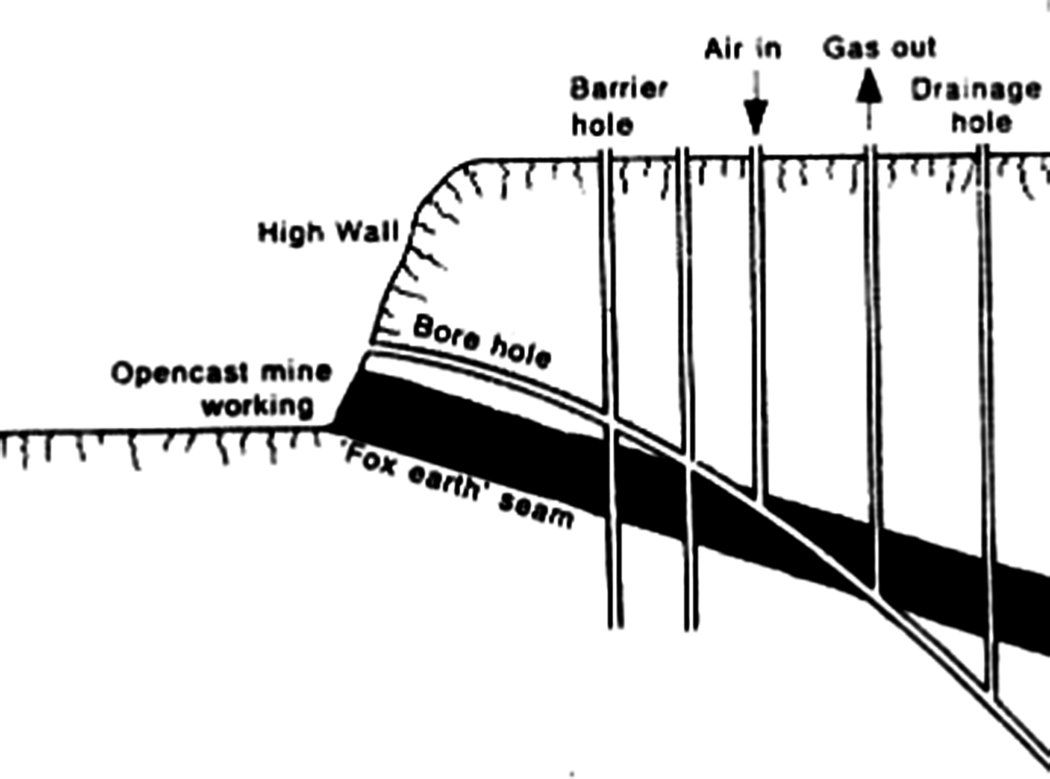
The first Newman Spinney trial was undertaken down-dip of a coal seam that was exposed by an opencast mine working (Fig. 5.4). To create the module, a borehole was drilled into the quarry face initially above the coal seam (which was known as the Fox Earth Coal) and allowed to “fall through” the Fox Earth coal seam approximately 70 m down-dip from the quarry face. The borehole remained within the seam for about 15 m before passing through the floor (Thompson, 1978; Beath et al., 2004). Several boreholes were drilled from the surface to intersect the in-seam borehole including an injection well (“air in”), a production well (“gas out”), a drainage hole (presumably to collect water and pyrolysis products), and at least one “barrier hole” (Fig. 5.4). A total of 180 t of coal was gasified, and some of the knowledge gained from drilling proved to be invaluable for the subsequent European trials.
5.2.3.2 The Bayton trials
The Bayton trials were undertaken in buried coal, and several linking methods were tested. The first trial involved linking between vertical process wells using compressed air (i.e., the pneumatic method). The process was slow, but it was found that it could be speeded up by increasing the proportion of oxygen in the compressed airstream, although that produced relatively narrower channels that required high air pressures during gasification (Thompson, 1978). The second attempt used electrolinking, where electrodes were placed at the base of the injection and production wells and high voltages were used to pyrolyze the coal between them. It was found that the current would often track in the wrong direction and the path could not be corrected. Consequently, after several attempts, the method was abandoned in favor of using drilling from undergrounds galleries.
At first, two galleries were created within the coal seam and linked together in-seam by horizontal drilling, but as expertise improved, a single gallery was used. The modules were completed by drilling vertically from the surface and creating multiple module arrays (Fig. 5.5).

During gasification, it was found that the reaction would migrate rapidly away from the injection point down the in-seam borehole, leaving much coal in place. This necessitated frequent reversals of the air injection direction to move the reaction front back up the borehole. This consequently led to poor conversion efficiency, and it appears that this issue together with loss of control of the reaction when adjacent modules connected led to the development of a different approach to UCG: the “blind borehole method” (Thompson, 1978). The blind borehole technique involved drilling a single 0.2 m diameter borehole into a coal face and inserting a steel pipe to almost the full length of the hole to enable oxidant to be introduced to the exposed coal (Fig. 5.6). Although, the coal was able to be gasified, it was observed that steel quickly corroded in the georeactor. More advanced steels were used, but at this time, the NCB took over control of the trials and moved them back to Newman Spinney.

5.2.3.3 Second phase of trials at Newman Spinney
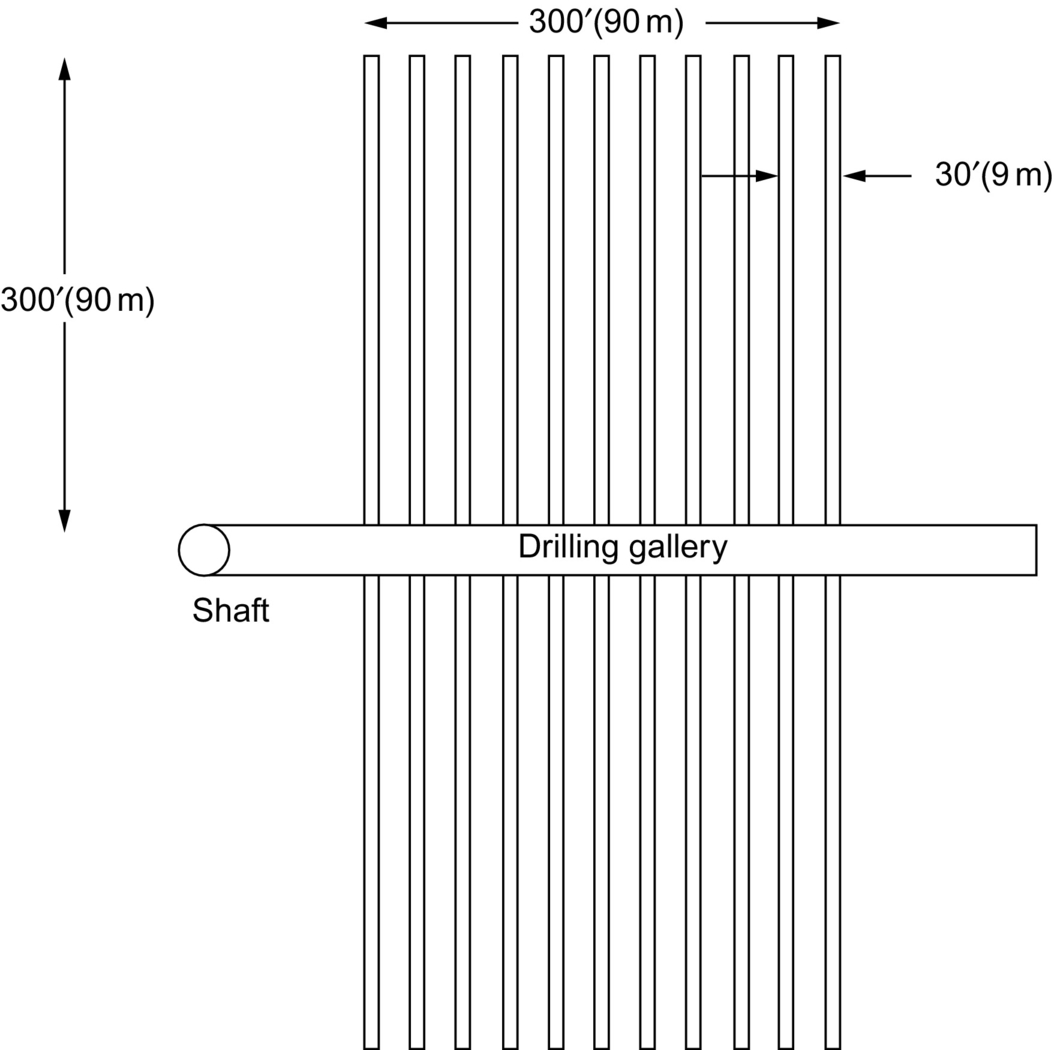
In 1956, the second phase of research at Newman Spinney focused on the potential of a commercial-scale UCG facility capable of supplying a small power generation unit of approximately 4–5 MWe. The “P5 trial” was the last of a long series of trials, which developed on the sites of Bayton and Newman Spinney. The P5 trial took place in the Sough seam, a thin seam of high-volatile bituminous (VM > 35%) coal with a gentle dip angle. The blind borehole technique was at first further developed at Newman Spinney. An array was created comprising several blind borehole drilled horizontally in-seam from a central gallery (Fig. 5.7).
Gasification was achieved, with over 1050 t of coal gasified at an efficiency of 42%, producing syngas with a CV of 2.8 MJ/Nm3. However, difficulties in controlling the reactions occurred, especially when adjacent georeactors came into contact. In parallel with the blind borehole method, another set of trials using an alternative method of UCG were able to produce syngas without the control issues of the former. The blind borehole method was abandoned, and a new array of modules was created based on a new technique: UCG was initiated in a large georeactor (e.g., a mine gallery), and gases were drawn through an in-seam borehole where CO2 was reduced to CO. The layout of the final trial at Newman Spinney, the “P5 trial,” is shown in Fig. 5.8.

To construct the modules, a shaft and an in-seam gallery were created at 73 m depth. Three vertical boreholes of 30 cm diameter were sunk from ground level to the gallery to provide air intake. From the gallery, four 35.6 cm diameter gasification boreholes were drilled laterally through the coal seam at 23 m intervals. Four production boreholes of 30 cm diameter were then drilled from ground level to intersect the end of the four gasification boreholes. During gasification, a several smaller diameter monitoring wells were also sunk to the seam to enable gas analysis and to check the progress of the reaction zone.
Gasification began on 22 April 1959 and ended 118 days later on August 17. About 9150 t of coal was gasified, out of a total of 11,000 t in place (i.e., an 84% sweeping efficiency), at a rate of up to 23,000 m3/h producing syngas with a CV ranging from 1.5 to 3.4 MJ/Nm3, which was to lean to power the power plant without the addition of oil to the burner. According the Thompson (1978), the poor quality syngas probably resulted from the inherent limited efficiency when undertaking UCG in thin coal seams.
At the time the P5 trial concluded, conventional energy supplies were plentiful and relatively inexpensive, and so further trials on experimental technologies such as UCG were abandoned on economic grounds.
5.2.4 Phase 2: Field and laboratory-based trials during 1980 to 2000
5.2.4.1 France (1979–86)
The Groupe d'Etude de la Gazéification Souterraine (GEGS) group was founded in 1976 by associating the research teams of Charbonnages de France (CdF), Gaz de France (GdF), Bureau de Recherche Géologique et Minière (BRGM), and Institut Français du Pétrole (IFP).
Three phases of trials took place in the coalfields of France at Bruay-en-Artois, Echaux, and Haute-Deule between 1979 and 1986, with the aims of developing a better understanding of the reactivity of hard coal at great depth (i.e., > 800 m) and investigating different linking techniques. The trials experimented with hydraulic fracturing, reverse combustion, and electrolinking to link the boreholes drilled either from underground mine works or vertically from surface.
The first phase of trials was carried out from 1979 to 1981 at Bruay-en-Artois in a coal mine in process of closure (Nord and Pas-de-Calais coalfield). Boreholes, spaced at 65 m apart, were drilled from old mine workings 170 m deep down to a lower coal seam, which was 1000 m deep, bituminous, and 1.2–1.5 m thick (Fig. 5.9). Linkage between injection and production wells was achieved by hydrofracking the coal seam over a period of several months.

