CHAPTER VIII
WORKING STEEL. WELDING. CASE HARDENING
Steel Work.
In making the cutters which are used in cutting out from leather the various regular and irregular pieces which are used in making boots and shoes, suspender ends, and many other things, the stock used is sometimes like that in a scythe, in having a part of it composed of iron, but while the steel of a scythe is preferably laid with iron on each side, it is better for that used for these cutters to extend up on one side, as shown in section in Fig. 221 of the accompanying engravings.

Steel Work. Fig. 221—Sectional View of Cutter Stock for Dies
This stock is bent and formed in such a manner that the edge, which is on the inner side, is exactly of the shape which is to be cut out. The customer gives the cutter-maker a pattern of just the size and shape wanted, and expects that the piece which the cutter cuts out will be exactly like it.
Let us suppose, for the purpose of illustration, that the pattern is the sole of a slipper, Fig. 222.
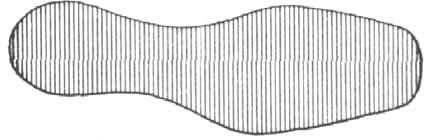
Fig. 222—Showing the Shape of the Inside of a Cutting Die
As the sole is cut out in one piece, the length of stock required for the cutter is found by measuring around the outline of the pattern with a flexible rule and allowing, over this, four times the thickness of the thick part of the stock. The ends are scarfed, and it is then lightly heated and bent around, as most convenient, in a rough and ready fashion to some form, so as to bring the weld at the heel. The scarfs are fitted, and when a good borax heat has been taken, it is brought out on the horn, and the first blow given to it is to weld the edge. It is right here that the success of the whole operation is involved. If the edge is not perfectly welded, the tool is absolutely worthless, for the edge is the part to which all the rest of the tool is auxiliary. At first thought it would seem that the stock was too thin on the edge to get a good weld there, but this is not found to be the case, and there is little attempt made to thicken it up before welding. As it is thin it must weld, if it welds at all, just where the weld is needed; while if it were thicker, and there was considerable stock left on it to be ground, or filed off, it might occur that the very part taken off would be all that was welded, and when it was removed there would then remain an unwelded edge. The expedient of using iron filings in welding is not usual with skilled workmen. After the edge is thoroughly secure, the cutter is skillfully formed into shape; care being taken to keep the opening, on the edge side, considerably smaller than on the back, so that when the pieces are cut out, they will drop through easily. There is no trouble about “drawing in” the edge to make it smaller than the back. It is done by letting the piece rest on the horn and then hammering the edge side down just beyond where it rests, as in Fig. 223. Another way is to hold the piece so that it rests on the horn a little back of the edge, and then the edge can be lightly hammered down as in Fig. 224. The first way is the best, but not the easiest. The last is apt to concave the piece too much near the edge, a fault that shows itself when the tool is somewhat worn. A very little practice will enable the workman to do the job with facility, either way, after he once tries it and understands the theory. It is necessary to be sure to have the stock long enough to commence with, in order that the back may be large enough to let the piece go easily through after it is cut.
