CHAPTER I
IRON AND STEEL
THEIR ANTIQUITY AND GREAT USEFULNESS.
All mechanics, irrespective of the trades which they follow, have so much to do with iron in its various forms, either by working it or by using tools and instruments in the construction of which it forms an important part, that a brief consideration of the material, both retrospective and present, cannot fail to be of interest. To trace the development of iron from its earliest known existence to the present, and to glance at its use as a material of construction, that, unlike all others can rarely be dispensed with in favor of a substitute equally desirable, cannot fail to be of the greatest interest.
In the description of the building of Solomon’s Temple there is no specific statement that iron was employed, although by inference it is understood that this material must have been used in the tools of the workmen, if for no other purpose. It is not to be forgotten that the record says there was neither hammer nor axe, nor tool of iron heard in the house while it was being built. A plausible construction to place upon this assertion is that the parts were fashioned and fitted together at distant places, and were joined noiselessly in completing the structure. This view of the case serves to point out the excellence of the skill of that day, for, however great the care that is exercised at the present time by mechanics, few buildings are put up in which the sound of tools in the shaping of the various parts, after they have been sent to the building for putting up, might be dispensed with.
King David, it is said, had in his collection of materials “iron in abundance for the doors of the gates and for the joinings.” Other allusions to iron are to be found in the Old Testament Scriptures. Some passages are of figurative character, where iron is the emblem of hardness, strength and power. Others are descriptive, and indicate its uses in those early times.
The manufacture of iron existed in India from very remote antiquity, though carried on in a very primitive manner. Vast accumulations of slag and cinder are found spread over large areas in various districts, and the manufacture of iron is still carried on with little change from the ancient process. In one of the temples near Delhi there is a wrought-iron pillar sixty feet in length, which dates as far back as the fourth century of the present era. It is only of late years that the production of a shaft of these dimensions has been possible to the present race of iron-workers.
The extent to which iron was employed by the ancient Egyptians is a problem difficult of solution. When the enormous labor expended upon the masonry and sculpture in the hardest granite, and the beautiful surface and high finish generally displayed in the architectural works of that country are considered, it seems difficult to imagine that tools inferior to the hardest steel could have produced the result, yet the evidence is exceedingly slight that anything of the kind was employed. Bronze is some times found in ancient tombs in that country in a variety of forms, but iron is almost entirely wanting. Iron mines have been discovered in Upper Egypt, and the remains of iron-works have been found recently near Mount Sinai. An iron plate was found in one of the pyramids, and a sickle in one of the tombs at Thebes.
The use of iron by the Romans was of comparatively late introduction. The fine specular iron of the Isle of Elba had been smelted by the Etruscans from an early date, but it does not seem to have been extensively used in Italy. It was not until the time of the second Punic War that the Romans, extending their conquests beyond their narrow original seat, obtained supplies of iron and steel from Spain, and discarded their bronze weapons for the harder and keener metal. Iron was little used by any of the ancient nations in building construction. When Virgil describes the splendors of Dido’s rising city, no mention is made of iron in any form. Stone, with the addition of bronze for plating, are the materials especially alluded to.
In the New Testament mention is made of an iron gate which would seem to indicate that at that period iron had been brought into use in many forms, more, however, in the way of machinery, armor and weapons, than in building construction. For all constructive purposes bronze was gradually superseded by iron, and during the middle ages was worked with great skill and success. Iron employed at this period was not made by the process of fusion and puddling, but was obtained direct from the ore by roasting with charcoal and working it under the hammer. The metal thus obtained was of excellent quality, and such examples as have come down to us indicate that it was very skilfully manipulated. Armor and weapons attained a high degree of efficiency, and were finished with great taste.
There are very few specimens remaining in anything like perfection of the mediæval smith’s work. Enough fragments, however, are in existence to indicate the extreme beauty of the workmanship of this age. The rich and graceful curves of the work done at this time, together with their lightness and strength, show what capabilities exist in iron when freely treated in accordance with its nature. Probably the grills or screens and the gates of the middle ages exhibited the art of the smith in its greatest perfection. Nothing that has been made in modern times is equal to the specimens which remain of that period. The wonder arises that, with such simple means as were at the command of the mechanics and artists of that day, such wonderful effects could be produced.
During the Romanesque period iron does not seem to have been employed, even in carpentry or masonry. At the end of the twelfth century iron cramps were employed at the Cathedral of Notre Dame, Paris, to connect the stones of the cobbled corners. The oxidation of these cramps in the course of time had the effect of fracturing the stones. Experience in this practice does not seem to have taught wisdom, for, even at the present day, the mistake of using iron in similar positions has frequently led to like results.
We owe to Germany the discovery of the process by which fusible iron could be smelted from the ore. It probably arose from the gradual improvement of the blowing apparatus, by which the old blast bloomeries were transformed into blast furnaces. Cast iron was unknown prior to the middle of the sixteenth century. About 1550 the German system, above alluded to, was introduced into England, where there already existed great facilities in the enormous quantity of scoriæ accumulated about the ancient bloomeries and in the abundance of timber for fuel. Progress in the art was so rapid that cast-iron ordnance was an article of export from England early in the seventeenth century. As the art of casting made progress, the art of the smith declined. The cheapness of cast iron and the facility with which it could be manipulated, led to its extensive use in every department of life.
In 1735, the problem of smelting iron with pit coal was successfully solved, but it was not until within a very recent period that the advantages of iron on any great scale developed themselves. Down to the commencement of the present century the casting of iron pipe was so difficult and costly an operation, that in schemes for the supply of water to towns, wooden pipes were adopted for the mains. In 1777 the first experiment was made with iron as a material in bridge building. At present scarcely a bridge of any importance is constructed of other material.
Having thus glanced hastily at the progress of manufacture and the use of iron from the earliest historical periods to the present time, the inquiry comes up, what is to be its influence in the future? That it will contribute materially to aid man’s power over the elements of nature is certain, but the moral results which are likely to follow lie beyond our province. All true designs arise out of construction. Every style which has attained any eminence owes its effect to the adoption of its essential parts as sources of beauty rather than an attempt to conceal them. The use of iron in any construction or design is a source of power and effect, put into the hands of the architect for good or for evil.
The Strength of Wrought Iron and Steel.
There is something very interesting, but not altogether as yet understood, in the behavior and strength of iron and steel when loaded.
It is all very well to institute certain tests to find the number of pounds it requires to break a piece having a sectional area of one square inch, and from this pronounce what is the strength of the iron; because, with our present knowledge and appliances, it is all we can do, and a test of some kind is of course imperative. It is a curious fact, however, that the strength of a piece of iron or steel varies according to the manner in which the load is applied. If the metal receives its load suddenly, it will break under a less weight than if the load comes on slowly and gradually increases; and the difference is not a minute one either, for it is as great as 20 per cent under the two extremes of conditions. One of the most eminent constructing engineers in this country stated not long since, in reply to a question, that he would make as much as 20 per cent difference in the strength of two beams to receive the same load, one to have the load suddenly, and the other to have it gradually applied. From this it is a fair and reasonable deduction that if the load, when applied, caused vibration, the beam would require still greater dimensions to be of equal strength, because vibrations are simply minute movements, and, in the case of horizontal beams, on moving downward increase the pressure of the load.
A short time since some experiments were made to ascertain the strength of iron and steel wire, two specimens of each size of wire being used, one just as the iron came from the mill and the other an annealed specimen.
The wires were suspended vertically, and a certain weight, as say 10 lbs., was hung on them. Then in some cases a 1/2 lb. weight per day was added, in others 1 lb. per day, in yet others the weights were increased as fast as they could be put on, and in every instance it was found that the breaking strains increased according as the time between the increases of weight was made longer, the amount varying from 10 to 20 per cent. The failure of the boiler plates of the English steamship Livadia elicited some interesting facts and strange opinions upon the behavior of low-grade steel. The facts concerning these plates are given below. The boiler was 14 feet 3 inches diameter by 16 feet long. The plates were 3/4-inch thick, lap-jointed and treble riveted. The plates were all punched, then slightly heated and bent to shape, afterwards put together, and the rivet holes reamed out to size. While under this treatment one of the plates fell out of the slings on to an iron plate and was cracked right across the rivet holes. Naturally this gave some anxiety, but after the plates were all in the boiler itself, they cracked across the rivet holes in nearly all directions; that is, many of them did.
Investigation was immediately set up, chemically and mechanically, when it appeared, as nearly as could be ascertained, that although the stock was good of which the plates were made, it had not been thoroughly worked under the hammer before rolling.
Dr. Siemens, the inventor of the process which bears his name, asserts that annealing plates, either before or after working (punching), is of no advantage; tending, if anything, to injure rather than benefit the materials. Many practical men, however, hold views in opposition to Dr. Siemens on this question.—By JOSHUA ROSE.
The Rotting and Crystallization of Iron.
I noticed an article lately, in which an iron worker, who claims an experience of fifty years in his trade, says that iron rots as well as crystallizes under strain and jar. The latter part of this statement is correct in degree only. The springs of vehicles deteriorate by use and excessive strain, but not to the extent which the writer of the article I refer to represents, as the springs of thousands of old vehicles will attest, in which not a leaf is broken, although the remainder of the gear is worn out.