In August 1979, water was first injected into one of the process wells at 300 bar to determine the degree of hydraulic continuity, but only 10% of the injected water was recovered at the second process well. In subsequent phases of the trial (from February 1980), a water and sand mixture was used to ensure that the fractures remained open during the operation, but during injection, the pressure reached 750 bar, causing the injection fluid to flow back up the injection well. Later examination found that the injection well was filled with a coal-sand slurry that was later removed. Finally, water alone was injected, and the recoverable flow at the outlet well was found to have increased to 30% of the injected volume.
The first ignition of the coal was produced in June 1980 (Bruay 1 test), around the well II, by injecting hot air, at a flow varying between 100 and 200 m3/h. The ignition phase lasted 20 h, the air being heated at a temperature of 250–450°C by means of an electric igniter. At the end of the ignition period, air injection was transferred from well II to well I, in order to begin the reverse combustion operations.
During the following days, the injectivity of the circuit declined very quickly, sign of a spontaneous ignition of the coal, around the well I. Attempts to extinguish the fire by water injections were unsuccessful, and during the following weeks, the air injection was transferred a first time from well I to well II, and a second time again from well II to well I, but the injectivity of the circuit remained very low, and it became evident that two combustion zones had been produced, the first at bottom of the well II, created by electric igniter and the second around well I, created by self-ignition of the coal.
During the following months, new tests (Bruay 2 test) were organized, the injected air being replaced by air/nitrogen mixtures. With 10% of oxygen in the mixture, it was still impossible to prevent the self-ignition of the coal. The experiment ended in June 1981, when the mine at Bruay-en-Artois was definitively closed.
At Echaux, near St Etienne in central France, experiments with electrolinking were undertaken in a seam, which was 30 m deep. During the first experiment, the method carbonized the coal between the electrodes, but very high temperatures (~ 1500°C) destroyed the equipment in less than 24 h (Couch, 2009). A later experiment used a cooling system, but it appears little information remains on the success of the experiment other than less electric power was required to produce coke channel between the electrodes.
The third phase of trials was undertaken at Haute-Deule (Fig. 5.10); process wells were drilled from the surface to a semianthracite seam 880 m deep and 2 m thick (Gadelle et al., 1985, 1986). To link the wells, water was injected through the boreholes at a low flow rate and pressure for approximately 3 months. This was followed by hydraulic fracturing using nitrogen foam, which resulted in a superior linkage compared with the Bruay-en-Artois trial (Couch, 2009). Although the coal was ignited by an electric ignition system, the ignition equipment became quickly corroded. Forward combustion began during November 1984 using an oxidant mixture comprising N2, O2, CO2, and C3H8. Forward combustion did not last long, however, because the production well became blocked by formation of tars, oxidation products, and coal particles.