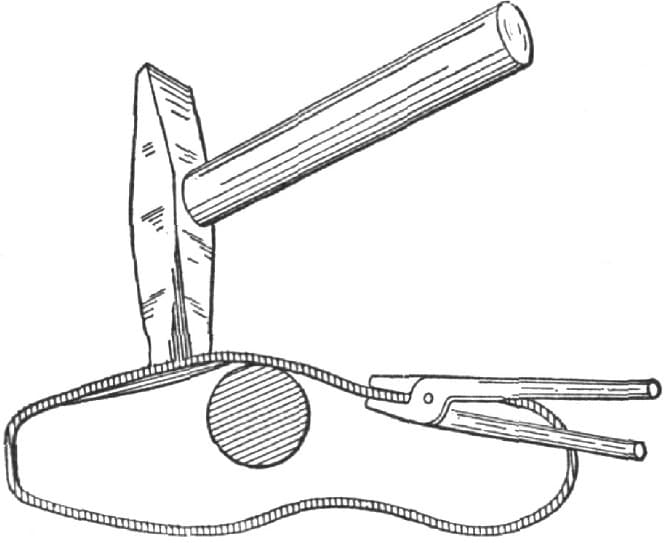
Fig. 223—Showing How the Edge is Drawn In
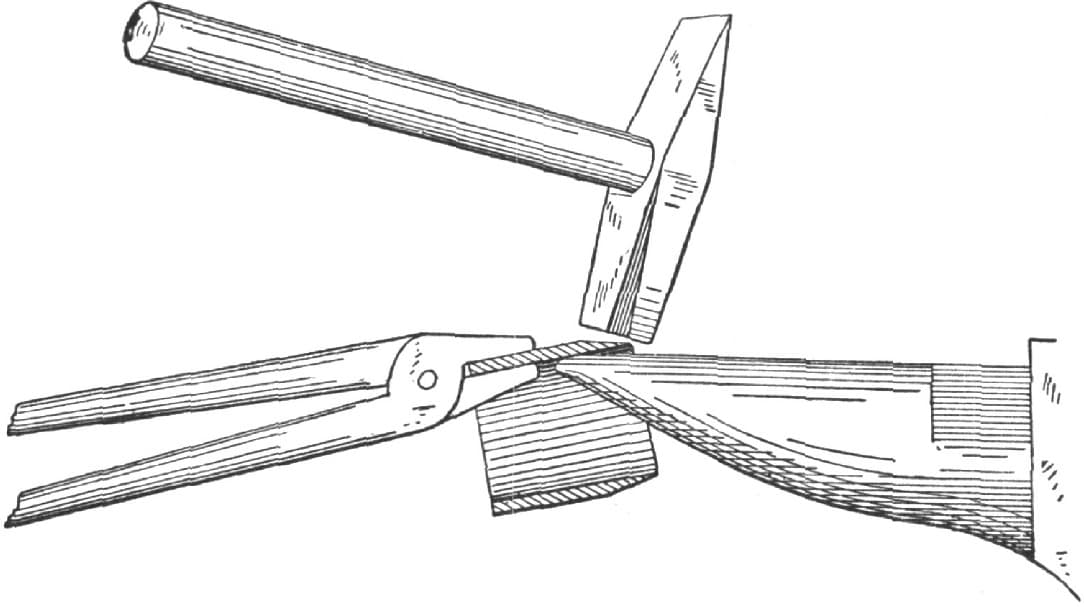
Fig. 224—Showing Another Method of Drawing In the Edge
When the cutters are formed, they are fitted with iron backs. These are sometimes made to be used by hand with a blow, and sometimes by power with a press. Fig. 225 shows a back for a hand cutter. It will be seen that it is a job which requires good iron. A piece of round iron for the handle is jump-welded on to a piece of flat iron, from which the spider is afterwards forged and cut out. It rests on the top edge of the cutter, and ears come over and down the side and are fastened through with rivets, as shown in the figure. The cutter is cleaned and finished inside before it is hardened. The hardening is done in oil, and then the temper is evenly drawn. The handle may then be riveted on and the edge may be nicely ground and finished afterward. There is no unnecessary finish put upon the rest of the tool. It simply receives a coat of paint.