And although iron may be crystalline in the fracture it does not lose its tensile strength to any great extent, unless under a very great strain or jar, as in the case of quartz-mill stamp stems, which are lifted and dropped about once a second, are run night and day, including Sundays, and even then will stand several years of this hard usage before breaking. The danger of iron losing its tensile strength is greatly exaggerated in the article in question. If it were not so people would be afraid to go over and under the Brooklyn bridge.
The statement that iron rots is absolutely untrue, and if the crowbars referred to in the article mentioned would not weld readily, and had a bad smell when heated, the odor was from the sulphur and phosphorus which the iron contained, and which was present in the iron when it was made, like much of the first iron in early attempts at iron making by using stone coal. The iron did not absorb, it could not have absorbed sulphur and phosphorus from age or exposure to the atmosphere.
The art of iron making has progressed in spite of all statements to the contrary, and iron is made smelted with stone coal, which is as good as the best Swedish charcoal iron, and even better for some purposes, and the iron makers manufacture any grade of iron to suit price or purpose.
When iron, by reason of long-continued strain or jar, breaks, showing a crystalline fracture, its chemical constituents are still the same as when it was made, and when heated and welded it will resume its fibrous appearance and its original toughness, as I know from much practical experience in welding broken stamp stems and heavy iron axles.
Rolling mills were invented about a hundred years ago, but if the practical wiseacre is in favor of the old system of laboriously pounding out a bar of iron filled with hammer marks by the trip hammer, why that settles the rolling mills of course.—By R. R.
Steel and Iron.
I have been turning in my mind some of the generally accepted theories about iron and steel, and wondering when the general public will drop the notion that the main distinguishing feature between the two is that one will harden and the other will not.
Does a piece harden? It is steel.
Is it found impossible to harden another piece? It is iron.
Many people go no further than this in deciding the character of pieces under examination, and still there is steel that will not harden which is almost equal to tool steel. Growing out of these wide differences between different steels and irons there is a continuous discussion and much misconception as to real facts. That a piece of Swedes iron of irregular structure, with minute seams, sand streaks and impurities, should contain sufficient carbon to harden would hardly make it valuable for edge tools. Nor would a piece of cast-steel of the most unexceptionable structure be of any great value for the same use, in a commercial sense, if the necessary carbon were lacking. How often is heard the very positive assertion in regard to certain articles which should be made of steel and hardened, “They are nothing but iron,” and quite recently there has appeared in trade journals an article on cutlery, in which it is charged that “table knives are made of iron, on account of the greater facility with which iron can be worked.”
That cast-iron shears and scissors with chilled edges, and cast-iron hammers and hatchets sandwiched in with malleable iron and steel castings, to take the place of instruments which are generally supposed to be forged from steel and hardened and tempered in the regular way, are to be found on the market is true, but when it comes to goods which are made in the regular way, we need not believe that wrought iron is used to any great extent where steel should be. That a tool is soft does not prove that it might not have been hardened to be one of the best of its kind. That a tool proves to be as brittle as glass, breaking at the very beginning of service, does not prove that the steel of which it was made was of poor quality, for, properly treated, it might have been hardened to be of the very best.
In this matter of deciding as to the merits of steel there is too much of jumping at conclusions, and so the self-constituted judges are continually called upon to reverse their decisions. No decision would be considered to be in order on a matter of law until the evidence was all in, and not till the evidence was laid before a judge and jury would they be asked to render a decision. No more can a man expect to decide offhand the character of steel, for what may be attributed to poor quality may be due to bad condition caused by unfair treatment, while to know what would have been fair treatment one must know the quality of steel. Much stress is put upon the fact that only certain brands of imported steel are used by some American manufacturers, who tell us that “they can depend upon it every time—well, nearly every time,” and that “they don’t have to be so particular about heating it. If it is heated a little too hot it won’t crack, but will stand to do something. They like a little leeway.” These men seem to think that it is just that particular brand of steel which possesses the qualities of safety of which they think so much, and we hear them say, ——’s steel does this and that, but you cannot do it with ——’s steel, it would fly all in pieces treated the same way.”
How is it? Does anybody who has studied upon the subject a little, suppose that when a particular grade of steel of any brand has been found to be right for a certain use, while the first bar used of some other brand without reference to the grade has proved to be apparently of no value, that that settles it, or that ground is furnished for saying that the steel from one manufacturer shows certain characteristics which the other does not?
Then, after a certain grade of any brand of steel has been settled upon as right, it will not do to condemn too broadly steel of another brand, which with the same treatment accorded to the favorite steel fails, for it is quite likely that, with the different treatment which this grade of the new brand requires, it might prove equally as good as the “long-tried and only trusted steel,” or, if not of the right grade, a grade could be furnished of the new brand fully as good as the best of the old brand, while it is reasonably certain that had a change of grade without change of brand been made the result would have been much the same. Too much weight is put upon a name; and we hear steel-workers lauding the especially good qualities of this or that steel and condemning the bad qualities of others, when the fact is that both the words of praise and blame apply to the grades of steel and their treatment and condition, not to the fact that this or that was made in Pittsburg or Sheffield. The steel maker, whether he will or not, must, and does, make a variety of grades—tempers—of steel; and upon a judicious and honest selection of the right temper for any particular use, and upon just the treatment required—especially in hardening—hang the desired results.
“Jessup steel doesn’t do this,” says one of its admirers, but a grade of Jessup’s can be had which will, without doubt.
Said an enthusiastic admirer of a “special” brand of imported steel to the writer:
“That steel stands to do what no American steel will do at all; on this work-tools from it have stood to work five and even six hours without grinding.”
A few months later this same man said, in speaking of the same work:
“The result in using tools made from the pieces of American steel which you sent by mail were simply wonderful; some of them stood to work without grinding two entire days of ten hours!”
With steel of proper temper from reliable makers, there are possibilities of which many men who look upon steel as steel simply, and who judge its quality in advance by the brand it bears, have never dreamed; and of those who pride themselves on being thoroughly American, and still persist in using English steel, what can be thought, except that they have not carefully investigated to learn the merits of American steel? For it is well known that for every difficult job done with English steel there is the equal done daily with American steel.—S. W. GOODYEAR, in the Age of Steel.
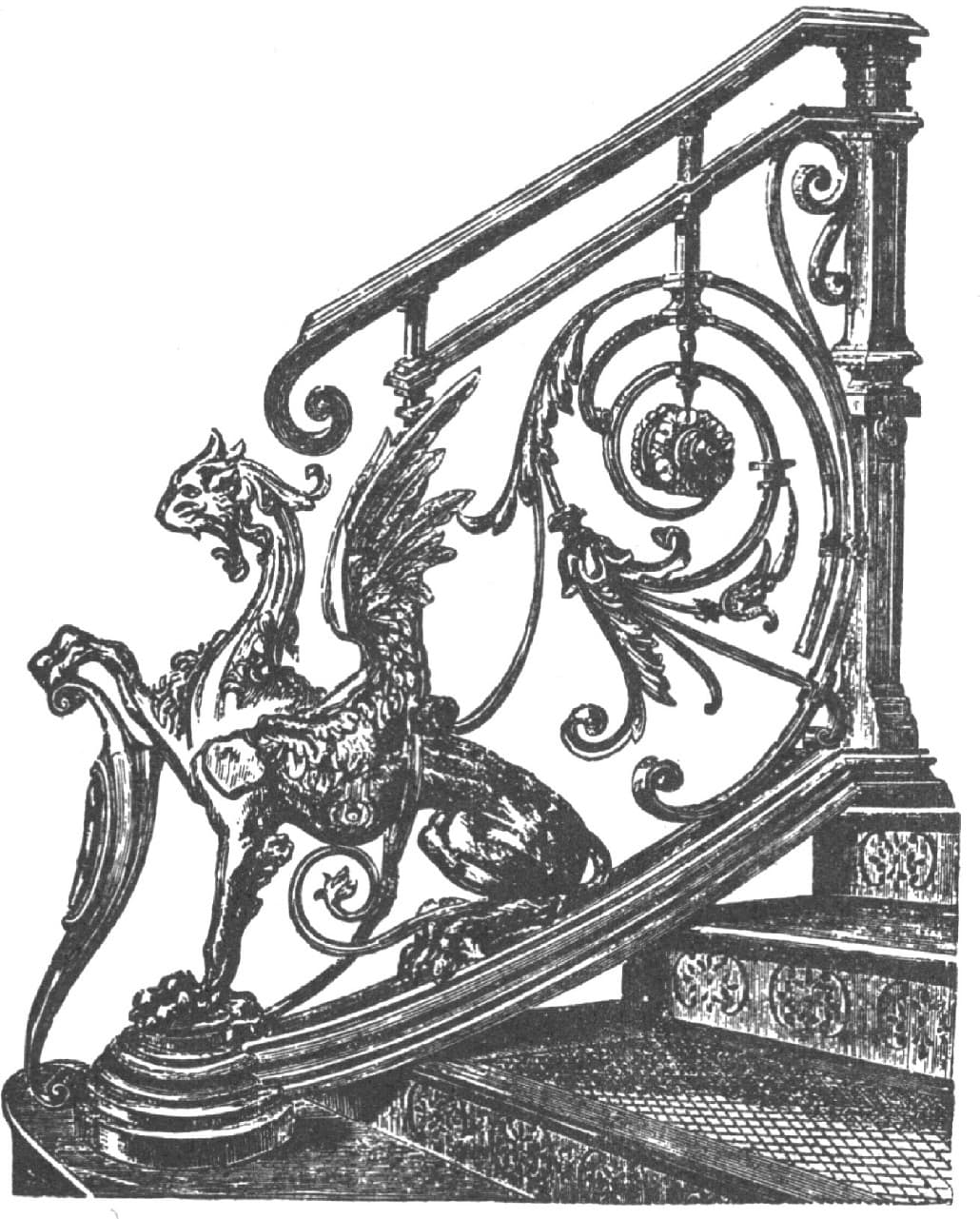
Fig. 1—Wrought Iron Balustrade by M. Baudrit, of Paris
Modern French and English Wrought Ironwork.