Overall, the results of the French trials were mixed; hydraulic fracturing did not lead to a satisfactory link between the process wells and attempts to gasify at great depth failed because the coal self-ignited close the injection well. Electrolinking also proved problematic because of design issues (i.e., the electrodes were not designed to withstand the corrosive environment of UCG). Additionally, the semianthracite seam at Haute-Deule was not suitable for reverse combustion because of its very low volatile matter content and low in situ permeability.
In addition to the French field trials, significant laboratory work and research was carried out in the laboratories of GEGS group. This body of research was invaluable to the second and third phases of UCG trials in Europe.
5.2.4.2 Thulin, Belgium (1978–88)
The Belgo-German trial at Thulin began on April 1, 1979 and ended on March 31, 1988. The Thulin trial was conducted following an agreement between the governments of Belgium and Germany in October 1976, which was later supported by the European Commission (EC) and the costs shared between the EC (40%), Germany (29.4%), and Belgium (30.6%). The Institution pour le Développement de la Gazéification Souterraine (IDGS) was created by Belgium to safeguard and support the project's implementation in the host country (Mostade, 2014a).
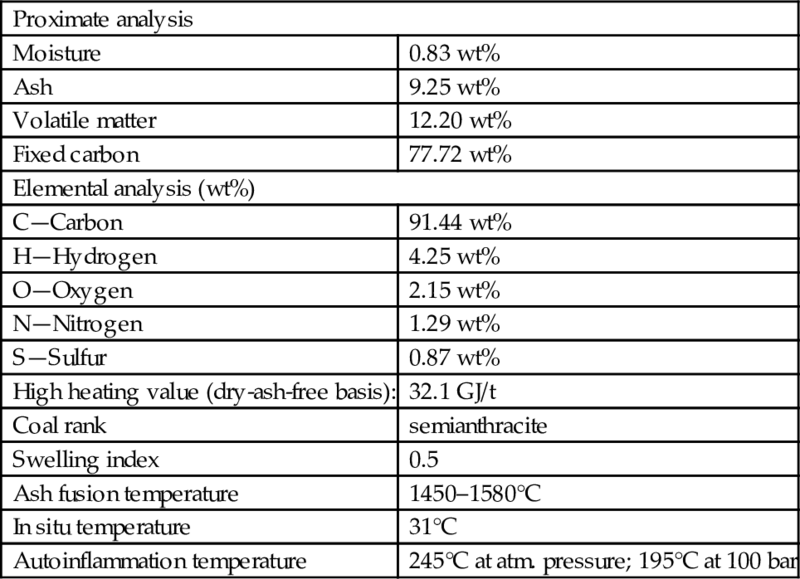
The trial at Thulin was undertaken in a coal deposit in the Western Hainaut Coalfield of the South Belgian Coal belt. The target seam was the Léopold-Charles, a semianthracite, nonswelling coal seam approximately 860 m deep comprising multiple leaves reaching a maximum combined thickness of 6.9 m (ref. Table 5.1 for the coal characteristics), with a maximum net “pure coal” thickness of 4.2 m. The main objectives of Thulin trial were as follows:
Table 5.1
Analysis of the Léopold-Charles series coal
| Proximate analysis | |
| Moisture | 0.83 wt% |
| Ash | 9.25 wt% |
| Volatile matter | 12.20 wt% |
| Fixed carbon | 77.72 wt% |
| Elemental analysis (wt%) | |
| C—Carbon | 91.44 wt% |
| H—Hydrogen | 4.25 wt% |
| O—Oxygen | 2.15 wt% |
| N—Nitrogen | 1.29 wt% |
| S—Sulfur | 0.87 wt% |
| High heating value (dry-ash-free basis): | 32.1 GJ/t |
| Coal rank | semianthracite |
| Swelling index | 0.5 |
| Ash fusion temperature | 1450–1580°C |
| In situ temperature | 31°C |
| Autoinflammation temperature | 245°C at atm. pressure; 195°C at 100 bar |
- Demonstrate that UCG can be operated at great depth (> 800 m) with a gasification agent mixture of air and steam.
- Select a trial site in the southern coalfield of Belgium.
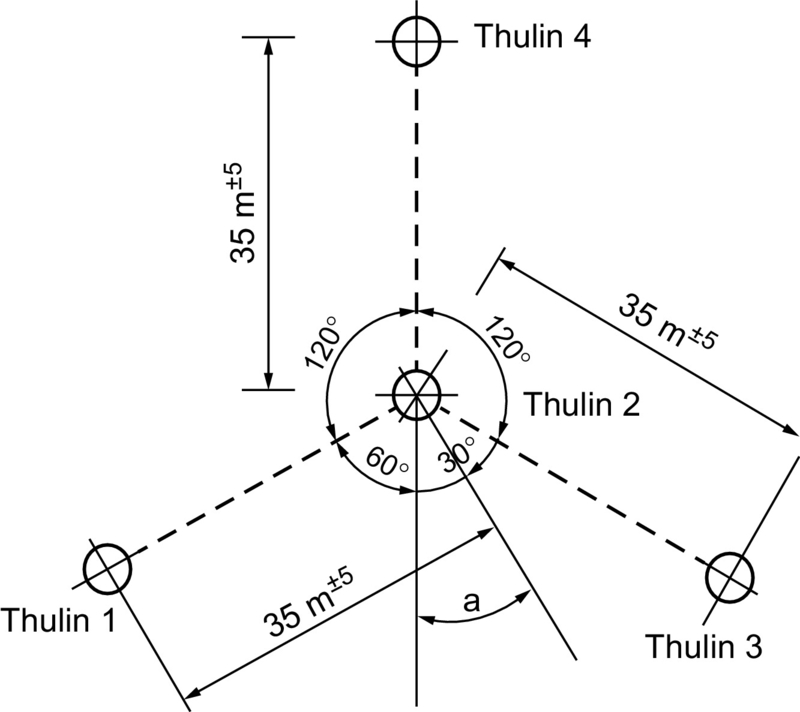
- Drill four vertical process wells (named from Thulin 1 to Thulin 4), approximately 35 m apart and up to a depth of 1100 m.
- Realize the engineering, procurement, and construction (EPC) of the required surface plant.
- Demonstrate that the LVW configuration can work at > 800 m deep.
Initially, four exploration boreholes arranged in a star-shaped pattern (Fig. 5.11) were drilled, with three wells surrounding a central well (Thulin 2) at an angle and distance of 120° and 35 m, respectively (Chandelle et al., 1988). Thulin 1, 2, and 3 were later converted for use in reverse combustion tests. It was found that the seam encountered in Thulin 4 and Thulin 3 was tectonically disturbed but that the seam between Thulin 1 and Thulin 2 was relatively undisturbed. Across the four boreholes, total net pure coal thickness was highly variable, ranging from 1.4 to 4.7 m thick.
At the beginning of the trial, hydrogeologic testing showed that the coal seam permeability was low and highly variable at between 0.003 and 0.1 mD. It was also found that the effective permeability of the seam was increased when the injection pressure was increased. A combination of hydrogeologic testing and gas acceptance testing (i.e., injection of nitrogen) showed that hydraulic communication was best achieved between Thulin 1 and Thulin 2.
Reverse combustion was used in two separate trials over the period 1982–84 to link the process wells. The first trial used an electric ignition system and the second used an ignition torch. However, neither technique was successful as they did not create a sufficient flow channel between Thulin 1 and Thulin 2. Furthermore, the operations were hampered by complications arising from spontaneous combustion at the base of the process well and repeated tubing/casing ruptures and subsequent process well reengineering.
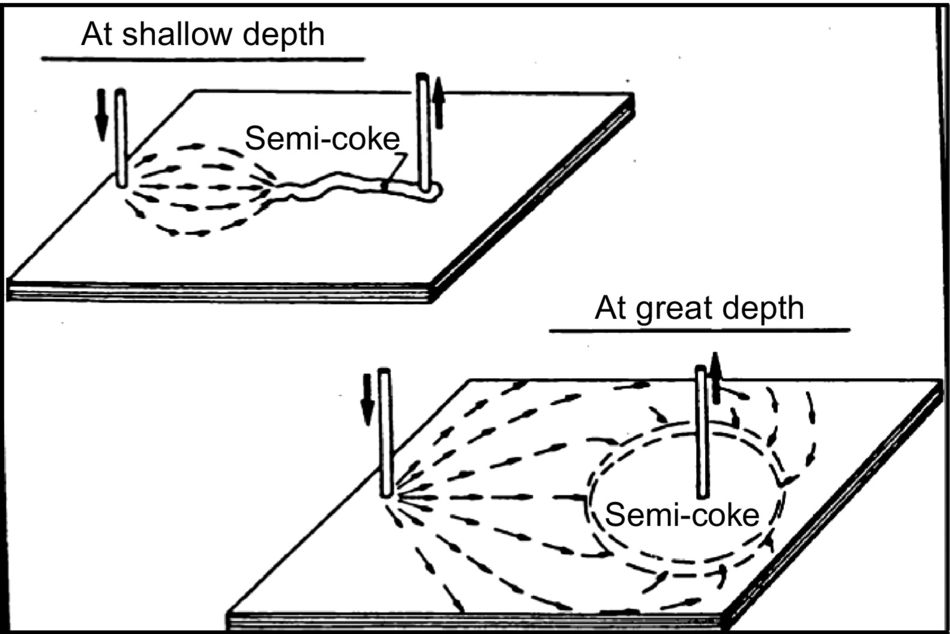
To explain the lack of channel formation, Chandelle et al. (1988) considered the role of high lithostatic pressure on the behavior of coal at great depth. Firstly, high lithostatic stresses across a linkage between both process wells reduce the permeability and reactivity of the coal (i.e., lower permeabilities reduce the surface area available for gasification reactions) and in order to produce significant gas flow it is necessary to inject at pressures greater than the mechanical strength of the coal. Secondly, high lithostatic stresses around the injection wells creates a limited “creep zone” surrounding the injection point, where the reactivity of the coal is enhanced such that it is very difficult to stop self-ignition of the coal. It was found that the combustion front did not further propagate the creep zone during oxidant injection because the pressure of the infiltrating gases counterbalanced the radial stress acting on the virgin coal. Also, the high-temperature combustion in the creep zone transitioned to lower-temperature oxidation when gases infiltrated into the low-permeability virgin coal at the creep zone/virgin coal boundary.
The coal in the creep zone around the production well can also combust/pyrolyze when (if oxygen levels are sufficiently high) oxidant injected at the injection well flows into the production well creep zone. The combustion front will only propagate, however, if the water produced by the oxidation reactions can be removed from the system (presumably because free water present in the virgin coal reduces the effective permeability). If these conditions are satisfied, a reverse combustion front can develop, and large volumes of coal may be pyrolyzed around the injection well. As the pressure of the infiltrating gas is relatively low compared with the lithostatic stress around the production well, the creep zone expands (Fig. 5.12). In contrast to reverse combustion in low-pressure conditions (i.e., shallow coal seams), however, the development of flow channels between two process wells does not occur at high pressure. Rather, the virgin coal at the boundary of the creep zone around the injection well acts like a gas diffuser, resulting in a uniform gas flow across a wide arc emanating from the injection point. Under high-pressure conditions at the production well side, pyrolysis and relatively low air pressures resulted in an expanding creep zone. On the basis of these findings, Chandelle et al. (1988) concluded that reverse combustion cannot be used as linking method at great depth.
After consideration of the existing advanced drilling techniques and the geologic conditions at the site, it was decided to use short-radius directional drilling techniques to drill from Thulin 1 in-seam toward Thulin 2. It was anticipated that the in-seam borehole would miss Thulin 2 by an order of a few meters, and so it was decided to use sidetrack drilling from Thulin 2 to intercept the in-seam borehole and complete the final linkage using hydraulic fracking. Hydraulic communication was achieved between the two process wells, resulting in expulsion of drilling mud frim Thulin 2, and the module was further purged of coal and rock prior to completion. In addition to the adaption of the process wells using directional drilling, the surface plant was upgraded to allow injection of oxygen, carbon dioxide, and foamy water into the injection well (the original plan was to use air and water).
Gasification tests were undertaken between October 1, 1986 and May 16, 1987. The operations were divided into 18 separate gasification phases based on varying the oxidizer mixture and on the reactor pressure variation (Table 5.2). As can be expected, given the different gasification conditions and oxidizer composition, the syngas composition varied significantly across the 18 tests, with CV = 12–10,250 kJ/Nm3 (mean = 4500 kJ/Nm3), coal consumption = 216–1761 kg/day (mean = 800 kg/day), gasification efficiency = 18–59% (mean = 44%), and thermal power = 0.1–0.4 MW (mean = 0.2 MW).
Table 5.2
Average main process data per gasification phase (Chandelle et al., 1988)
| Period | ① | ② | ③ | ④ | ⑤ | ⑥ | ⑦ | ⑧ | ⑨ | ⑩ | 12 | 13 | 13 | 14 | 15 | 16 | 17 | 18 | |||||||
| a | b | c | d | a | b | a | b | c | a | b | a | b | |||||||||||||
| Gasification agents | Inject in both wells | ||||||||||||||||||||||||
| O2 (mN3/h) | 9 | 30 | 66 | 70 | 99 | 89 | 49 | 66 | 66 | 38 | 55 | (59) | 58 | 62 | 73 | 63 | 0 | 204 | 210 | 127 | 33 | 184 | 91 | 193 | 0 |
| N2 (mN3/h) | 22 | 62 | 251 | 262 | 372 | 335 | 110 | 78 | 13 | 12 | 14 | (256) | 14 | 247 | 287 | 8 | 28 | 313 | 59 | 25 | 146 | 38 | 345 | 44 | 310 |
| H2O (ℓ/h) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 15 | 36 | 22 | 26 | (10) | 29 | 0 | 0 | 21 | 0 | 25 | 105 | 68 | 40 | 92 | 0 | 99 | 0 |
| Pressure | |||||||||||||||||||||||||
| Wall I (bar) | 106 | 146 | 193 | 193 | 200 | 202 | 179 | 177 | 186 | 194 | 193 | 221 | 192 | 217 | 234 | 199 | 163 | 189 | 273 | 283 | 253 | 258 | 248 | 262 | 249 |
| Wall II (bar) | 104 | 101 | 144 | 129 | 101 | 127 | 123 | 100 | 100 | 147 | 43 | 218 | 109 | 100 | 41 | 40 | 40 | 41 | 41 | 100 | 97 | 40 | 40 | 41 | 45 |
| Reactor outlet | |||||||||||||||||||||||||
| - Flow (dry gas) | |||||||||||||||||||||||||
| H2 (mN3/h) | 0 | 2.73 | 1.69 | 4.97 | 6.67 | 1.14 | 2.10 | 3.12 | 5.20 | 4.31 | 7.53 | — | 2.74 | 2.85 | 3.23 | 2.24 | 2.20 | 4.39 | 15.5 | 5.45 | 5.26 | 3.55 | 6.99 | 5.12 | 1.40 |
| O2 (mN3/h) | 8.48 | 2.29 | 6.12 | 4.50 | 2.95 | 2.02 | 0.49 | 0.71 | 0.07 | 0 | 0 | — | 0.46 | 0 | 0 | 0 | 0 | 3.96 | 3.2 | 0.30 | 0 | 0.93 | 5.79 | 10.45 | 3.39 |
| CO (mN3/h) | 0 | 1.23 | 0.59 | 2.36 | 3.17 | 1.55 | 0.59 | 0.91 | 0.83 | 0.22 | 1.05 | — | 0.05 | 0.27 | 0.40 | 0.19 | 0.03 | 2.35 | 15.4 | 2.44 | 0.37 | 3.67 | 3.58 | 4.40 | 0.43 |
| CO2 (mN3/h) | 0 | 10.82 | 8.93 | 29.28 | 37.97 | 35.04 | 34.31 | 45.76 | 43.77 | 21.08 | 54.23 | — | 41.32 | 45.93 | 39.76 | 45.68 | 24.76 | 44.95 | 68.0 | 71.22 | 55.72 | 48.08 | 39.43 | 58.31 | 28.50 |
| CH4 (mN3/h) | 0 | 6.14 | 5.09 | 18.30 | 20.45 | 11.10 | 13.42 | 18.90 | 23.30 | 14.29 | 30.59 | — | 14.45 | 4.59 | 9.39 | 15.68 | 15.01 | 11.83 | 32.3 | 20.51 | 29.12 | 8.74 | 5.75 | 3.71 | 4.10 |
| N2 (mN3/h) | 22.02 | 13.80 | 33.66 | 110.59 | 151.29 | 132.36 | 82.59 | 62.98 | 23.27 | 8.61 | 22.78 | — | 67.65 | 134.86 | 178.14 | 28.44 | 35.11 | 122.43 | 44.0 | 30.43 | 22.79 | 28.54 | 82.46 | 46.67 | 98.86 |
| Total | 30.50 | 37.01 | 56.08 | 170.00 | 222.50 | 183.21 | 133.50 | 132.38 | 96.44 | 48.51 | 116.18 | — | 126.67 | 188.50 | 230.92 | 92.23 | 77.11 | 189.91 | 178.4 | 130.35 | 111.26 | 91.51 | 144 | 128.66 | 136.68 |
| - H2O (ℓ/h) | 2 | 5 | 4 | 24 | 21 | 12 | 10 | 7 | 48 | 24 | 51 | — | 38 | 38 | 30 | 36 | 25 | 14 | 39 | 45 | 68 | 61 | 42 | 41 | 36 |
| - Composition (dry gas) | |||||||||||||||||||||||||
| H2 (%) | 0 | 7.4 | 3.0 | 2.9 | 3.0 | 0.6 | 1.6 | 2.4 | 5.4 | 8.9 | 6.5 | — | 2.2 | 1.5 | 1.4 | 2.4 | 2.9 | 2.3 | 8.7 | 4.2 | 4.6 | 3.8 | 4.9 | 4.0 | 1.0 |
| O2 (%) | 27.8 | 6.2 | 10.9 | 2.6 | 1.3 | 1.1 | 0.4 | 0.5 | 0.1 | 0 | 0 | — | 0.4 | 0 | 0 | 0 | 0 | 2.1 | 1.8 | 0.2 | 0 | 1.0 | 4.0 | 8.1 | 2.5 |
| CO (%) | 0 | 3.3 | 1.1 | 1.4 | 1.4 | 0.8 | 0.4 | 0.7 | 0.9 | 0.5 | 0.9 | — | 0 | 0.1 | 0.2 | 0.2 | 0 | 1.2 | 8.5 | 1.9 | 0.1 | 3.9 | 2.5 | 3.4 | 0.3 |
| CO2 (%) | 0 | 29.2 | 15.9 | 17.2 | 17.1 | 19.1 | 25.7 | 34.6 | 45.4 | 43.5 | 46.7 | — | 32.6 | 24.4 | 17.2 | 49.5 | 32.1 | 23.7 | 38.2 | 54.6 | 49.2 | 51.4 | 27.4 | 45.3 | 20.9 |
| CH4 (%) | 0 | 16.6 | 9.1 | 10.8 | 9.2 | 6.1 | 10.1 | 14.3 | 24.2 | 29.5 | 26.3 | — | 11.4 | 2.4 | 4.1 | 17.0 | 19.5 | 6.2 | 18.2 | 15.7 | 25.7 | 9.3 | 4.0 | 2.9 | 3.0 |
| N2 (%) | 72.2 | 37.3 | 60 | 65.1 | 68 | 72.3 | 61.8 | 47.5 | 24 | 17.6 | 19.6 | — | 53.4 | 71.6 | 77.1 | 30.9 | 45.5 | 64.5 | 24.0 | 23.4 | 20.2 | 30.6 | 57.2 | 36.3 | 72.3 |
| Low heating value (kJ/mN3) | 0 | 7168 | 3726 | 4363 | 3802 | 2353 | 3848 | 5476 | 9378 | 11.606 | 10249 | — | 4329 | 1034 | 1645 | 6385 | 7310 | 2625 | 8553 | 6326 | 9755 | 4237 | 2278 | 1901 | 1227 |
| Thermal power (Mw) | 0 | 0.07 | 0.06 | 0.21 | 0.23 | 0.12 | 0.14 | 0.20 | 0.25 | 0.16 | 0.33 | — | 0.15 | 0.05 | 0.11 | 0.16 | 0.16 | 0.14 | 0.42 | 0.23 | 0.31 | 0.11 | 0.09 | 0.07 | 0.05 |
| Coal consumption (kg/day) | 0 | 288 | 216 | 816 | 960 | 696 | 720 | 1008 | 1080 | 600 | 1368 | — | 840 | 696 | 720 | 914 | 624 | 862 | 1781 | 1385 | 1334 | 858 | 700 | 450 | 270 |
| Coal affected (kg/day) | 0 | 768 | 600 | 2112 | 2424 | 1176 | 1464 | 2088 | 2640 | 1680 | 3504 | — | 1776 | 1176 | 2160 | 1705 | 1630 | 1421 | 4065 | 2362 | 3227 | 1085 | 994 | 639 | 488 |
| Recovery rate (%) | 0 | 47.1 | 23.0 | 49. 4 | 44.3 | 45.6 | 70.7 | 70.8 | 66.1 | 52.6 | 31.1 | — | 41.4 | 73.9 | 49.0 | 72.7 | — | 22.6 | 40.4 | 54. 1 | 13. 7 | 27.7 | 52. 7 | 39.6 | — |
| Gasification efficiency (%) | 56 | 59 | 56 | 54 | 40 | 45 | 45 | 52 | 57 | 53 | — | 41 | 18 | 32 | 41 | 53 | 37 | 53 | 33 | 51 | 30 | 31 | 35 | 40 | |
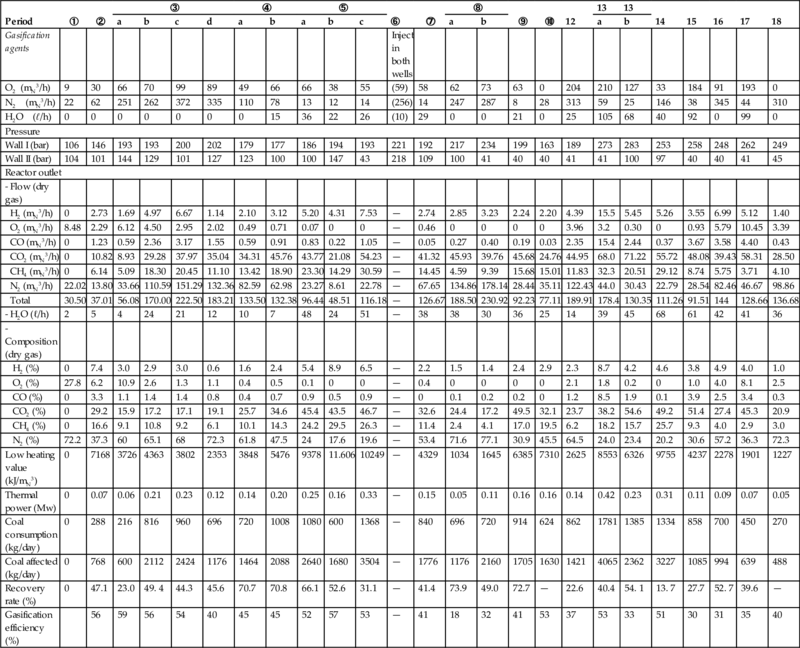
During test 12, significant volumes of oxygen were measured in the syngas at the production well, indicating that oxygen bypass had occurred. The problem persisted intermittently throughout the remaining tests, and the reactor was extinguished during test 18, during which there was continued production of pyrolysis gases. From the mass balance, it was found that 157 t of coal had completely converted into syngas, and 183 t of semicoke was left underground in the georeactor.
The Thulin trial demonstrated that UCG is technically feasible at great depths and contributed significantly to future UCG research and development in Europe. The main phases of the Thulin project are summarized in Table 5.3.
Table 5.3
Summary of the main phases of the Thulin trials between 1978 and 1987
| Date/year | Phase |
| 1978 | Drilling and completion Thulin 1 with works managed and financed by the Belgian Institut National des Industries Extractives |
| 1979 | Project definition and front-end engineering design (FEED) |
| 1979–1980 | Drilling and completion of Thulin 2, Thulin 3, and Thulin 4. Geologic assessment of the site and measurement of coal characteristics |
| 1980–1982 | Surface plant procurement and construction |
| February 1981–January 1982 | Permeability testing between wells |
| February 1982–September 1984 | Linking attempts using reverse combustion |
| November 1984–September 1986 | Engineering, drilling, and completion of directionally drilled boreholes to link Thulin 1 and Thulin 2. Engineering, procurement, and construction (EPC) to modify the surface plant |
| October 1986–April 1987 | Gasification operations from Thulin 1 (injection well) to Thulin 2 (production well) |
| May 1987–October 1987 | Additional communication testing, removal of downhole equipment, and well abandonment |