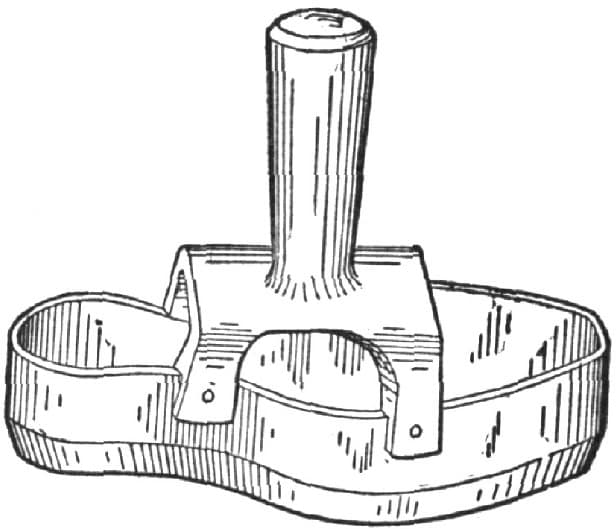
Fig. 225—Showing the Attachment of the Driving Shank to a Cutting Die
Where is the cutting edge of the cutter? Is it on the surface of the tooth, or is it buried some distance below the surface?
It is certainly on the surface of the teeth when you begin to use it, but the stock which will form the edge after the first edge is ground away is then buried beneath the surface, but that will not be the case if you do not grind off the face, but sharpen by grinding off from the tops of the teeth; then the faces of the teeth which remove the stock you are operating upon will always be hard.
It is a fact that if a goodly quality of wrought iron is used, a good cutting edge can be got by case hardening.
What is a case-hardened edge, in fact, but blister steel, made by the same process as that by which the carbon is best introduced into all really good blister steel?
The method of making large cutters which is most generally adopted, is to make the body of the cutter of either iron or steel, and into this body cut gains or recesses for the reception and holding of inserted teeth or cutters, much on the same principle that the large rotary cutters for wood are made on. The advantage of making them in this way is that the frame or foundation of the cutter does not have to be heated and hardened, and therefore is not subjected to the strain or liable to the danger of warping, which inevitably accompanies this operation.
There is, however, another way of making large cutters which I would not advise the timid or unskillful workman to attempt. This does not possess the advantage of requiring no heating to harden the teeth, and yet is considered by some as a very good way of making such tools. This method is to make a steel band of sufficient size to cut the teeth in and also give stock to support them. This toothed ring is sometimes tightly fitted and fastened to an iron center, as shown in Fig. 226, and sometimes an iron center is welded inside to it. It is sometimes asserted that a better method than this is to weld a steel band on the iron center, as it is closed around it, and finally to bring the band together and weld it either with a cross V, a butt, or a scarf weld; but to this method there is this objection, that it is a very risky business to make a cutting tooth, or the root or edge of a tooth, in a weld of any kind, and then undertake to harden it.
It appears to be much the safest way to make rings, in which teeth are to be cut, of solid steel; for there being then no weld where the teeth are to be, all of that fertile source of danger vanishes at once; and if it is decided to fit and fasten the centers without welding them, there is nothing to be apprehended, except the usual uncertainties of hardening. To make these as few and slight as possible, the steel must be heated to a low degree such as will barely suffice to harden it, in order that the change in the temperature which takes place suddenly when it is quenched may be no more than will answer the purpose, for from this sudden change much of the danger arises. Now it is well known that steel which has a large percentage of carbon will harden at less heat than that which has less, and therefore it is advisable that when it is to be hardened, it should be high in carbon. Make sure that nothing has been omitted that should be done before the piece is hardened. The hole should be bored out; three small half-round key seats should be cut under the centers of three teeth; the spaces between the teeth should be left rounding on the bottom, as sharp corners and even file scratches sometimes start cracks; the sides should be trued up to the proper thickness. Having made sure that nothing has been forgotten which will necessitate taking the temper out after the cutter is hardened, it may be packed in an iron box with charred leather, from which all pieces of metal have been removed—I have known zinc shoe nails, remaining in the leather, to melt and get on the work and prevent it from hardening. The box should then be well covered to prevent the carbon from getting out, and also to keep the air from getting in. The box may then be put into a charcoal fire, or into a furnace, and kept at a red heat for three or four hours. The piece may then be taken out. It should be of a heat that will look red in the shade, but not in the sun, and should be at once immersed in clean soft water, cool, not cold, 55° to 70° F. It should be held there as long as a tremor is felt. Immediately upon the cessation of this, it may be quickly removed to a vessel of oil of sufficient capacity to prevent the heat from rising, and there it should remain until the next morning. It should then be found hard, and unaltered in shape and sound. It may be heated to start the temper and relieve the tension, as the case may require, either as hot as boiling water, or it may be, nearly to a straw color, and while it is thus expanded it should be put in the right place upon the iron center, which if made of the correct size it will shrink tightly upon without being strained.—By B. F. SPALDING.