Attention has been called at different times to the possibilities in wrought iron work in the art line, and examples of work have occasionally been presented showing what has been done and may be done in this direction. Figs. 1 and 2 show two very handsome designs, Fig. 1 being a specimen of wrought ironwork from the establishment of M. Baudrit, of Paris. It is original in design and admirable in execution. There is a charming variety in the work, characteristic of the high productions of French artists. The lower portion is solid, as the foundation of the terminal post of a balustrade should be, but it lies on the stairs naturally and elegantly. The upright pillar and hand-rail are sufficiently massive, while the decorative portion has all the light elegance of a flower.
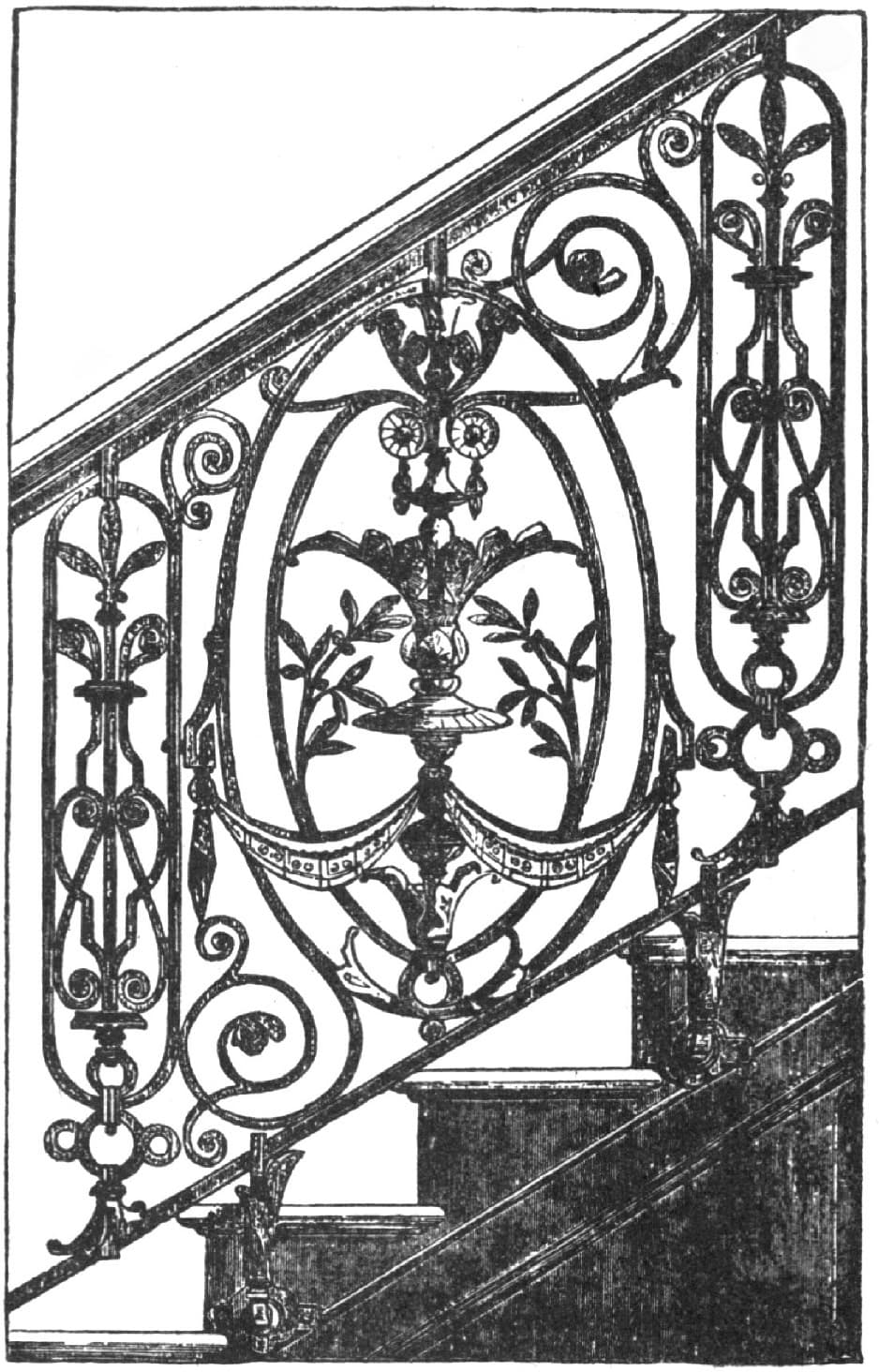
Fig. 2—Wrought Iron Railing by Ratcliff & Tyler, of Birmingham
In this country our designers are wont to draw work of this kind for execution in cast iron, and so accustomed have we become to casting all ornamental work of a similar character that our blacksmiths scarcely know what it is possible to accomplish with the hammer and anvil. Fig. 2 is not less striking, and is an example of work in good taste for a similar purpose to that shown in the first instance. It is as unlike it, however, in character and execution as the two nations from which these two pieces of work come. Fig. 2 represents a continuous balustrade executed by Messrs. Ratcliff & Tyler, of Birmingham. An oval in the center is very happily arranged panel fashion between the scroll work which serves the purpose of pilasters. The design is neither too ornamental nor is it poor. The connecting links of the work, including the attachments to the stairs, are graceful and effective. This pattern also, if made in this country, would very likely be executed in cast metal, and would lose all those peculiar characteristics that render it attractive, and, as at present, considered an example of true art workmanship. The mechanical ingenuity of our smiths is universally acknowledged, but in artistic taste and in the ability to execute ornamental work they are very much behind those of other nations.
Upsetting Steel and Iron.
I have recently read some things in relation to the upsetting of iron and steel, which are so much at variance with the generally accepted ideas on the subject, and at the same time so flatly contradict what the every-day experiences of many mechanics show to be facts, as to prompt me to offer some testimony.
First, as to the “Upsetting of Iron,” for under this heading may be found in a trade journal of recent date a very interesting reference to the “quality of movements of the particles of iron under pressure or percussion.”…“Red-hot iron can be pressed to fill a mold as clearly and exactly as so much wax could be.”…“Cold iron can also be molded into form by pressure.”…“The heading of rivets, bolts and wood-screw blanks shows some surprising results in the compression of iron; a No. 6 1-inch screw requires a piece of wire slightly more than 11/2 inches long to form it. Yet the total length of the screw blank headed is just one inch…. Now, it has been proved by experiments with shorter bits of wire that less than five-sixteenths of an inch of the extra eight-sixteenths is required to form the screw head. What becomes of the remaining more than three-sixteenths of an inch in length of an original 11/2 inches that make the 1-inch screw blank? There can be but one answer—the iron is driven upon itself,…so that 11/16 inches of wire are compressed into seven-eighths of an inch in length without increasing the diameter of the wire.”
This flatly contradicts the assertions of scientific investigators, who have, after making many exhaustive experiments, concluded that cold working of iron and steel, such as hammering, rolling, drawing, pressing, upsetting, etc., do not increase the specific gravity. Is it likely that in the many careful experiments made by the most painstaking of men, the experiments involving the most accurate measurements possible, added to the unquestionable tests of specific gravity, there has been uniformly a misconception of the real facts, and that experiments made by measuring a blank piece of wire—possibly with a boxwood rule—before heading, and again measuring the length of blank produced by heading the same wire, are to upset this proven fact, that ordinary cold working does not make iron and steel more dense?
Where does the iron go, then? It goes to round up the contour of the die in which the blank is headed, that entire part of the block constituting the body, and to fill the die for the entire length of the body of the blank, through the upsetting process, to a fullness which in solid dies defies the efforts of any but the best of carefully hardened and tempered steel punches, from best of steel, to push out of the dies after heading rivets and screw blanks, making the question of what steel to use for “punching out in solid die heading,” one of the most important connected with the business.