After the termination of the Thulin project, IDGS became involved in “the new future development of UCG in Europe,” which involved (i) a comprehensive report to the EC, Brussels, Belgium (April 1989) and (ii) the “El Tremedal” UCG trial (see below), Alcorisa. Following dissolution of IDGS in 2001, the “Underground Energy Recovery Belgium (UNERBEL),” a nonprofit association, was created to receive all IDGS data (from the Thulin trial, European Working Group works, El Tremedal trial, and former mining activities in south of Belgium). The archives of IDGS data are now located at the Earth Science Library of the University of Liège, Belgium.
5.2.4.3 European Working Group on UCG (1988–90)
In 1987, it was realized that the future of UCG in Europe would be secured when states interested in the technology came together. In April 1988, Belgium, the Federal Republic of Germany, France, the Netherlands, Spain, and the United Kingdom came together to form the European Working Group (EWG) on UCG, which received financial support from the Commission of European Communities (CEC). In a comprehensive report (CR) submitted to the CEC in April 1989, the EWG showed that UCG is feasible in the thin, deep seams typical of European coal resources. The CR also included an economic assessment that demonstrated the considerable economic potential of the technology and that UCG syngas could be used in combined cycle power plants to produce electricity cost-effectively. On the back of this, the EWG conducted a feasibility study and made proposals for future EC-sponsored UCG projects in Europe.
Following this, a program to implement commercial-scale UCG in Europe was undertaken over a 15-year period. The first phase of this program comprised planning two field trials (and supporting R&D) using directional and in-seam drilling to construct CRIP modules. The first trial was planned to be at a depth of about 600 m, which at the time was significantly deeper than UCG trials using CRIP in the United States. This trial was seen as an important step in developing the technologies necessary to access coal at even greater depth (i.e., > 900 m) in the subsequent trial (Mostade, 2014b).
Potential sites in Spain and France were identified for the first test and sites in the United Kingdom and Belgium for the second (although it was deemed that further evaluation was necessary for the latter). It was finally agreed that the first trial at intermediate depth should be undertaken in Spain, and work to complete detailed project proposals was completed in 1990.
5.2.4.4 El Tremedal field trial (1991–99)
The El Tremedal project was jointly sponsored by Spanish, Belgian, and UK organizations, with support of the CEC as part of the “THERMIE” framework program. The main objective of the project was to demonstrate the technical feasibility of UCG using CRIP at an intermediate depth of about 600 m. The trial had several technical objectives, chief of which was demonstrating that long in-seam boreholes could be drilled and linked at this depth.
The trial was located at a site near to the town of Alcorisa in Teruel, Spain. The area selected for the trial, known as “El Tremedal,” contains subbituminous coal of the Teruel coal basin. The Teruel coal basin was formed at the end of the Lower Cretaceous epoch (Chappell and Mostade, 1998). The coal-bearing zones targeted for UCG occurred within the Escucha Formation, which was renamed as the Val de la Piedra Formation at El Tremedal. This formation unconformably overlays Jurassic sediments. In general, two coal seams are present in the Val de la Piedra Formation, separated by several meters of fossiliferous clay and/or limestone. The upper coal seam is discontinuous, having been eroded during deposition of an overlying sandstone layer (i.e., coal “washouts” were common), whereas the lower coal seam is continuous across the whole site area. The Utrillas Formation, which lies above the Val de la Piedra Formation, reaches a thickness of about 100 m and is composed of clay stone and sandstone. Jurassic tectonism caused faulting, and the development of subbasins into which the Cretaceous sediments were deposited.
The potential of the El Tremedal area was previously examined for conventional deep mining by a local mining company, which undertook seismic investigations and exploratory drilling. The El Tremedal area was selected on the basis of the following:
• No nearby groundwater abstractions
• A well-characterized coal seam with properties suitable for UCG
• Low incidence of faulting
• Topography suitable for access and site preparation
• A small number of landowners involved for site access
Two exploratory boreholes were initially planned, but a third was added later to better characterize variations in dip, seam thickness faults, washouts, and splits prior to directional drilling in the lower coal seam. The exploration phase showed that both coal seams dipped at about 30° and were fairly continuous between the three exploration wells. There were no significant faults in the area, although there was evidence of incomplete coal washouts near the third exploration well, which resulted in a mean true thickness of the upper coal seam of being reduced to 2.6 m. Furthermore, the lower coal seam near the third exploration well was of low quality, being a carbonaceous mudstone-siltstone, rather than coal.
Based on the results of the exploration phase, the upper coal seam offered the best conditions for in-seam drilling and gasification and was selected as the target seam. The thickness of the seam ranged from 2 to 5 m, with a dip angle of about 30° at a depth of 530–580 m. The coal was subbituminous with 22.2% moisture, 36.0% fixed carbon, 27.5% volatiles, 14.3% ash, and very high sulfur contents of 7.6%. The permeability of the coal was measured at 2 mD. The higher heating value of the coal in place was estimated to be 18 MJ/kg. The overburden consisted of clay and sand with the permeability of the latter permeability measured at 17.6 mD. The conditions of the coal seam and the quality of the coal are summarized in Table 5.4.
Table 5.4
Main characteristics of the upper coal seam (Fiévez et al., 1997)
| Depth (bottom) | 530–580 m |
| Hydrostatic head | 48–52 bar |
| Seam thickness | 2–5 m |
| Dip angle | +/− 29° |
| As received data | |
| Total moisture | 22.2 wt% |
| Volatile matter | 27.5 wt% |
| Fixed carbon | 36.0 wt% |
| Ash | 14.3 wt% |
| Total sulfur | 7.6 wt% |
| High heating value | 18,125 kJ/kg |
| Rank | Subbituminous class C |
| Moisture/ash flee data | |
| C | 71.4 wt% |
| H | 3.9 wt% |
| N | 0.6 wt% |
| S | 6.4 wt% |
| O | 17.7 wt% |
| High heating value | 28,453 kJ/kg |
| Permeability | 2.0 mD |
The main objectives of the El Tremedal trial were to carry out UCG using the L-CRIP method and to undertake multiple CRIP maneuvers and reignitions. The module was designed to incorporate three process wells: (i) a deviated injection well with an in-seam distance of about 100 m, (ii) a directionally drilled production well steered to intersect the end of the in-seam section of the injection well, and (iii) a transverse injection well terminated in the coal seam 30 m off the long axis of the in-seam section of the injection well.
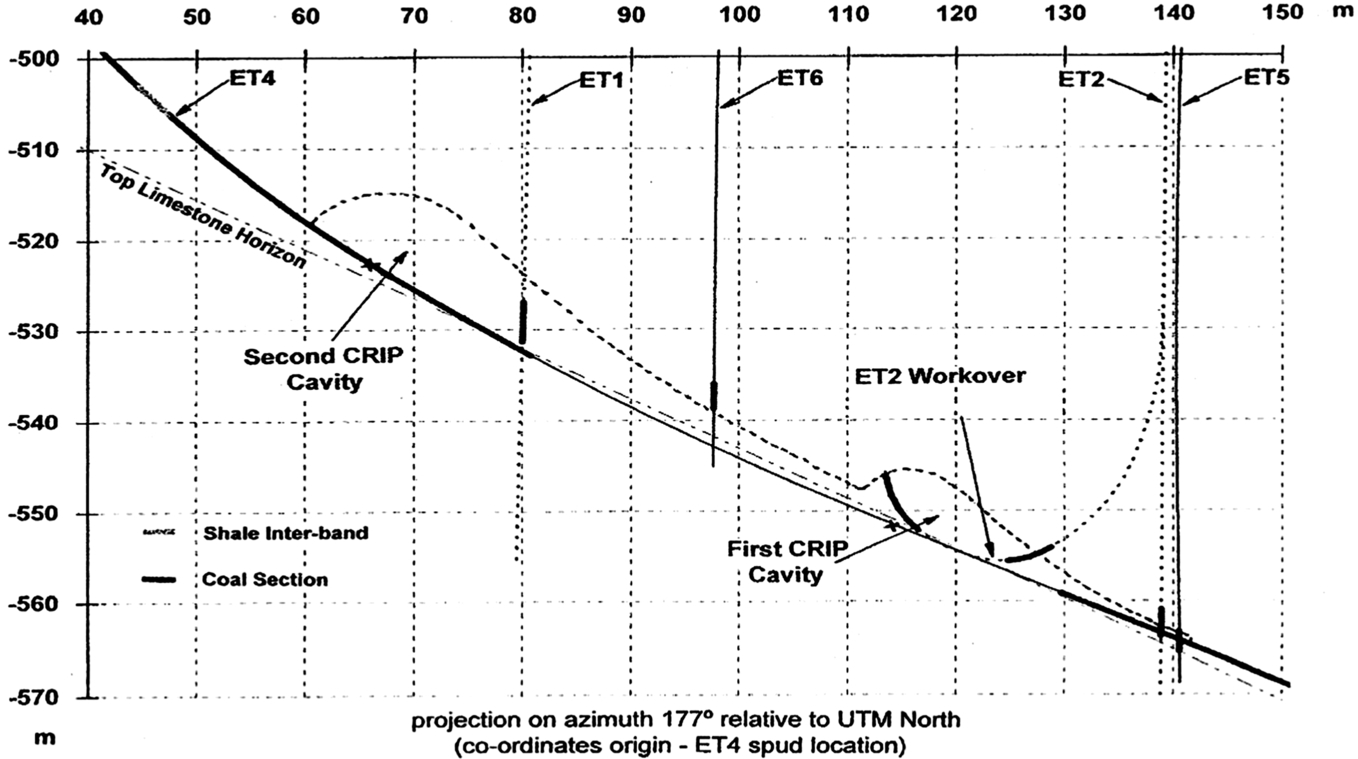
The drilling and well completion operations for the deviated injection well were successfully completed as planned in October 1993. There were, however, difficulties in maintaining the in-seam section within the coal seam and the drill passed through the seam and into limestone underburden for a 50 m section of the well before returning into the coal seam (Fig. 5.13). Given that the drilling technology was in its infancy at the time, the difficulties in maintaining the borehole in-seam are perhaps unsurprising.
The directional drilling and completion operations for the vertical production well were successfully completed in December 1994. The directional control for the production well was intrinsically simpler than for the injection well (i.e., it was not necessary to drill horizontally within a thin horizon), and the production well was placed within 0.5 m from the target at the end of the injection well. The production well was fully completed with UCG-specific tubing and equipment in less than 13 days.
The transverse injection well, the smallest and simplest of the three process wells, was drilled and completed by December 1994. Again, directional drilling was successful in accurately positioning the well, and borehole completion operations were completed in 7 days.
Gasification operations involved creating two CRIP georeactors along the in-seam section of the injection well. The first georeactor was designed to be about 20 m in length and the second about 80 m. The main gasification agents were oxygen and water.
The first gasification phase ran from 21 July to July 29, 1997, but due to surface and well equipment problems, operations were stopped halfway through the planned trial phase. After minor alterations to the equipment, the second gasification phase began on 1 October and lasted until October 5, 1997 and was stopped because of damage to the injection well equipment. As there was a period of sustained gasification during which significant data were collected and given that the costs to fix the injection well equipment were high, it was decided to cease gasification and concentrate efforts on investigating the georeactors using an additional drilling program.
During the active gasification phases, which lasted in total 12 days, an estimated 237 t of coal (on a moisture-ash-free basis) was gasified, and 90 t of oxygen was injected. The thermal power output reached a maximum of 6 MW, with an average of 2.6 MW. The average syngas composition (on a dry, N2-free basis) was H2 = 25%, CO = 11%, CH4 = 14%, CO2 = 42%, and H2S = 8%. The raw syngas contained approximately 46 vol% water, and the average CV of the syngas (LHV) on dry-basis was 11 MJ/mN3. Postburn drilling identified a caved zone extending to approximately five times the coal seam thickness above the volume of the seam that was gasified.
The El Tremedal trial was able to gasify coal at intermediate depth and producing a high-quality syngas at a relatively high rate (up to 6 MWthermal) using the L-CRIP method. Although there were some issues with the downhole equipment, which were adapted to during the test, it was the choice of site that perhaps caused the greatest problems during the test. The high permeability and low strength of the sandstone overburden resulted in large quantities of water flowing into the georeactor, reducing the efficiency of gasification and creating large volumes of steam/water. Furthermore, the high gasification pressure and high permeability of the overburden allowed approximately 17% of the product gases to escape into the surrounding strata. As no significant contamination was detected at the site, it is likely that any condensates from the syngas were flushed back into the georeactor with the infiltrating syngas.
The El Tremedal trial provided a number of essential lessons for future UCG trials regarding directional drilling, detailed engineering design of the underground components, and the selection of trial sites. The problems identified during the Spanish trial are relatively easy to solve, especially given advances in drilling and exploration technologies. For example, the maximum in-seam length that could be achieved at the time was about 100 m, whereas technologies developed for coal-bed methane and shale gas are now capable of drilling several kilometers within a coal seam. Furthermore, the geologic and hydrogeologic conditions necessary for the safe operations of UCG are well characterized and can be identified using modern exploration techniques. The El Tremedal trial was therefore seen as laying the foundations for subsequent CRIP-based UCG trials in Europe; for example, the UK Department of Trade and Industry (DTI) identified UCG as one of the potential future technologies for the development of the United Kingdom's large coal reserves and completed a comprehensive assessment of the geoenvironmental, regulatory, and technology issues required for commercial UCG in the United Kingdom (DTI references to add).
5.3 Phase 3: Field and laboratory-based trials from 2010 to the present (2016)
The study of hydrogen-oriented from underground gasification (HUGE) was a €3 million EU-sponsored project undertaken by the Polish Central Mining Institute and 10 other European institutions. Its aim was to optimize hydrogen production from European lignite and hard coals and to simultaneously consider capturing and sequestration of CO2 in an all embracing georeactor. The project focused on the critical evaluation of process parameters and geologic conditions required for the successful and safe conversion of coal resources to hydrogen and their subsequent matching to suitable European coal deposits. A wide range of gasification tests were undertaken, including experiments in blocks of coal in situ and ex situ in high-pressure reactors. Two types of test were undertaken, one to vary the operating dynamics of UCG and the other to examine the effects of introducing calcium oxide into the gasification reactions. The experiments were supported by small-scale laboratory work, environmental studies, and computer modeling. The research was then continued by the HUGE2 project (a €2.5 million EU-sponsored project), which mostly focused on the environmental and safety aspects of UCG. These research projects included two in-seam gasification trials at the Experimental Mine Barbara in southern Poland. The UCG reactors were prepared using a system of existing underground galleries and utilized two different process well configurations (Fig. 5.14).
5.3.1 The first UCG trial in Poland (2010)
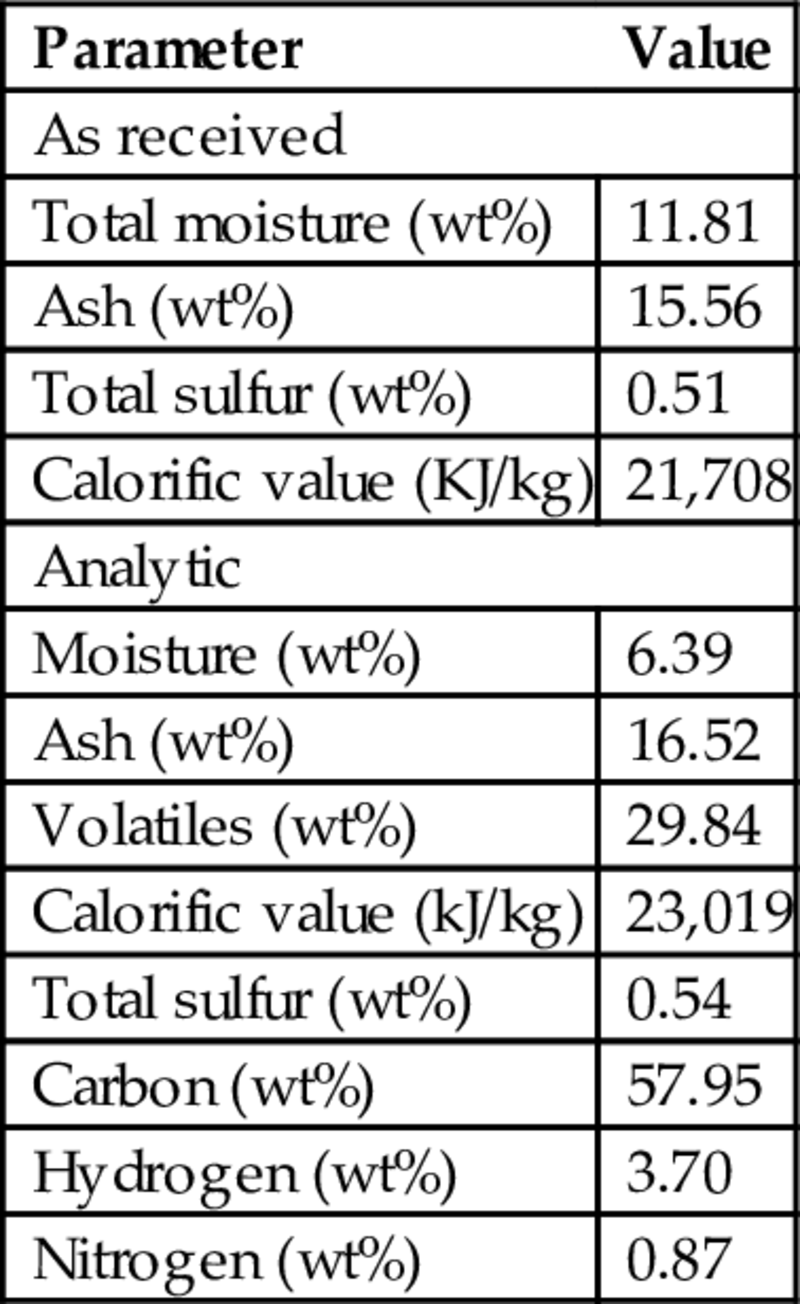
The first underground reactor was constructed in coal seam no. 310, which was 30 m below ground level in the northeastern part of the Barbara mining area (Wiatowski et al., 2012, 2015). The selected part of the coal seam was made available using an existing system of mine shafts and galleries. The results of proximate and ultimate analyses of coal sampled from the seam at the test site are presented in Table 5.5.
Table 5.5
Proximate and ultimate characteristics of coal at the test site
| Parameter | Value |
| As received | |
| Total moisture (wt%) | 11.81 |
| Ash (wt%) | 15.56 |
| Total sulfur (wt%) | 0.51 |
| Calorific value (KJ/kg) | 21,708 |
| Analytic | |
| Moisture (wt%) | 6.39 |
| Ash (wt%) | 16.52 |
| Volatiles (wt%) | 29.84 |
| Calorific value (kJ/kg) | 23,019 |
| Total sulfur (wt%) | 0.54 |
| Carbon (wt%) | 57.95 |
| Hydrogen (wt%) | 3.70 |
| Nitrogen (wt%) | 0.87 |
A horizontal borehole (a “fire channel”) with a diameter of 0.14 m was drilled through the coal seam to a length of 15 m. The channel was fitted with steel pipes with diameters of 0.15 and 0.20 m on the inlet and outlet, respectively. Four pipelines fed oxygen, air, nitrogen, and water into the reactor. A gaseous product pipeline with a diameter of 0.20 m and a length of approximately 150 m was routed from the end of the georeactor through the air heading and up the mine's ventilation shaft. The general scheme of the installation and details of the underground reactor are presented in Figs. 5.15 and 5.16, respectively.