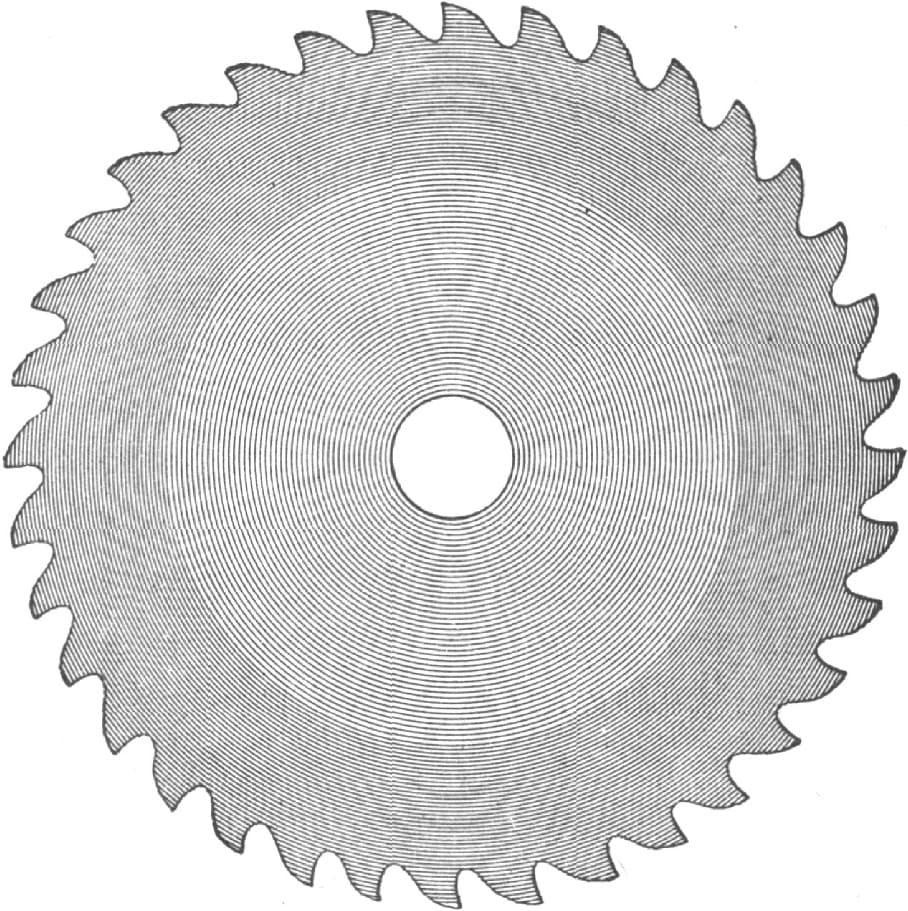
Fig. 226—Showing a Twelve-Inch Solid Steel Ring with Iron Center
The Art of Welding.