In heading a screw-blank or rivet, the first effect produced by the longitudinal pressure applied is to upset the piece of wire for its entire length. The diminution in length will produce an exactly proportionate increase in diameter up to the point when the wire fills the die so tightly as to transfer the most of the upsetting effect of the continued pressure to that part of the wire not encircled by the die, and then comes the heading, which begins by increasing diameter and proportionately decreasing length, the metal being in a measure held by contact with the die and heading punch from lateral expansion. As the pressure continues, it assumes first a pear shape, simply following the not necessarily written law under which all metals under pressure yield in the direction of the least resistance, and soon a shoulder is formed, which, coming in contact with the face of the die, or bottom of countersink, depending upon the shape of die, the direct or entire resistance to the pressure applied has no longer to be supplied by the body of the wire as at first. But still, as the pear-shaped bulb is gradually pressed out of that shape into the shape required in the completed blank or rivet, a time will come when a portion of the superfluous metal back of the body of the blank, or representing the center of the head, can escape more easily in the direction of the pressure, thereby still further increasing the diameter of the body of the blank, than to escape altogether in a lateral direction under the immense pressure required toward the completion of the heading process.
“Without increasing the diameter of the wire,” we quoted, it would not be possible, in any commercial sense, to do anything of the kind. Did the writer who stated as a fact that this was the rule realize the improbability of the statement which he virtually makes, i. e., that over 171/2 per cent of the wire entering into the body of the blank described by him has been lost, if, as he says, the diameter remains unchanged?
I once made some carefully conducted experiments to prove or disprove the truth of the assertion, which I had often made, that cold swaging did increase the specific gravity of steel, but which was denied by those who, having learned by actual experiment that other cold working did not, felt sure that the effect of cold swaging would be the same as that of other methods. My experiments were made with pieces of steel rod, each two feet in length, by reducing them by cold swaging until they were nearly eight feet long, and, having first carefully measured the original length and diameter, the increased length and decreased diameter was to show by measurement whether the specific gravity had been increased by swaging. I have not the figures at hand, but they showed on my side; still, when I presented them to my opponents, they met me with the statement that “there was too little difference to talk about, and, if my measurement had been absolutely correct, I had established nothing further than to appear to show the exception, which proved the rule. Cold working did not increase density; this was a well-known principle.” Well, it was not much. The fraction of an inch which showed the difference in length of pieces from what they should have been, had the specific gravity remained unchanged, was represented by a figure in the third or fourth place in decimals, not much like the 0.1875=3/16 of an inch, which the writer from whom we have quoted would have us believe was lost from 11/2 inches in length, when it is considered that in my experiments there were pieces sixty-four times as long in which lost metal might hide, and still not more than the one-hundredth part as much had hidden in the eight feet as is claimed for 11/2 inches.
Some facts are hard to swallow unless dressed up to appear reasonable. “Upsetting iron,” as applied to heading, cannot be easily upset by anybody who will take the time to compare diameters and specific gravity of wire before heading with those of headed blanks.
“Upsetting steel” is spoken of by some persons, whose information on the subject of steel working is very extensive, as one of the most pernicious of practices, and, by the way the subject is treated, one might suppose that they fully believed that steel was made up of fibres, which must be always worked in one direction. Steel is of a crystalline nature—not fibrous—and such of it as will be ruined by upsetting within reasonable limits, the operation being performed intelligently, is not good, sound steel.
Pursuing the subject of heading, I can testify that in the days when our grandfathers worked steel I made heading dies of two inches diameter by upsetting 11/4-inch octagon steel, which stood to do as much work as any that I could make from steel of other shape and size. Of hundreds which were made in this way, I do not remember that seams or cracks resulted from upsetting in a single instance. If the steel was sound, and the work in upsetting was so distributed as to affect all parts of the mass alike, why should they?
As to upsetting cold chisels, strips of sheet-steel, iron, or pieces of steel of any shape which are so slender as to double up like straws from the power of the blow, there are not enough blacksmiths wasting time and injuring steel in that way to call for any protest. Steel is hammered with a view to improve it many times, in these latter days, in a manner so much like that in vogue with the “old chaps” that it is a wonder that so many of them have ceased from labor without ever having been told that they had “monkeyed” steel. Well, if the devil has only got those smiths who hammered cold steel, there are not many smiths in his ranks yet. Heating steel as hot as it will bear and working it while hot, with injunctions not to try to draw cold steel, never to upset, may be construed to mean: hot as is best for steel, no hotter; not cold, but continue hammering till the grain of the steel is well closed up and finer for hammering at a low heat than it could possibly be made if the hammering was all done while the steel was hotter. It don’t seem that everybody does write in the papers against heating steel too hot, and nobody can come to the conclusion that half the trouble is caused by too little heat, if his experience and opportunities for observation have been the same as mine.
What a difference it makes where a chap, old or young, stands to look at a thing. But I am off the track. Upsetting steel is the question. The screw blanks which were headed in the upset dies were threaded with rotary cutters. These cutters may be described as a section of a worm gear, the shape of tooth being that of the space between threads on a wood screw, and the cutter having a rotary motion in keeping with the rotary motion of the screw and with its own longitudinal motion as it traversed the length of the screw which it cut. The best of steel, according to our best judgment, was used for these cutters, but running through many of the best brands, from “Jessup’s” to “Hobson’s Choice Extra Best,” these cutters did not stand as it seemed they ought to do. I was anxious to try a high grade of a certain brand, of which I could get none of the right size till it could be imported (this was in the days of the old chaps—grandfathers). I had some one-half of an inch or five-eighths of an inch round; the cutters were to finish round, over three-fourths of an inch diameter. I could not wait, so I made some cutters by upsetting the steel which I had. These cutters stood to do five times the work of the cutters I had been using; and, willing to “let well enough alone,” I continued using the same size of steel and upsetting.
I once had for my job the lathe work on the hook for the Wheeler & Wilson sewing machine. As it came to me it was nothing more nor less than a round-headed steel bolt, made in just the same way that a blacksmith would make any solid headbolt, by drawing a body to pass through the heading tool and upsetting the head. After this lapse of time—thirty years—I can hardly be expected to remember the character of each particular hook, but I do not remember that one of them was unsound as a result of upsetting. If steel gets too much work in one part and not enough in another, in any direction, hot or cold, it is likely to get broken up. Upsetting need not take all the blame.
How much difference in fracture does anyone suppose will be found between breaking a bar of steel crosswise and breaking a piece of the same length of the width of the bar the other way of the grain? Cut two pieces of steel, each two inches long, from a two-inch square bar and draw one of them down to one inch square, or eight inches long in the direction of the length; draw the other piece to the same size and length by upsetting at every other blow, or drawing crosswise. Who believes that the tool made from this last piece will be inferior to the one made the right way of the grain? Some bars of steel, and steel for some uses, can be improved by the work which they can get on a smith’s anvil. Some bars of steel, and steel for some uses, will be injured by the same treatment. When it is necessary or desirable to use the center of a bar of steel, and it is found to be in a coarse condition by reason of having been brought to shape and size by blows disproportioned to its cross-section, there is, perhaps, no better way of improving the grain at and near the center of the bar than to upset, and alternate the upsetting with work from the outside of the bar.
Upsetting is not a cheap, easy or desirable thing to do, and is not likely to be resorted to often except when necessity compels; but I see no use in making a bugbear out of it, when, if properly done, there is no harm in it, and in some cases actual good is done by it. It does not at least break up the center of the bar, as blows at right angles with its axis often do; and, after seeing, as I have, thousands of good cutters made by upsetting, for uses requiring the utmost soundness and best condition of steel, I do not like to see the process tabooed without saying a word in its favor.—S. W. GOODYEAR, in The American Machinist.
Heating Steel in the Blacksmith’s Fire.
In heating steel, two faults are especially to be guarded against. First, over-heating; secondly, unequal heating of the parts to be operated on (whether by forging or tempering). Referring to the first, many blacksmiths do not recognize that steel is burned unless it falls to pieces under the hammer blows, whereas that condition is only an advanced stage of the condition designated as burnt. This is the secret of their partial failure, or, that is to say, of the inferiority of their work. Others recognize that from the time a piece of steel is overheated, to its arrival at the stage commonly recognized as burnt, a constant deterioration is taking place.
In the practice of some, this excessive heating may be carried to so small a degree as not to be discernible, except the tool be placed in the hands of an operator whose superior knowledge or skill enables him to put it to a maximum of duty, less skillful manipulators being satisfied with a less amount of duty.
But in the case of stone-cutting tools especially, and of iron cutting tools when placed in the hands of very rapid and expert workmen, the least overheating of the tool will diminish its cutting value as well as its endurance. A piece of steel that is burnt sufficiently to break under the forging hammer, or to be as weak as cast iron, will show, on fracture, a coarse, sparkling, granulated structure, and this is the test by which working mechanics, generally, judge whether steel is burned or not. But it is totally inadequate as a test to determine whether the steel has not suffered to some extent from overheating. Indeed, although the grain becomes granulated and coarse in proportion as it is overheated, yet it may be so little overheated as to make no visible difference in the grain of the fracture, although very plainly perceptible in the working of the tool, if placed in the hands of a thoroughly good workman.
When the results obtained are inferior, it is usual to place the blame on the steel, but in the case of well-known brands of steel, the fault lies, in ninety-nine cases in a hundred, in over-heating, either for the forging or for the tempering.