The first in situ experiment ran from 7 to April 22, 2010 (a total of 355 h), and it was divided into three stages:
1. 0–190 h: coal seam ignition and stabilization of operating conditions
2. 190–355 h (total of 165 h): stable operation of the georeactor
3. 355 h and for the next 40 days: safe shutdown of the georeactor and termination of the experiment
During the first phase of the experiment, oxygen was injected at a rate of 20–40 Nm3/h. During the course of the experiment, oxygen injection was periodically changed into air or oxygen-enriched air (OEA) injection to verify predictions made from laboratory and modeling work. Stable operation of the underground gasifier was achieved after approximately 190 h after initiation, and it continued for the next 165 h. After process termination (at 355 h) and for the next 40 days, the reaction site was cooled with nitrogen gas. The change in product gas composition over time is presented in Fig. 5.17.

The maximum concentrations of H2 (45 vol%), CO (35 vol%), and CH4 (8 vol%) were recorded during the first phase of the experiment, after which the concentration of these gases gradually declined. The average concentrations of the components are presented in Table 5.6. The CO2 content of the syngas increased from initially 13 to 30 vol% and averaged at 16.4 vol%. The nitrogen content also increased from an average of 47.8 vol% in stage 1 to over 57 vol% in stage 2.
Table 5.6
Average concentrations of gas components in the first Barbara trial
| Gasification stage | Average concentration (vol%) | |||||||
| H2 | CO | CH4 | C2H6 | H2S | CO2 | N2 | O2 | |
| (1) 0–190 h | 18.5 | 15.7 | 2.0 | 0.05 | 0.18 | 13.2 | 47.8 | 2.6 |
| (2) 90–355 h | 9.2 | 10.7 | 0.0 | 0.03 | 0.16 | 20.2 | 57.6 | 1.2 |
| Average | 14.2 | 13.4 | 1.5 | 0.04 | 0.17 | 16.4 | 52.4 | 1.9 |