I have some remarks to offer on the subject of welding iron and steel which may not be entirely devoid of interest to your readers. The operation of welding is required in almost every piece of iron work used in the construction of wagons, cars, bridges, dwellings, etc. More than half of the blacksmith’s daily labor is expended on the work of welding. Hence the importance of thoroughly understanding this branch of the business, and of performing the operation in a work-manlike manner. Upon the character of the welding depends, in a great measure, the wear and strength of iron work. The art of welding is one attended with some difficulties. It is acquired only by years of careful study and practical experience. It is not so easy to master as the superficial observer might suppose. The successful smith puts into his work an amount of care and judgment that would hardly be expected by those who are not practically familiar with the trade. Many smiths are very careless in welding, and the bad work they produce frequently results not only in loss to their employers, but in damage to reputation. The difficulties in producing solid welds are many, and should be carefully studied by all who desire to succeed at their trade. A perfect weld cannot be made if any foreign matter comes between the two parts to be united. Hence the necessity of care in this direction. It costs no more in the way of fire to heat two pieces of iron or steel, so as to make a perfect weld, than to make a poor one, an argument which should convince everyone of the economy of good work. The losses attending poor work of this kind are to be figured up under several heads. Repairing is necessary. This causes loss of time in returning the work to the shop. The defective weld may have caused an accident. Cases have occurred in which persons have been killed by reason of poor welding. In returning imperfect irons for repair, freight or express charges are involved. After they reach the shop time is required in taking them apart and again in putting together after the poor work has been made good. Still other items might be enumerated, but enough has been presented for illustration. A defective weld is an expensive piece of injustice, and always results in pecuniary loss to the employer, and a loss of reputation to the individual smith. There is no valid excuse for a smith having broken irons with bad welds coming back for repairs in any considerable numbers.
If the weld is worth making at all it is worth making well. I admit that there are exceptions in welding as in everything else, and that a good smith in some cases may make a weld which he thinks is solid, but which is not. There is no excuse, however, for a smith to have broken irons coming back to him continually. Such a condition of affairs is traceable only to carelessness. Much of the defective work is due to over heating or not heating enough. Still other is due to carelessness in knocking the cinders from the irons before placing them together. Another difficulty is working with a green or new fire, or a fire full of cinders and dirt. In order to make a clean and solid weld, the cinders, which naturally accumulate while the irons are being heated, must always be knocked from them before they are placed together. A smith should not use a tool of any kind of his irons after they are welded, until he has again cleaned the scale from them. No good smith will try to weld his irons if his fire is not in proper shape. It always pays in the end to have a clean and well coked fire before undertaking to weld.
In carriage and wagon blacksmithing the smith’s ability is often tried to its full extent. He has not simply one brand of iron and steel to work, but a variety of brands. Experience, however, if he pays strict attention to his business, will soon teach him the nature of the various irons and steels with which he works, so that in time there will be no difficulty in accomplishing the desired results, whatever may be the material in hand. One difficulty which new beginners encounter is the tendency to keep pulling the irons in and out of the fire to see if they are hot enough. This alone is sufficient to insure a bad weld. Continuous poking around in the fire causes the irons to accumulate dirt and cinder, while it also tears the fire to pieces. Carelessness in matters of this kind frequently results in no hot coal around the irons, and in some cases with the bare blast striking the irons. A good welding heat is only obtained by the greatest care in little details of this kind. The smith must keep his irons between hot coals continuously while obtaining a weld heat. By so doing he can get a clean and good job; otherwise, he will fail.—By H. R. H.
Getting a Welding Heat.
I would like to tell the readers after having worked at my trade eleven years, and from my experience, I am able to say that success in blacksmithing depends chiefly on close observation, hard work, forethought and the ability to profit by the mistakes of others.
As regards the color of iron at a welding heat, that depends on the quality of the iron and coal employed. In our shop we use Piedmont coal, and when we get a fresh supply we cannot always tell when our iron is at welding heat by looking at the color, and so we often make mistakes. The best way to find out if your iron is hot enough is to take a small (say three-eighths) rod and feel the iron with it. When it is right for welding you can pick it off very easily with the rod.—By NOVIS HOMO.
Case Hardening.
PLAN 1.
Case hardening consists in the conversion of the surface of wrought iron into steel. The depth to which this conversion takes place ranges from about one sixty-fourth to one thirty-second of an inch. The simplest method of case hardening is to heat the work to a red heat and apply powdered prussiate of potash to the surface. In this process the secret of success lies in crushing the potash to fine powder, rubbing it well upon the work, so that it fuses and runs freely over the work, when the latter must be quenched in cold water.