In determining from the duty required of it, whether a tool comes up to the highest standard of excellence, the best practice must be taken as that standard. Thus, if it is a metal cutting tool, as, say, a lathe tool, let the depth of cut be that which will reduce, at one cut, say, a four-inch wrought-iron shaft down to 31/4 inch diameter, the lathe making, say, 16 revolutions, while the tool travels an inch, and making from 25 to 30 revolutions per minute. Under these conditions, which are vastly in excess of the duty usually assigned in books to lathe tools, the tool should carry the cut at least four feet along the shaft without requiring grinding.
If the tool is for stone work, let it be tested by the most expert and expeditious workman. These instructions are necessary because of the great difference in the quantity of the work turned out in the usual way and that turned out by very expert workmen.
At what particular degree of temperature steel begins to suffer from overheating cannot be defined, because it varies with the quality of the steel. The proper degree of heat sufficient to render the steel soft enough to forge properly and not deteriorate in the fire is usually given as a cherry red, but this is entirely too vague for entirely successful manipulation, and, in practice, covers a wide range of temperature. The formation of scale is a much better test, for when the scales form and fall off of themselves, the steel, in fine grades of cast steel, is overheated, and has suffered to some extent, though the common grades of spring or machine steel may permit sufficient heat to have the scale fall off without the steel being worked. As a rule, the heat for tempering should be less than that for forging, and should not exceed a blood red. There are special kinds of steel, however, as, for example, chrome steel, which require peculiar heating, and in using them strict attention should be paid to all instructions given by the manufacturers.
Steel should be heated for forging as quickly as compatible with securing an even degree of heat all through the part to be forged, and heated as little as possible elsewhere. If this is not done the edges or thin parts become heated first, and the forging blows unduly stretch the hottest parts, while the cooler parts refuse to compress; hence a sort of tearing action takes place, instead of the metal moving or stretching uniformly.
The steel should be turned over and over in the fire, and taken frequently from the fire, not only to guard against overheating, but because it will cool the edges and tend to keep the heat uniform.
The fire may be given a full blast until the steel begins to assume redness at the edges or in the thin parts, when the blast must be reduced. If the thin part is heating too rapidly it may be pushed through the fire into the cooler coals or taken out and cooled in the air or in water, but this latter should be avoided as much as possible.
When the steel is properly heated, it should be forged as quickly as possible. Every second of time is of the utmost importance.
There must be no hesitation or examining while the steel is red-hot, nor should it be hammered after it has lost its redness. There is, it is true, a common impression that by lightly hammering steel while black-hot it becomes impacted, but this only serves to make the steel more brittle, without increasing its hardness when hardened.
If the tool has a narrow edge, as in the case of a mill pick or a chisel, the first hammer blows should be given on those edges, forging them down at first narrower than required, because forging the flat sides will spread the edges out again. These edges should never be forged at a low heat; indeed, not at the lowest degree of red heat, or the steel at the outer edge is liable to become partly crushed.
What is known as jumping or upsetting—that is, forging the steel endways of the grain should be avoided, because it damages the steel.
As the steel loses its temperature, the blows should be delivered lighter, especially upon the edges of the steel.
The hammer blows for drawing out should have a slight lateral motion in the direction in which the steel is to be drawn, so that the hammer face, while meeting the work surface, fair and level, shall also draw the metal in the lateral direction in which the face of the hammer is moving at the moment of impact.—By JOSHUA ROSE, M.E.
Testing Iron and Steel.
The English admiralty and “Lloyds’” surveyor’s tests for iron and steel are as follows:
Two strips are to be taken from each thickness of plate used for the internal parts of a boiler. One-half of these strips are to be bent cold over a bar, the diameter of which is equal to twice the thickness of the plate. The other half of the strips are to be heated to a cherry red and cooled in water, and, when cold, bent over a bar with a diameter equal to three times the thickness of the plate—the angle to which they bend without fracture to be noted by the surveyor. Lloyds’ circular on steel tests states that strips cut from the plate or beam are to be heated to a low cherry red, and cooled in water at 82° Fah. The pieces thus treated must stand bending double to a curve equal to not more than three times the thickness of the plate tested. This is pretty severe treatment, and a plate containing a high enough percentage of carbon to cause any tempering is very unlikely to successfully stand the ordeal. Lloyds’ test is a copy of the Admiralty test, and in the Admiralty circular it is stated that the strips are to be one and a half inches wide, cut in a planing machine with the sharp edges taken off. One and a half inches will generally be found a convenient width for the samples, and the length may be from six to ten inches, according to the thickness of the plate. If possible, the strips, and indeed all specimens for any kind of experimenting, should be planed from the plates, instead of being sheared or punched off. When, however, it is necessary to shear or punch, the pieces should be cut large and dressed down to the desired size, so as to remove the injured edges. Strips with rounded edges will bend further without breaking than similar strips with sharp edges, the round edges preventing the appearance of the small initial cracks which generally exhibit themselves when bars with sharp edges are bent cold through any considerable angle. In a homogeneous material like steel these initial cracks are very apt to extend and cause sudden fracture, hence the advantage of slightly rounding the corners of bending specimens.
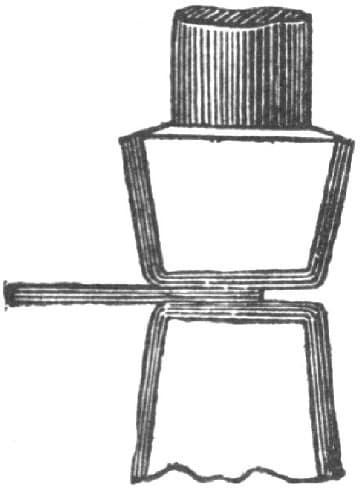
Fig. 3—Clamping in a Steam Hammer for the Purpose of Bending
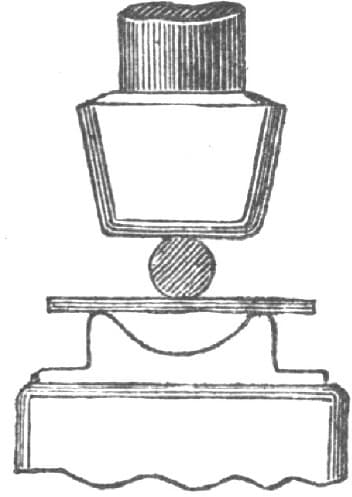
Fig. 4—Bending under a Steam Hammer over a Hollow Anvil and by means of a Round Bar
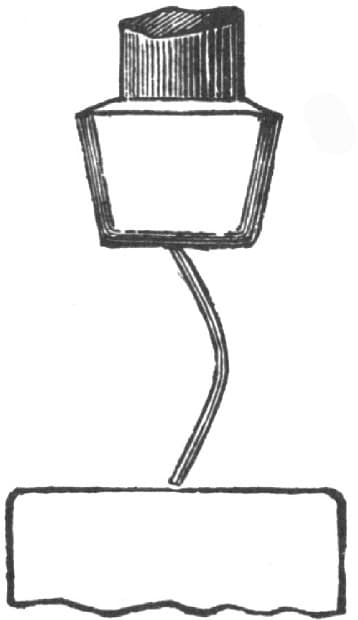
Fig. 5—Bending Still Further by means of a Steam Hammer
In heating the sample for tempering it is better to use a plate or bar furnace than a smith’s fire, and care should be taken to prevent unequal heating or burning. Any number of pieces may be placed together in a suitable furnace, and when at a proper heat plunged into a vessel containing water at the required temperature. When quite cold the specimens may be bent at the steam-hammer, or otherwise, and the results noted. The operation of bending may be performed in many different ways; perhaps the best plan, in the absence of any special apparatus for the purpose, is to employ the ordinary smithy steam-hammer. About half the length of the specimen is placed upon the anvil, and the hammer-head pressed firmly down upon it, as in Fig. 3. The exposed half may then be bent down by repeated blows from a fore-hammer, and if this is done with an ordinary amount of care it is quite possible to avoid producing a sharp corner. An improvement upon this is to place a cress on the anvil, as shown at Fig. 4. The sample is laid upon the cress, and a round bar, of a diameter to produce the required curve, is pressed down upon it by the hammer-head. The further bending of the pieces thus treated is accomplished by placing them endwise upon the anvil-block, as shown in Fig. 5. If the hammer is heavy enough to do it, the samples should be closed down by simple pressure, without any striking. Fig. 6 is a sketch of a simple contrivance, by means of which a common punching machine may be converted temporarily into an efficient test-bending apparatus. The punch and bolster are removed, and the stepped cast-iron block, A, fixed in place of the bolster. When a sample is placed endwise upon one of the lower steps of the block A, the descending stroke of the machine will bend the specimen sufficiently to allow of its being advanced to the next higher step, while the machine is at the top of its stroke. The next descent will effect still further bending, and so on till the desired curvature is attained. It would seem an easy matter, and well worth attention, to design some form of machine specially for making bending experiments; but with the exception of a small hydraulic machine, the use of which has, I believe, been abandoned on account of its slowness, nothing of the kind has come under the writer’s notice.