The first Barbara experiment revealed that UCG in shallow, thin coal seams in mines is feasible but that it can be operationally problematic. Under mine conditions, the georeactor, which is initially a “closed system,” becomes progressively open to the surroundings, enabling an inflow of excess air to the gasification zone and adversely affecting the product gas quality. The thin seam also resulted in high thermal losses (as a proportion of the energy produced during gasification) to the surrounding rock, which reduced the overall energy efficiency of the process to about 56%.
5.3.2 The second Polish UCG trial
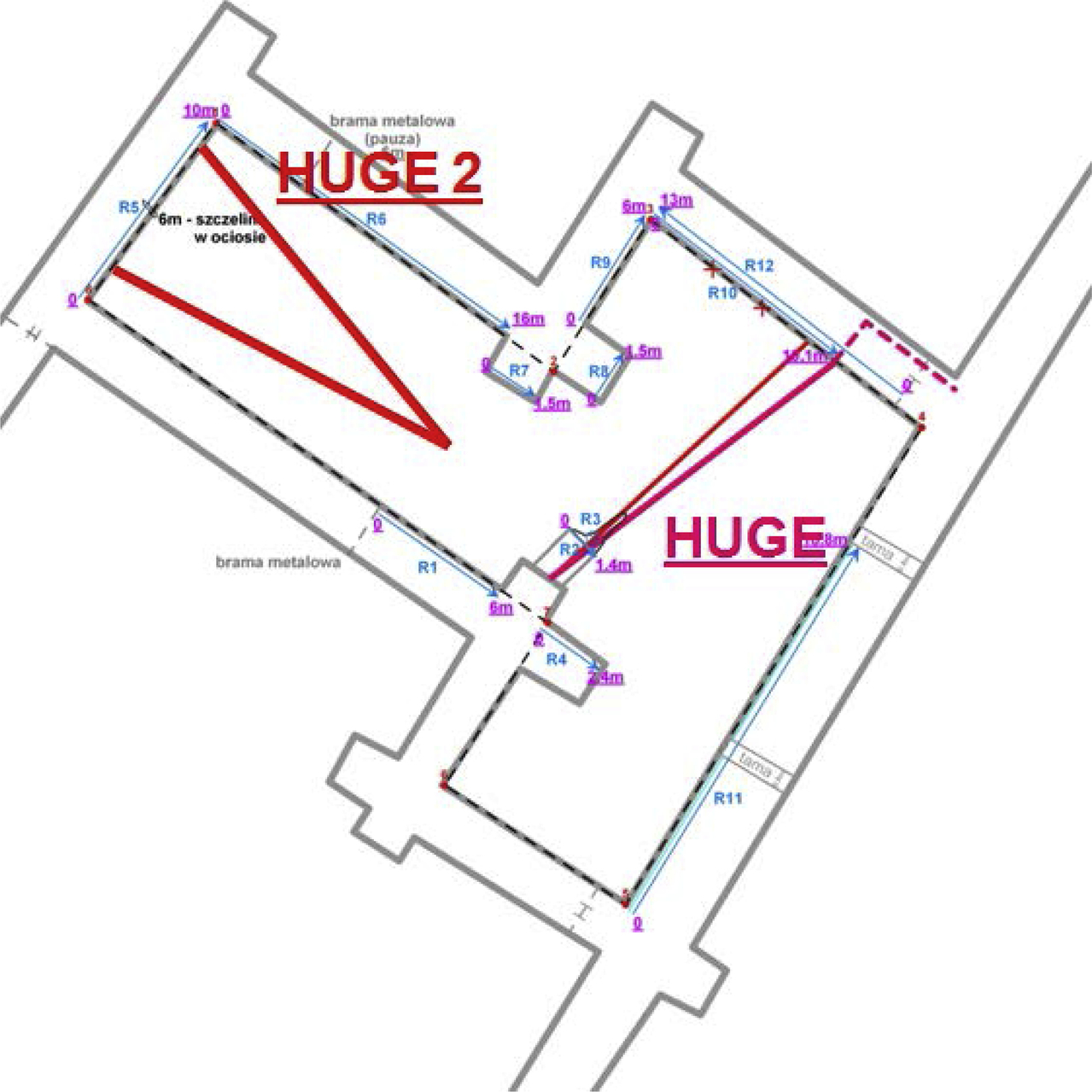
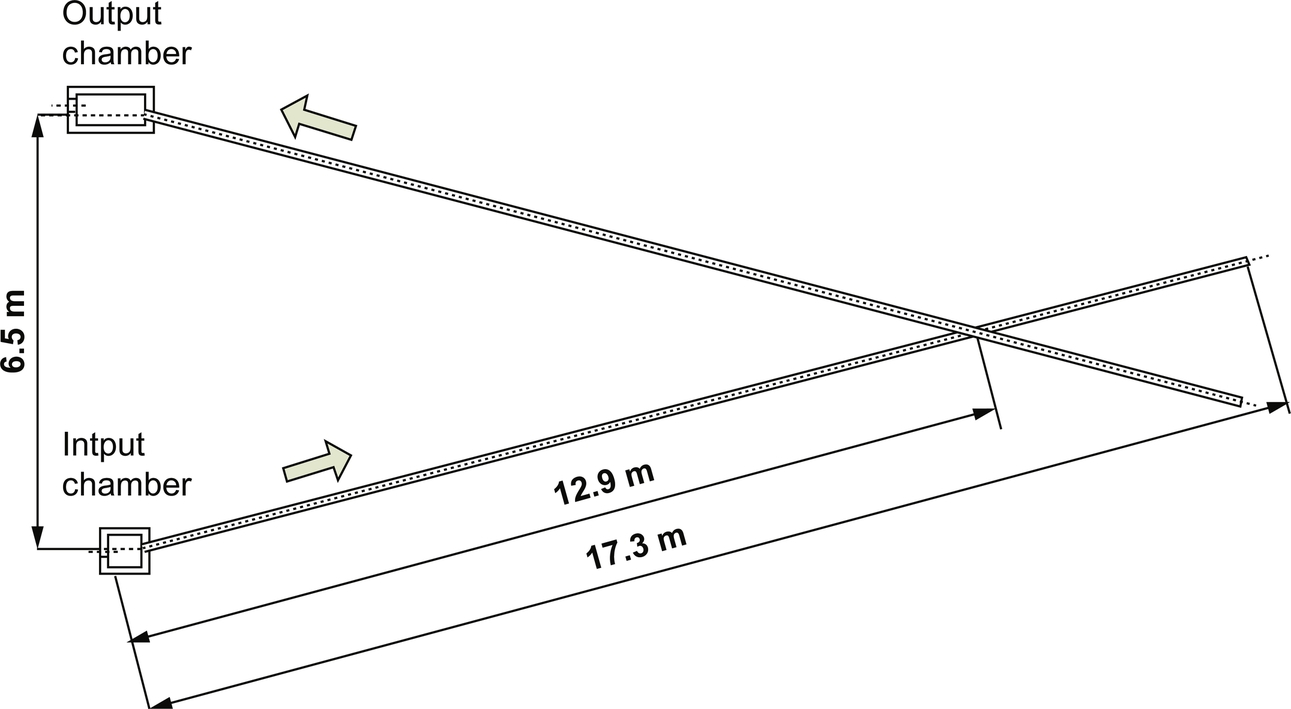
The second UCG georeactor in the Barbara Mine was located in the same coal seam as the first trial. A horizontal V-shaped fire channel, consisting of two boreholes of 0.14 m in diameter and 17.3 m in length, was drilled into the coal seam (Wiatowski et al., 2015). The general scheme of the installation and geometry of the reactor are presented in Figs. 5.18 and 5.19, respectively.