It is essential that the potash should fuse and run freely, and to assist this a spoon-shaped piece of iron is often used, the concave side to convey the prussiate of potash and the convex side to rub it upon the work. If by the time the potash fuses the work has reduced to too low a heat to harden, it should be placed again in the fire, the blast being turned off, and worked over and over till a light blood-red heat is secured, and then be quenched in quite cold water.
Work case hardened by this process has a very hard surface indeed, and appears of a frosted white color, resisting the most severe file test. Since, however, it is an expensive process, and is unsuitable when the article is large and of irregular form, what is termed box hardening is employed. This consists in packing the articles in a box, inclosing the case-hardening materials. The box is made air-tight by having its seams well luted with fire clay. The case-hardening material most commonly used is bone dust, a layer of which is first spread over the bottom of the box. A layer of the pieces to be hardened is then placed in the box, care being taken to so place them that when the bone dust is consumed the weight of the uppermost pieces will not be likely to bend the pieces below them, or to bend of their own weight; and it follows that the heaviest pieces should be placed in the bottom of the box.
A better material, however, is composed of leather and hoof, cut into pieces of about an inch in size, adding three layers of salt; the proportions being about four pounds of salt to twenty pounds of leather and fifteen pounds of hoofs, adding about one gallon of urine after the box is packed. The box lid should be fastened down and well luted with fire clay. It is then placed in a furnace and maintained at a red heat for about twelve hours, when the articles are taken out and quickly immersed in water, care being taken to put them in the water endways to avoid warping them.
Articles to be case hardened in the above manner should have pieces of sheet iron fitted in them in all parts where they are required to fit well and are difficult to bend when cold. Suppose, for instance, it is a quadrant for a link motion; fit into the slot where the die works a piece of sheet iron (say one-fourth inch thick) at each end of the slot, and two other places at equi-distant places in the slot, leaving on the pieces a projection to prevent them from falling through the slot. In packing the quadrant in the box, place it so that the sheet-iron pieces will have their projections uppermost; then, in taking the quadrant out of the box, handle it carefully, and the pieces of iron will remain where they were placed and prevent the quadrant from warping in cooling or while in the box (from the pressure of the pieces of work placed above it).
Work that is thoroughly box case-hardened has a frosted white appearance, and the fanciful colors sometimes apparent are proof that the case hardening has not been carried to the maximum degree. These colors are produced by placing charcoal in the box and heating to a lesser degree.
Sheehan’s patent process for box case-hardening, which is considered a very good one, is thus described by the inventor.
DIRECTIONS TO MAKE AND USE SHEEHAN’S PATENT PROCESS FOR STEELIFYING IRON.
No. 1 is common salt.
No. 2 is sal soda.
No. 3 is charcoal pulverized.
No. 4 is black oxide of manganese.
No. 5 is common black rosin.
No. 6 is raw limestone (not burned).
Take of No. 1, forty-five pounds, and of No. 2, twelve pounds. Pulverize fine and dissolve in as much water as will dissolve it, and no more—say fourteen gallons of water in a tight barrel—and let it be well dissolved before using it.
Then take three bushels of No. 3, hardwood charcoal broken small and sifted through a No. 4 sieve. Put the charcoal in a wooden or iron box of suitable size made water-tight.
Next take of No. 4, five pounds, and of No. 5, five pounds, the rosin pulverized very fine. Mix thoroughly No. 4 and No. 5 with the charcoal in your box.
Then take of the liquid made by dissolving No. 1 and No. 2 in a barrel as stated, and thoroughly wet the charcoal with the whole of said liquid and mix well.
The charcoal compound is now ready for use.
A suitable box of wrought or cast iron (wrought iron is preferable) should next be provided, large enough for the work intended to be steelified.