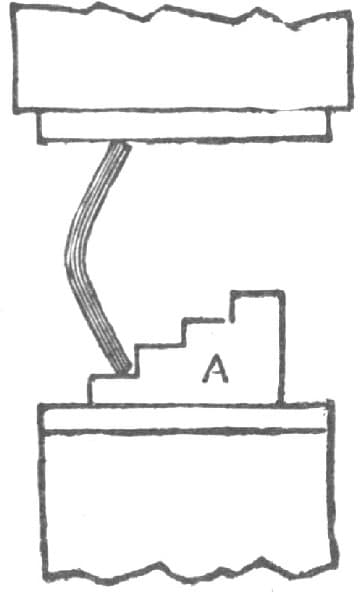
Fig. 6—A Simple Contrivance by which a Common Punching Machine may be converted into a Testing Apparatus
The shape of a sample after it has been bent to pass Lloyds’ or the Admiralty test is shown at Fig. 7. While being bent the external surface becomes greatly elongated, especially at and about the point A, where the extension is as much even as fifty per cent. This extreme elongation corresponds to the breaking elongation of tensile sample, and can only take place with a very ductile material. While the stretching is going on at the external surface, the interior surface at B is being compressed, and the two strains extend into pieces till they meet in a neutral line, which will be nearer B than A with a soft specimen. When a sample breaks the difference between the portions of the fracture which have been subject to tensile and compressive strains can easily be seen. Fig. 8 shows a piece of plate folded close together; and this can generally be done with mild steel plates, when the thickness does not exceed half an inch.
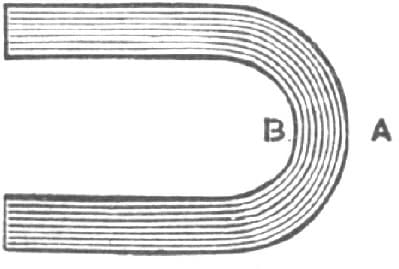
Fig. 7—Shape of a Sample after being Bent to pass the Admiralty Test
Common iron plate will not, of course, stand anything like the foregoing treatment. Lloyds’ test for iron mast-slates 1/2 inch thick, requires the plates to bend cold through an angle of 30° with the grain, and 8° across the grain; the plates to be bent over a slab, the corner of which should be rounded with radius of 1/2 inch.
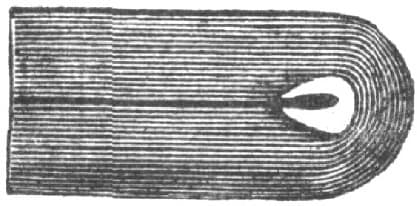
Fig. 8—A Piece of Plate Folded Close Together
The Treatment of Steels.
I think it possible that some ideas of mine on the subject of the treatment of steel may be of interest, but I do not make these remarks for the purpose of attacking any opinions that have been advanced on this matter by others.
My purpose is simply to call attention to some important facts which appear to have been unknown or overlooked by the advocates of certain methods of treating steel.
First, let me say that I have no faith in the idea that the operator can be guided correctly by color in the tempering or hardening of steel. If the word steels is used instead of steel, and if the teacher in the mysteries of hardening and tempering is thoroughly familiar with the character of each particular steel—and their name is legion, with the exact heat at which each would harden to the best advantage, and the precise color at which the temper should be drawn—this would not be enough to justify him in laying down the color or any other specific rule. He should also be able to make millions of pupils see a color exactly alike, use the same kind of fuel, work in the same light and remember the precise heat and color necessary for each particular steel. Then, and not till then, he may speak of specific rules.
Is it asked what can be done if no specific method will apply? The reply is, that with so great a variety of steels and such a variety of grades of the same steels, with such a variety of treatments required for pieces of different sizes of precisely the same steel, we must look for successful hardening and tempering to the intelligence and powers of observation and comparison to be found among those who do this most important part of tool-making.
These rules will, however, apply in every case. Try to learn the lowest heat at which each particular steel will harden sufficiently to do the work for which it is intended, and never exceed that heat. Harden at a heat which calls for no drawing down to a blue to remove brittleness. Hardened at the proper heat, steel is stronger without drawing the temper than it is before hardening. Whenever hardened steel snaps off like glass at a little tap, and shows a grain as coarse, or coarser than it showed before hardening, don’t say “It is too hard,” but say “It was too hot.” Steel is hardened by heating to the proper heat and cooling suddenly. Good results can never be obtained by heating steel too hot for sudden cooling, and then cooling in some mixture or compound which will cool the overheated steel more gradually. Overheating steel does mischief which cooling gradually only partially removes. Many a man who hardens in some mixture or compound to prevent cracks or distortion, may learn that at a lower heat he may use a bath of cold water with equal safety and better results.—By S. W. G.
Hints About the Treatment of Steel.
A practical worker in steel gives the following hints in reference to the treatment of tool steel.
He says: “Bosses of machine and other shops where considerable steel is used would be astonished could they see the amount of loss to them in broken taps, dies, reamers, drills and other tools accumulated in one year. I do not mean to say that tools can be made and hardened that will not break, but I do say fully one-third, especially taps, are broken by being improperly tempered. * * * Thousands of dollars are lost in waste of steel and loss of time by men who try to do what they have never learned.
“First of all, never heat steel in any fire, except a charcoal fire, or a lead bath, which gives it a uniform heat (I mean steel tools of any kind). Rainwater is the best water for hardening, as it contains less lime than either well or river water. Water should never be very cold for hardening tools, as the sudden contraction of the steel will cause it to crack, more especially in cutting dies, where there are sharp corners.
“To insure thorough hardness, salt should be added to the water until the same becomes quite brackish. The salt will cause the water to take hold of the steel and cool it off gradually. I find rock or fish salt to be the best, though table salt will answer. The salt is also beneficial to the carbon in steel.
“For removing scale from steel when put into water, ivory black should be used, putting it on the steel while it is heating, and letting it remain till the steel goes into the water.
“In tempering taps, reamers, twist drills and other like tools, great care should be taken to put them in the water in a perpendicular line, and slowly, not allowing them to remain stationary in the water, as there is danger of there being a water crack at the water line.
“A good way to draw the temper is to heat a collar, or any suitable iron with a hole in the center, and draw the tool backward and forward through it until the right temper is obtained, which will be uniform.”
On the Working of Steel.
Allow me to express a few thoughts in regard to the degree of heat steel can be worked for edge tools. And in doing so I shall no doubt differ with many; but what of that? If we all had one way of doing work what would be the use of giving “our method” for doing anything? Some tell us that steel should never be heated above a cherry-red, others say it should not be hot enough to scale, and many suppose if heated to a white heat the steel is burnt and utterly worthless. Now if all this be true, how in the world could an edge tool ever be made, and of what practical use would they be when they were made?
Can steel be put into an axe or any other tool without heating the steel above a cherry-red heat? If so, I would like to have some one tell me how, as I have never learned that part of the trade. I do not believe that iron or steel can be welded at a cherry heat.
My experience in the working of steel during the past fifteen years has been mostly confined to the axe business. I have made and repaired during this time, several hundreds of axes, and the work has given unparalleled satisfaction. My experience in the matter has convinced me that the degree of heat steel should be worked depends very much upon circumstances. For instance, if I am going to fix over an axe, and wish to reduce the steel to one-half or three-fourths of its present thickness, I have no fears of any bad results if the steel is brought to a white heat to commence with. But when nearly to the required thickness, I am careful not to heat above a cherry-red. And when the last or finishing touch is given by the hammer it is at a low heat, when but a faint red is discernible. I never finish forging an edge tool of any kind at a cherry-red heat. The finishing should be done at as low a heat as to refine the steel, and leave it bright and glossy.
In heating to temper, the greatest care should be observed that an even cherry wood heat is obtained. I do not deny that injury may occur by overheating. This every smith knows to be true; but I do claim that it can be remedied, and the fine grain of the steel restored when the nature of the work will admit of a suitable amount of forging. When it will not, I never heat above a cherry-red.—By W. H. B.
Hardening Steel.
On the subject of the hardening of steel I will say that salt water is not more liable to crack steel in the hardening process than is fresh water. In fact, clear and pure water is the best thing that can be used in making steel hard.
The best mode of annealing heavy blocks of crucible cast-steel is to heat the block to a uniform red heat, and as soon as you have obtained this heat place the steel in a cast-iron or sheet-iron box, made as shown in Fig. 9, of the accompanying illustrations. This box is filled with common lime and wood ashes, equal parts of each. In placing the steel in the box try to keep about 4 or 5 inches of lime below the steel, then put 4 or 5 inches on top of the steel, close up the box and let it remain there to cool off slowly, which will require from 24 to 48 hours. Generally crucible cast-steel will anneal best at a low red heat, if treated as described.
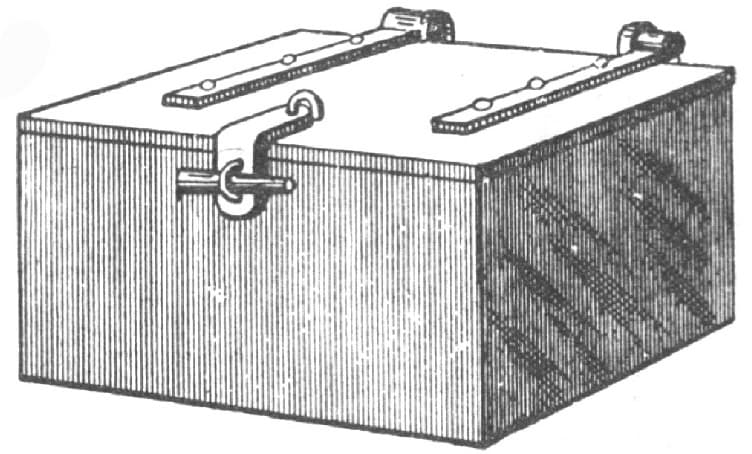
Fig. 9—Showing the Box used in Hardening Steel by the Method of “H. R. H.”