The second in situ experiment took place between 1 and August 7, 2013 (for a total of 142 h) and was divided into the three stages:
1. 0–101 h: coal seam ignition and stable operation of the georeactor
2. 101–142 h (41 h): continued operation of the georeactor unsteady conditions
3. 142 h and during the following 4 weeks: safe shutdown of the georeactor and termination of the experiment
The changes in production gas composition over the course of the experiment are presents in Fig. 5.20.

During the 6-day oxygen-blown gasification trial, 5364 kg of coal was gasified with an efficiency of 70%. The average heating value of the produced gas and the thermal power of the gases supplied to the combustor were 8.91 MJ/Nm3 and 192.5 kW, respectively. The maximum concentrations of hydrogen and carbon monoxide in the product gas were 47.8% and 40.5%, respectively. Average gas composition is presented in Table 5.7.
Table 5.7
Average concentrations of gas components in the second trial in Barbara mine
| Gasification stage | Average concentration, vol% | |||||||
| H2 | CO | CH4 | C2H6 | H2S | CO2 | N2 | O2 | |
| (1) 0–101 h | 42.2 | 37.7 | 2.5 | 0.07 | 0.27 | 15.5 | 1.3 | 0.4 |
| (2) 101–142 h | 21.9 | 17.4 | 2.3 | 0.14 | 0.05 | 14.4 | 41.3 | 2.5 |
| Total | 32.1 | 27.56 | 2.4 | 0.11 | 0.16 | 14.9 | 21.3 | 1.5 |
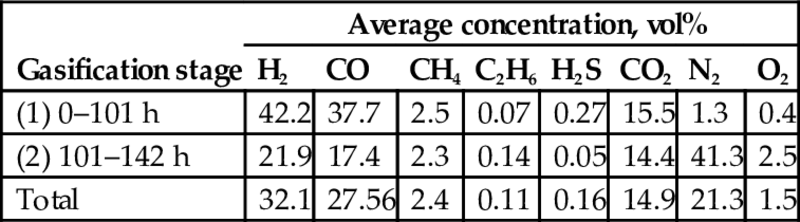
The second gasification trial proved again that it is feasible to undertake UCG in mine conditions but that it is very important to ensure that the georeactor remains a closed system. At 101 h, large volumes of N2 appeared in the product gas stream, and the quality of the gas decreased, indicating that the georeactor was in continuity with its surroundings. This also resulted in losses of UCG product gas to the surroundings.
5.3.3 Pilot-scale UCG operations at the Wieczorek Mine, Poland (2014)
A V-shaped UCG reactor was constructed in coal seam no. 510, in the Wieczorek Mine, located in the Upper Silesian Coal Basin, Poland (Mocek et al., 2016). The coal was bituminous; the coal seam was about horizontal with a thickness of 5–6 m. The geometry of the reactor is presented in Fig. 5.21. The average depth of the coal seam was approximately 465 m, and the overlying strata were predominantly low-permeability shale and sandstone.
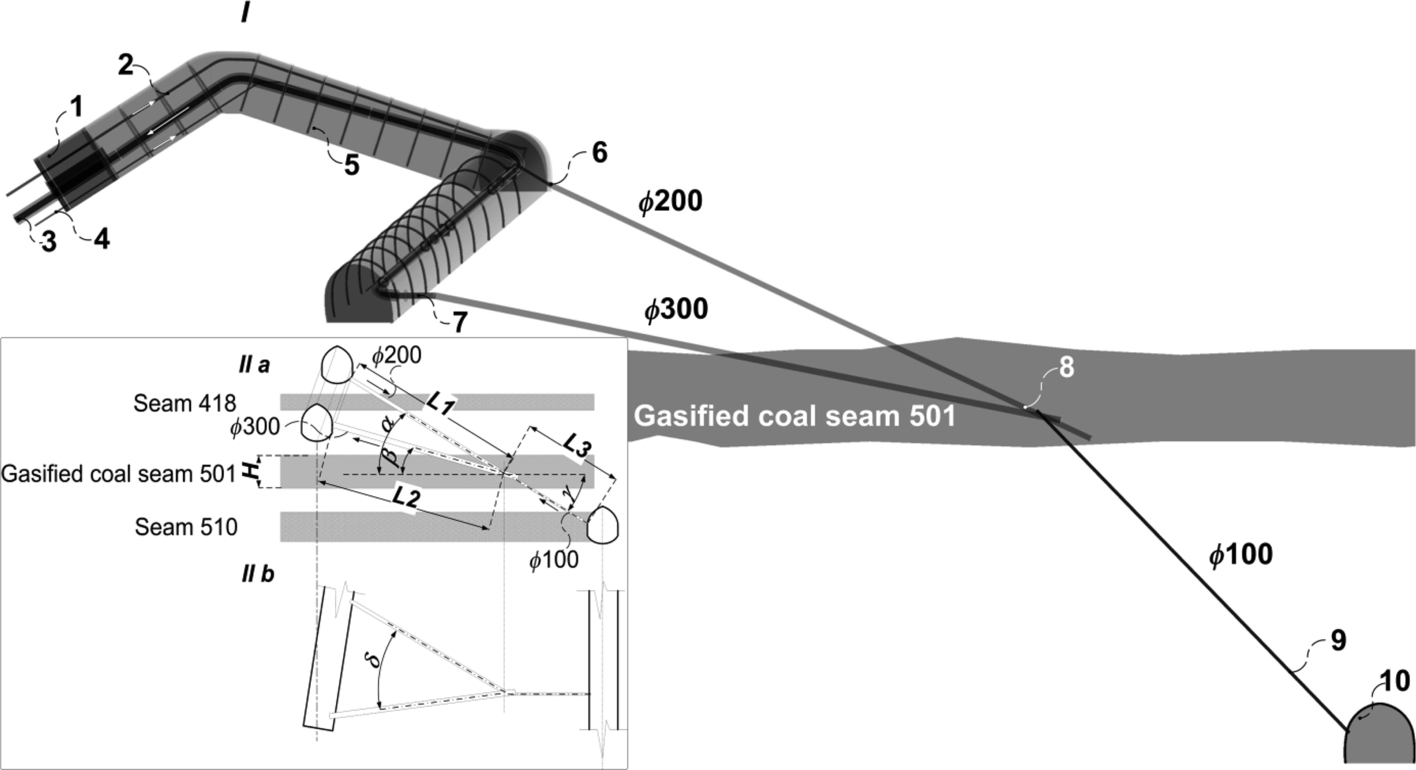
The gasification trial was divided into six stages (Table 5.8). Changes in the gas composition over the course of the experiment are presents in Fig. 5.22. During the 60-day gasification trial, approximately 230 t of coal was affected. The process yielded syngas at around 600–800 Nm3/h, and the gas calorific value ranged from 3.0 to 4.5 MJ/Nm3. The experiment demonstrated that through the appropriate selection of the test site and by applying all safety standards essential for the coal mining industry, UCG in an active mine can be conducted safely and efficiently.

5.3.4 Laboratory tests in Poland
In recent years, studies on UCG using large-scale experimental simulations on artificially created coal seams were conducted by research groups including the Central Mining Institute (GIG) in Poland [38-44], the China University of Mining and Technology in Beijing (Liu, 2006a,b), and the Technical University of Kosice, Slovakia (Kostur and Blistanova, 2009). The most intensive experimental program in this field was conducted by the UCG group from GIG. The first experiments for surface UCG simulations at GIG were designed and developed within the RFCS-funded project HUGE1 (2007–10). A schematic of the ex situ experimental apparatus is shown in Fig. 5.23.

The central part of the apparatus was a rectangular gasification chamber with dimensions of 2.6 × 1.0 × 1.1 m. An artificial coal seam sandwiched between rock overburden and underburden was created in the gasification chamber. UCG simulations were carried out under near ambient pressures and at temperatures up to 1600°C using air, oxygen, and steam injected individually or as mixtures in different proportions. The product gas was purified in a gas treatment module, and part of the gas stream was directed to a chemical analysis line, where, after dehumidification and filtering, the main syngas components (H2, CO, CO2, and CH4) were determined using gas chromatography (GC). The temperatures inside the reactor were recorded by a set of 25 thermocouples installed in various parts of the simulated coal seam and surrounding strata. Examples of typical temperature profiles during UCG experiments using Polish ortholignite are presented in Fig. 5.24.

During 2008–13, GIG carried out 12 UCG experiments using coal varying in rank from bituminous hard coals to ortholignites and applying three different gasification reagents, that is, oxygen, air, and oxygen-enriched air (OEA). It was found that oxygen was necessary to sustain the gasification process of both lignite and hard coal. Optimal oxygen/air ratios for both types of coal were identified, although the ratio was strongly related to the reactor geometry. Later, a two-stage gasification approach was applied to increase hydrogen production, which also provided invaluable information on the temperature profile of a georeactor for future thermodynamics analysis.
Using ground-penetrating radar technology, the shape of the gasification cavity was also observed. The results were described in detail in a series of articles published in FUEL (Kapusta et al., 2013; Mocek et al., 2016; Kapusta and Stańczyk, 2011; Stańczyk et al., 2010, 2011, 2012; Smoliński et al., 2012; Kapusta et al., 2016).
More advanced ex situ experimental units for UCG simulations were designed and constructed within GIG's Clean Coal Technology Centre. Two large-scale installations are currently in use there: an atmospheric pressure unit and a high-pressure (5 MPa) unit. The atmospheric pressure installation is shown in Fig. 5.25.

The maximum length of the artificial coal seam was 7 m. Oxygen, air, and steam can be used as gasification reagents, supplied individually or as a mixture. Nitrogen is used as a safety agent for inertizing and cooling down the reactor after gasification. The raw UCG-derived gas is subject to scrubbing with water to reduce its temperature, remove particulate matter, and condense high-boiling tar components. The subsequent gas treatment step involves separation of aerosols. The produced gas is finally burnt in a natural gas-fueled thermal combustor. The distributions of temperature fields during the experiments are recorded by thermocouples (Pt10Rh-Pt) installed directly in the various zones of the reaction chamber. The inlet and outlet gas temperatures (T) and pressures (p) are also monitored as the crucial operational parameters. Results of the recent experimental studies on the suitability of high moisture ortholignite for underground coal gasification process were presented in this paper (Kapusta et al., 2016).
The second, high-pressure unit (Figs. 5.26 and 5.27), allowed gasification tests to be conducted in an artificial coal seam at a maximum pressure of 5.0 MPa and at temperatures of up to 1600°C using oxygen, air, steam, and hydrogen.