Now take No. 6, raw limestone broken small (about the size of peas), and put a layer of the broken limestone, about one and one-half inch thick, in the bottom of the box. A plate of sheet iron one-tenth of an inch in thickness is peforated with one-fourth inch holes one inch apart. Let this plate drop loose on the limestone inside the box. Place a layer of the charcoal compound, two inches thick, on the top of said perforated plate. Then put a layer of the work intended to be steelified on the layer of charcoal compound, and alternate layers of iron and of the compound until the box is full, taking care to finish with a thick layer of compound on the top of the box. Care should also be taken not to let the work in the box come in contact with the sides or ends of the box. Place a suitable cover on the box and lute it with fire-clay or yellow mud. The cover should have a one-fourth inch hole in it to permit the steam to escape while heating.
The box should now be put in an open fire or furnace (furnace preferred), and subjected to a strong heat for five to ten hours, according to the size of the box and the bulk of iron to be steelified. Remove the pieces from the box one by one and clean with a broom, taking care not to waste the residue, after which chill in a sufficient body of clear, cold water and there will be a uniform coat of actual steel on the entire surface of the work to the depth of one-sixteenth or one-eighth of an inch, according to the time it is left in the fire. The longer it is left in the fire the deeper will be the coat of steel.
Then remove the residue that remains in the box, and cool with the liquid of No. 1 and No. 2, made for the purpose with twenty gallons of water, instead of fourteen gallons, as first used with the charcoal compound.
The residue must be cooled off while it is hot, on a piece of sheet iron or an iron box made for the purpose. Turn the residue into the supply box, and it will be ready for use again. The more it is used, the better and stronger it will be for future work.
There is nothing to be renewed for each batch of work but the limestone, and that, after each job, will be good burned lime.
This process does not spring nor scale the work, nor make it brittle, as the old method of case hardening does. That has been proved.—By JOSHUA ROSE, M. E.
Case Hardening.
PLAN 2.
One of the prime requirements in case hardening is, that the article shall be well polished. If the iron is not quite sound, or shows ash holes, it is hammered over and polished again. The finer the polish which is imparted to the surface, the better will be the results in case hardening. The articles are next imbedded in coarse charcoal powder in a wrought-iron box, which should be air-tight. Sometimes, instead of a wrought-iron box, a pipe is employed. This is really preferable, because it can be turned, thus allowing the heat to be applied more uniformly. After the articles have thus been prepared, the box or pipe is exposed for some twenty-four hours to a gentle cherry-red heat. Sometimes a flue steam boiler is used for this purpose, or the heat may be obtained in any other place where a fire is maintained uniformly. By exposing the articles to the heat for the period named, a hard surface of about one-eighth of an inch in depth is obtained. If so much time cannot be given to the operation, or if deep hardening is not required, the articles may be imbedded in animal charcoal, or in a mixture of animal charcoal and wood charcoal, and exposed for a much less period of time. Four or five hours will be found sufficient to make a good surface of steel. It is frequently necessary to case harden a single article, which necessitates a very different operation from that which we have just been describing.
The charcoal is finely pulverized and mixed into a paste with a saturated solution of salt. The tool, whatever it may be, is then well covered with this paste and dried. Over the paste is laid a coating of clay moistened with salt water, which is also gently dried. The article thus prepared is now exposed to a gradually increasing heat, until it is brought to a bright red, but not beyond it. This heat will be found sufficient to give a fine surface to small objects. In all cases the article is plunged in cold water, when it has been heated the proper time and up to the proper degree.
While the operation of case hardening as we have described it is very simple, it is not so easy a matter to select the qualities of iron by which the best results will be obtained. If the iron is of coarse fiber, the hardened and polished surface will be unsound; if the iron is impure, it will be brittle after being hardened. The best iron for the purpose is one of very fine and close grain. The test by which its quality may be determined is as follows:
Heat a piece a little beyond the heat by which it is to be hardened and plunge it into cold water. If it retain its fiber and malleability after this test, and is free from ash holes, it is safe to conclude that it is entirely suitable for the purpose of case hardening.