The only secrets in annealing steel, that I know of, are to exclude air from the steel as much as possible, while it is annealing, and to avoid overheating.
For hardening drop hammer dies, I would suggest the use of the water tub, shown in Fig. 10. In the illustration, A is the water supply pipe, which, as shown by the dotted lines, runs down to the bottom of the tub and over to its center, where the pipe is bent up, as shown at D. At x, x, x, x there are four holes, which represent waste pipes that carry off all the water that comes above their level. This water passes on down through to the main waste pipe O at E. The cut-off shown is used when cleaning the tub or box.
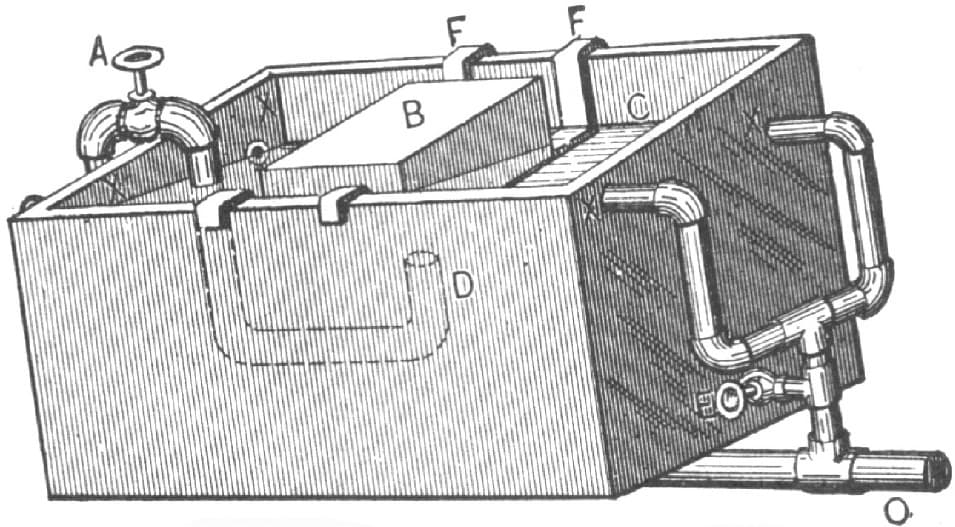
Fig. 10—Showing the Water Tub
To harden a heavy die proceed as follows: Get a uniform bright red heat on the steel, then place it in the water tub with the face of the die in the water, the steel being supported in the tub by the two hangers, F F, as shown in Fig. 10. C indicates the water’s edge and depth, and shows the position of the die in the water. Before placing the die on the hangers be sure to have the two hangers in their proper places, have the water in the supply pipe, A, turned on with full force, and be sure that the die is placed directly over the middle of the supply pipe at D. We will say the die B, in Fig. 10, is 10 × 5 × 6 inches; a bulk of steel like this will heat much water, and therefore while the supply pipe furnishes cold water, the waste pipes, x, x, x, x, carry off all the hot or warm water as fast as the steel heats it. In Fig. 11 I give a side view of the die on the hanger, F, F, showing the ends that hook over the sides of the tub. The cut also shows how the die is placed at an angle in the water. B indicates the portion of the die out of the water line, and A represents the part in the water. It is not necessary to keep the dies moving during the hardening process, but keep the water moving, and there will be no trouble.
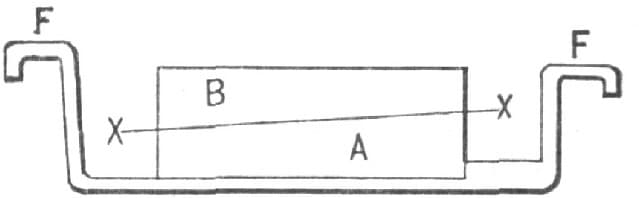
Fig. 11—Side View of the Die
The best way to harden trimming dies is to always examine thoroughly the die before you dip it, and turn it while dipping so that all the thick or heavy parts enter the water first.
The best mode of hardening punches is to harden them first in cold water, and then draw the temper to suit the work they are intended for. While the die is hanging in the tub, as in Fig. 10, it would do no harm to utilize a tin cup in pouring water on the bottom of the die, which is out of the water. I have seen hundreds of blocks of steel hardened this way with the best of success. I never have the temper drawn for drop hammer dies. The harder you can get them the better.
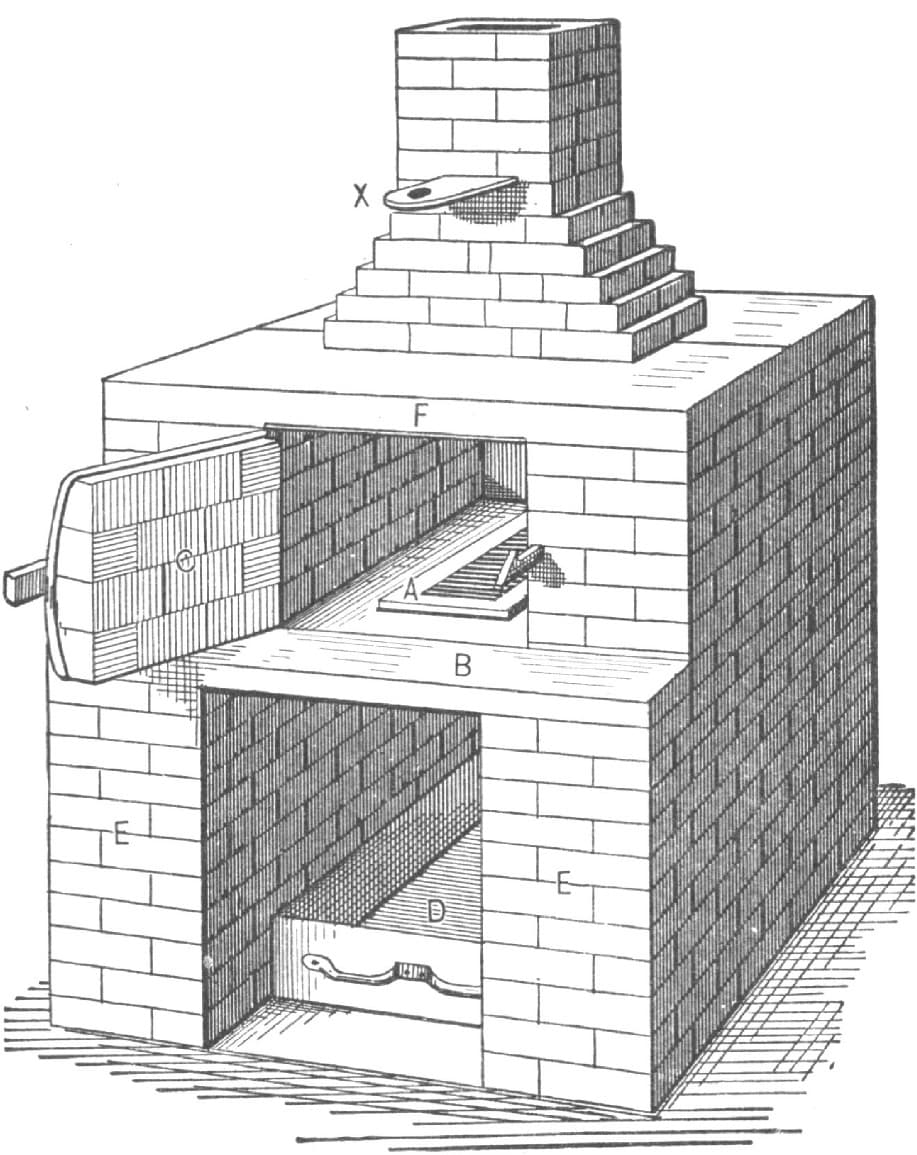
Fig. 12—The Furnace for Heating and Drawing Temper
In Fig. 12 I show a furnace for heating and drawing temper. This furnace is 3 feet 6 inches wide and 4 feet 4 inches long. At E it is 2 feet 6 inches from the ground to the top of the cast-iron plate B. From plate B to the under side of the top, F, it is 16 inches in height. A is the grate, D is the ash-pan, C is the door, and X is the damper. Hard coke is the best fuel I know of for this furnace except charcoal. In using the coke start the fire, close the door and get the coke red, then put in the steel that is to be annealed or hardened. In heating you can gain much by regulating the damper X. Fig. 13 shows the grate box used in the furnace. At D, D, the box has two hooks, which hold up the box door. This door is fastened to the other side of the box with two hinges. At A is a blast pipe hole to which the point of pipe B is bolted. C is part of the grate used. Three pieces of this kind are used to make the full grate. This is done to allow the use of two blank grates and one open grate when a small fire is desired, or you can use two open grates and one blank, or all three may be open grates, just as your work requires. Fig. 14 shows the plate in which the grate box is hung when in use. This plate is bolted to two iron bars in the furnace, and on this place the brick work is laid. The chimney can be used on the side, end or middle. I prefer it in the center, as shown in the illustration. The plate, B, of the furnace is cast-iron 11/4 inches thick, 10 inches wide, and the length is the same as the width of the furnace. The best steel I can get for drop and trimming dies is made at the Crescent Steel Works, Pittsburgh, Pa. I think the illustrations fully explain themselves without any further description—By H. R. H.