5.4 Summary of recent research projects on UCG funded by the European Union
In parallel to the UCG trials in Poland, the EU-based Research Fund for Coal and Steel (RFCS) program has provided significant funding to support further UCG research in Europe.
5.4.1 Technology options for coupled underground coal gasification and CO2 capture and storage (TOPS)
Technology options for coupled underground coal gasification and CO2 capture and storage (TOPS) commenced in November 2013 and will complete in November 2016. The main objectives of the project are to develop a generic UCG-CCS site characterization workflow identifying the necessary technologies and to assess the potential of using a spent UCG georeactor to store CO2. The project integrates research across cavity progression and geomechanics, groundwater contamination, and subsurface and surface subsidence.
5.4.2 Underground coal gasification in operating mine and areas of high vulnerability (COGAR)
The project commenced in 2013–16 and focuses on risk assessment of UCG in operating mines and in areas of high vulnerability. This project brings together a large number of underground and laboratory measurements and monitoring data collected during two underground trials (RFCS-funded project HUGE2 and a second project funded by the Polish government). The most important aspects of COGAR relate to the impact of UCG on the environment (i.e., parameters of rock strata, water and air, underground workings, and surface) and the development of a UCG-specific risk assessment methodology.
5.4.3 COAL2GAS
COAL2GAS is a research project that ran from 2015 to 2017 and addressed underground gasification of lignite in previously active conventional mining areas. The project is focusing on preparing a fully monitored, low-cost field trial at a decommissioned mine in Romania's major lignite producing area.
5.4.4 UCG&CO2STORAGE
UCG&CO2STORAGE ran from 2009 to 2010 and studied deep UCG (1200 m) and the permanent storage of CO2 in the affected areas. The project began by developing site characterization strategies, hydrogeologic and geomechanical models, well panel designs, and economic assessments. The project also successfully demonstrated that CO2 could be injected down the boreholes used for UCG following their modification.
5.5 Lessons learned on the way to commercialization and future trends of UCG in Europe
Research and development (R&D) of UCG in Europe has a history of over 60 years and includes significant laboratory studies, numerical modeling, and field trials at shallow and at great (i.e., > 600 m) depth. Together with UCG R&D carried out in other regions (e.g., the United States, Canada, USSR, New Zealand, South Africa, and Australia), this body of research has enabled the industry to reach a point of nascent commercialization in Europe by learning several lessons, including
ii. public perception and the role of governments,
iii. UCG technologies—drilling, well completion, linking, reactor operations, and decommissioning
5.5.1 Site selection
Site selection is perhaps the most important factor to consider for environmental risk management (Burton et al., 2006; Mastalerz, 2011; Lavis et al., 2013; Sheng et al., 2015; Sarhosis et al., 2016a; Yang et al., 2014). The essential role of site selection is to identify a coal resource that can be gasified with minimal impact to the natural environment (i.e., the products and by-products of UCG remain in the reactor, the production well and surface facilities, and the physical changes to the geology surrounding the coal seam are minimized).
Given that UCG takes place in the natural environment, a large number of factors must be taken into consideration, including coal rank and quality, coal seam depth, hydrogeology, and the nature of the overburden. Several quantitative and semiquantitative site selection criteria have been published (e.g., Mastalerz, 2011), which are broadly in agreement, in that
• the coal seam should be deep (> 300 m) and overlain by consolidated rock with high mechanical strength, low permeability, and minimal faulting;
• the target coal seam should be saturated with water and surrounded by low-permeability rocks that are also saturated with water;
• the target coal seam should be located a significant distance from any groundwater resources or potential groundwater resources and be a confined aquifer that isolates any contaminated water from the surrounding environment.
European UCG research has mainly considered deep coal seams (> 300 m deep), which is in contrast to some more recent field trials in the United States and in Australia, where thick, shallow coal seams are relatively more frequent. While the decision to concentrate on deep coals in Europe is clearly related to the fact that much of Europe's coal seams occur at greater than 300 m deep, it has been recognized for decades that, all things being equal, UCG in deep coal seams present a lower environmental risk than shallow coal seams (e.g., Burton et al., 2006). That being said, the importance of selecting a site with the appropriate hydrogeology and geology, irrespective of the depth of the coal seam, was demonstrated by the El Tremedal project, which suffered excessive water infiltration following collapse of the (relatively weak) overburden.
In addition to minimizing environmental risks, site selection plays a key role in ensuring that a commercial UCG project is profitable (Lavis et al., 2013; Nakaten et al., 2014a). Ignoring the effects of gasification efficiency and coal quality, the greater the volume of coal converted per module, the more economic the project is. The volume of coal converted per module depends on the coal seam thickness, the in-seam length (i.e., the distance between injection and production wells), and the volume of the in situ reactor. While coal seam thickness is clearly an intrinsic property of a coal seam that cannot be changed, the other two factors are limited by site conditions and must be optimized in order to maximize the project's profitability (Nakaten et al., 2014b,c).
5.5.2 Public perception and the role of governments
Understanding public attitudes and the ways in which energy and technologies are themselves understood and used is vital for a technology to progress to commercialization (e.g., Whitmarsh et al., 2011). Before a UCG project can be undertaken, it will clearly be essential to gain approval from the public. Perhaps the clearest example of the importance of public perception to UCG was the reaction to a planned UCG trial at Silverdale in the United Kingdom (Shackley et al., 2006). Despite the project being located on a recently closed coal mine, the project was abandoned at the planning stage before a borehole had been drilled, largely as a result of objections by the local population and following a legal challenge. Following the closure, Shakely et al. analyzed the social, cultural, and institutional factors relating to the project and formed a “discussion group,” where members of the public were invited to discuss issues relating to UCG. This, together with information held by the local planning authority, identified concerns relating to uncontrollable coal fires underground, waste from the UCG contaminating aquifers, danger from underground explosions, and carbon dioxide emissions. To improve public perceptions, Shackley et al. recommend the following:
1. Building trust between the developer, the regulator, and the local community
2. Ensuring greater transparency in regulatory and assessment processes, responsibilities, and liabilities
3. Providing more proactive community participation in site selection and monitoring
4. Facilitating independent reviews of the submitted case for development and regulatory data
5. Establishing a site liaison committee with membership from the local community, regulators, and site operators
Carbon dioxide emissions will remain an important factor for UCG in EU continues and any future UCG projects will have to limit CO2 emissions to gain public acceptance and regulatory approval. The UCG industry is currently adapting to this by investigating the potential for combined UCG, carbon capture and sequestration/utilization (CCS/U), and reuse of CO2 via processes such as enhanced oil recovery.
As UCG syngas is similar to other gases produced by industries, the technologies for capturing CO2 from UCG syngas are in existence, well understood and widely available. Relatively little adaption of these technologies to UCG syngas will be required. The principal barrier to combined UCG-CCS is sequestration. Efforts continue around the EU to develop sequestration sites, but the progress is slow, and this, above all others, is probably the most difficult obstacle to overcome for UCG to commercialize in the EU.
The importance of clear government support is inevitable. A recent example of the importance of a clear energy strategy is the decision by Five-Quarter Energy, a UK UCG company, to cease trading despite it being prequalified for a government infrastructure guarantee worth over £1 bn. At the time of prequalification, the project was deemed to be nationally strategically important. Five-Quarter Energy, however, states that they recently ceased trading because “…global market conditions have changed, North Sea activities are in rapid decline, and there is considerable uncertainty about the direction of government strategy for energy (emphasis added). Five-Quarter has been unable to persuade the British government to provide supporting statements to allow it to proceed with negotiations for FDI” (source—http://www.five-quarter.com/).
Government support of UCG field trials is needed to grow our knowledge base, to gain more environmental data, and to attract more private investment. Although it is recognized that investors have confidence in the long-term future of the UCG as an option for low-carbon electricity production (e.g., Nakaten et al., 2014a; Sarhosis et al., 2016a), the technology needs to “derisked” from both economic and environmental perspectives in the near-medium term.
5.5.3 UCG technologies
There are essentially two different ways of connecting the injection and production wells: by enhancing natural permeability or by drilling and maintaining a borehole between them. The European trials undertaken in the 1980s demonstrated clearly that enhancing natural permeability using techniques, such as reverse combustion or hydrofracking, were not suitable for deep coals because high lithostatic pressure acted to reduce permeability (e.g., Patigny et al., 1989). The trials also showed, however, that it is possible to successfully link the wells using directional drilling and that the use of oxygen + water (or CO2) are preferable to using air as the primary oxidant. As deeper coal offers both improvements in gasification efficiency and environmental risk management, future UCG projects in Europe will probably focus on using directional drilling and advanced borehole completion technologies to complete UCG modules and gasifying coal using the CRIP method (Depouhon and Kurth, 1986; EWG, 1989; Patigny et al., 1989; Henquet et al., 1985, 1998; Lavis et al., 2013). A summary of the some of the key outcomes from European R&D is shown in Fig. 5.28.

The correct operation of UCG modules is essential for protecting the environment and ensuring efficient gasification. If the pressure of a UCG reactor exceeds the hydrostatic pressure, gas loss via leakage through the reactor walls will take place. To avoid this, UCG should only take place at a pressure below hydrostatic pressure, which in addition to being surrounded by low permeability, coal and rocks that are water-saturated will ensure the reactor remains a “closed system.”
UCG operators have to carefully decommission UCG modules after use because the reactors can remain hot for time periods in the order of months and years (EWG, 1989; Sarhosis et al., 2014). Left unmanaged, high reactor temperatures can allow coal to continue to pyrolyze and water to vaporize, which could raise the reactor pressure above hydrostatic pressure and elevate the risk of environmental impact. To prevent this, the “clean cavern” technique was developed (Boysen et al., 1990), which involves quenching the reactor with water and nitrogen to quickly stop coal pyrolysis. The reactor is allowed to vent continuously during quenching to avoid the pressure exceeding hydrostatic pressure.
5.5.4 Future trends in UCG in Europe
The UCG industry in Europe has limited experience of operating multiple UCG modules simultaneously, which would be required for a commercial UCG project. There is also no experience of underground coal gasification (UCG) combined with carbon capture storage/utilization (CCS/U) or coal-bed methane (Sarhosis et al., 2016b). It is recognized that future commercial projects would require time to demonstrate to investors, regulators, and general public that economic, environmental, and financial risks from the technology can be managed. The UCG industry in Europe is at a very exciting time in its development; the technologies, materials, know-how, and experience necessary for UCG to commercialize in Europe have all developed and are ready for deployment. To improve investor and stakeholder confidence, it will be necessary to deploy these technologies progressively, from the initial one or two modules (“early-commercial”) to perhaps from six to seven (“semicommercial”) to 10 or more modules (“full-commercial”) operating simultaneously. Eventually, this will be able to provide confidence and long-term commercial guarantees for the environmental impact, gas quality, and specification and help to provide Europe with a safe, economic, and domestic energy source.
5.6 Conclusions
Many countries in the EU (and worldwide) struggle to meet their energy needs despite containing very large reserves of coal, which cannot be exploited conventionally because of its depth. Application of modern UCG techniques, state-of-the-art drilling and monitoring technologies offer the opportunity to extract the energy from deep coal resources economically and with limited environmental impacts; however, several hurdles, such as public opinion and CO2 emission limits, must be overcome before UCG can commercialize in the EU. The EU has a long history of supporting UCG projects (from the French-led trial in Morocco in the 1940s to the recent trials in Poland) and has funded some of the most important research undertaken to date. The United Kingdom, Poland, Slovenia, and Slovakia are some of the counties showing active interest in UCG. Continued support by member states will attract more private investment, enable more field trials, and allow Europe's world-class UCG experts to demonstrate that the technology is ready to provide cleaner energy from coal for the EU in the 21st century.