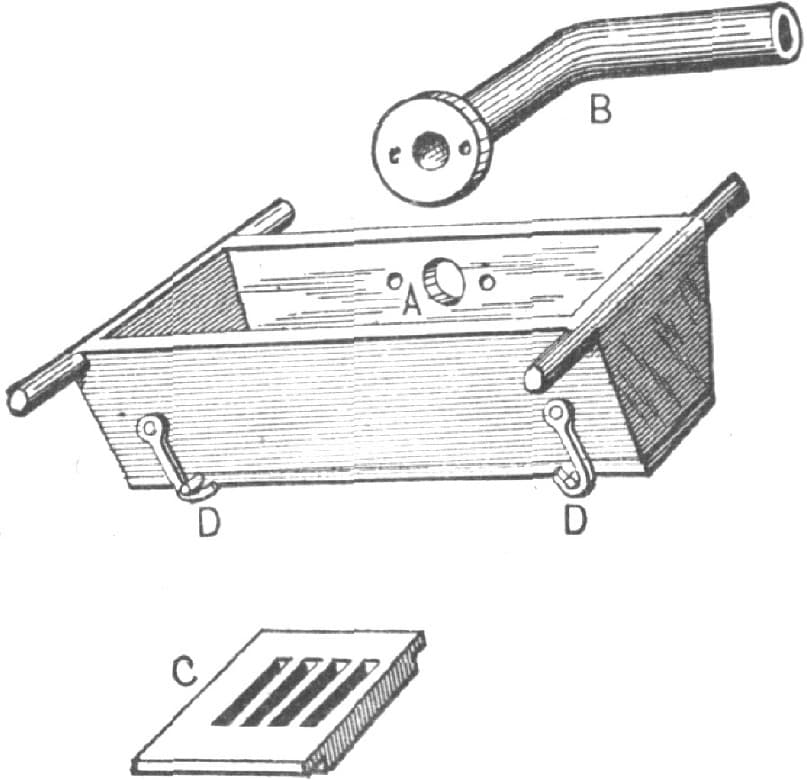
Fig. 13—Showing the Grate-Box, Blast-Pipe and Grate
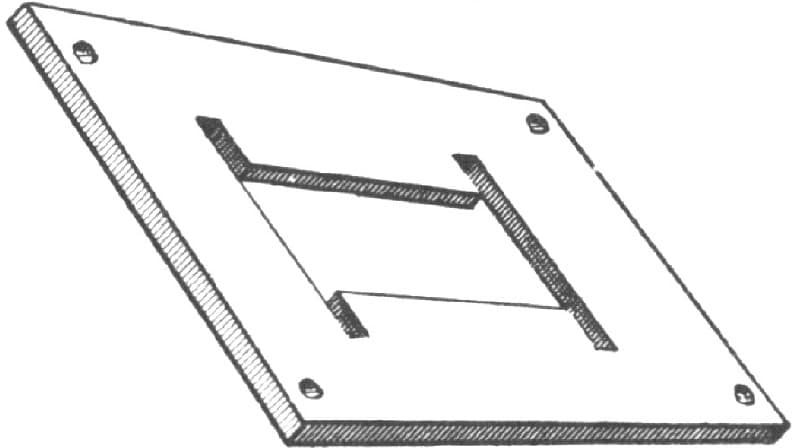
Fig. 14—The Plate for Holding the Grate-Box
To Select Good Tool Steel.
One way is to break a bar of steel and observe the grain, which should be fine and present a silvery look, with sometimes an exfoliated appearance. The best test of steel is to make a cold chisel from the bar to be tested, and, when carefully tempered, try it upon wrought iron, a piece of old wagon-tire, for instance. The blows given will pretty correctly tell its tenacity and capability of holding temper. If it proves tough and serviceable take this temper as a guide, and temper your steel in like manner. Inferior steel is easily broken, and the fracture presents a dull, even appearance, which might be appropriately termed a lifeless look.—By W. B. H.
Different Kinds of Steel.
Blister steel is made by causing the carbon of charcoal to penetrate iron in a heated state. German steel is blister steel rolled down into bars. Sheet steel is made by hammering blister steel. Double shear steel is made by cutting up blister steel and putting it together and hammering again. Crucible steel is made by melting in a pot blister steel and wrought iron or unwrought iron and charcoal and scrap. Bessemer steel is made by blowing air through cast-iron, burning out the silicon and carbon. Open hearth steel is made by melting pig-iron and mixing wrought iron or scrap steel, or iron ore to reduce the silicon and carbon.
Restoring Burnt Steel.
To restore the original qualities to steel which has been burnt in the forge, plunge the metal at red heat into a mixture of two parts of pitch, two parts of train oil, one part of tallow, and a small quantity of common salt. Repeat the operation two or three times. Excellent results have frequently been so obtained.
Cold Hammering Iron.
To the statement by a writer on this subject that “it either is, or ought to be known to all practical men that hammering a piece of the best and toughest iron in the process of forging until it ceases to be red hot, will remove and destroy its tenacity so as to render it capable of being broken with the slightest blow,” practical men must say, “depends.” It depends upon the character of the iron, and upon how the hammering is done. As between hot working, and the finishing blows “of cold hammering,” i. e., hammering at black heat—not cold—there are two reasons why the effect so strongly deprecated is produced.
First, the iron is less yielding in this semi-cold state and so would not be affected clear through, or as nearly through, by the same blows it received when hot.
Second, the blows during the cold hammering are light compared with what were used when the heat was greater. Thus, if the best condition of the mass is considered, we have the heaviest blows when least force is needed, and the lightest blows when to move the mass the heaviest are needed, and so, while the “requisite finish and fine surface” result from the cold hammering there is an evil effect produced, not from the hammering per se, but, from the fact that only the surface being affected to any considerable extent, the desirable homogeniety of condition is destroyed and unequal strains are set up which can only be relieved by annealing.
Quoting again, “By subjecting wrought-iron to the most violent hammering or compression at a low temperature, and then submitting the iron work so treated to the simple process of heating red hot and slow cooling, we enhance its tenacity, or shock sustaining qualities at least twenty times.”
Now, without questioning the accuracy of this statement, is it not fair to ask if cold working is done in a way to affect the entire mass acted upon clear through, putting all parts as nearly as possible in the same condition would there not be greater “tenacity or shock-sustaining qualities” without subsequent annealing?
In cold working of both wrought iron and steel, the writer has had to do with, and opportunity for observing the effect of reduction as great as from 25 per cent. to 75 per cent. often from drawn wire, not annealed after drawing, and without heating or annealing after such cold working, millions of these pieces have been bent, flattened, riveted and otherwise treated in a way to test their tenacity, without showing any sign of having had the “tenacity removed or destroyed,” but on the contrary greatly increased, while actual tests for tensile, torsional, or transverse strength showed great increase in these directions, but which increase would, in a great measure, be lost by “heating red hot and slow cooling.” If, in the article under consideration, the term cold-hammering had been used only, this would not have been written, but, as the terms “swaging” and “compression” were used, the door was opened. What is the difference? It is immense in its effect, as between simple hammering and swaging, between compression—squeezing—blows and hammering.
Hammering implies working between two plain faces which allows some parts of the metal acted upon to escape from the compressive effect of the blows more easily than other parts, hence unequal conditions result. Swaging implies the use of dies, which hold all parts of the metal acted upon up to the work they are to receive, and so produce an equable condition all through the mass. Again, compression, as against blows, produces effects peculiar to itself in that the work takes place in a gradual, gentle manner, rather than through shock and violence. Just why there is so marked a difference, whether it is because the parts composing the mass having more time are able to arrange themselves differently from what they do under the sudden effect of blows, whether the less friction of changing parts and less consequent heat, or any other of many guessed at causes lie back of what strikes the average mechanic as a phenomena, a paradox, will probably remain an open question for some time to come. That compressive swaging, properly done, however, will increase tenacity and strength tested in any way we choose, by bending, twisting, pulling, etc., is an unquestionable fact.
Pieces of cast-steel wire of high carbon percentage, suitable for drills, have been reduced by cold swaging sufficiently to become elongated more than 700 per cent, and then tied in knots and drawn up almost as tightly as would be possible in the case of a string. That this could be done when the fact is taken into consideration that the wire had been cold-worked—drawn since annealing—and was consequently in that condition so deprecated in the article under notice, the subsequent cold-working—swaging—taking place without annealing or heating after the drawing, and the knots being tied after the swaging with no heating or annealing, should settle the question, to some extent at least, whether cold-working per se, is the destructive agent which some believe it to be.—By S. W. GOODYEAR.