3
ELEMENT C : INTERIORS
INTRODUCTION
Interior construction is a formidable component of architecture. After all, people spend more time inside buildings than outside. A main purpose of architecture is to provide sheltered interior space. Compliance with life safety requirements, functional needs of myriad building users, and aesthetic concepts all influence the design, detailing, and construction of interior space. In addition, the rate of change for a building’s interior is often frequent, and could be as rapid as every few years for a commercial space. This practice only serves to escalate the required attention to interior construction detailing in support of flexibility.
This chapter provides a foundation of interior detailing basics for various primary building components and systems for use with most building types, answering the question, “What does a design professional need to know about interiors to think critically about interior detailing and related construction documents?” The material, however, does not attempt to address specific manufacturer’s systems or products, as interior building components and finishes are constantly evolving. The design professional is encouraged to investigate interior systems and products through Web-based resources or readily available manufacturers’ product literature and samples. At the same time, the design professional is encouraged to consider utilizing sustainable products, especially as many of these manufacturers have taken the industry lead in the development of sustainable and recycled-content products for interior construction.
One significant criterion for interior finish selection should involve environmental considerations such as indoor air quality, sustainability, and environmental consequences. Refer to Chapter 12 for an overview.
INTERIOR CONSTRUCTION
PARTITIONS
This section discusses common types of partitions, in particular, gypsum board assemblies and glass-reinforced gypsum assemblies, as well as the design of fire-resistant partitions.
GYPSUM BOARD ASSEMBLIES
Gypsum board assemblies consist of gypsum board and framing, which can be wood or metal, and may include sound attenuation, and fireproofing materials.
Contributors:
Ted Kollaja, AIA, Gensler, Dallas, Texas; Lohan Caprile Goettsch Architects, Chicago, Illinois; Any Adams, Anshen + Allen, Architects, San Francisco, California; Jim Johnson, Wrightson, Johnson, Haddon & Williams, Inc., Dallas, Texas.
WOOD-FRAME GYPSUM BOARD PARTITIONS
3.1
Contributors:
Ted Kollaja, AIA, Gensler, Dallas, Texas; Lohan Caprile Goettsch Architects, Chicago, Illinois; Andy Adams, Anshen+Allen, Architects, San Francisco, California; Jim Johnson, Wrightson, Johnson, Haddon & Williams, Inc., Dallas, Texas.
METAL-FRAME GYPSUM BOARD PARTITIONS
3.2
FIRE-RESISTANT DESIGN
Several methods, both active (fire suppression) and passive, are possible for protecting building structures from fire. Designing for fire protection may include dividing a building into isolated modules with a limited number of penetrations for openings, electrical conduits, and ducts. Modules could be protected with applied fireproofing, sprinklers, or both, depending on use, occupancy, potential exposure to abuse, and requirements of authorities having jurisdiction. Costs of a fire suppression system may be offset by savings from less restrictive requirements for construction and finishes.
Avoiding fire-rated doorways reduces costs for doors, hardware, and signs. Avoiding penetrations for electrical and mechanical work reduces the need for and expense of penetration firestopping, fire safing, and fire dampers.
APPLIED FIREPROOFING
Applied fireproofing materials protect structural steel in both concealed and exposed applications. There are many types of applied fireproofing, including cementitious and cement aggregate, and mineral-fiber cementitious products, used predominantly for concealed locations. There also materials used for exposed locations that require a more finished appearance.
Fire-resistance design decisions can affect the cost, scheduling, and complexity of the application. For example, to forestall problems with warranty limitations and with the vulnerability of roof assemblies protected by applied, fire-resistive materials when subject to construction, maintenance, or repair activities on the roof, roof-ceiling designs might be limited to those assemblies protected by materials other than sprayed fire-resistive materials applied to the underside of steel deck or to those not requiring additional protection.
On a project-by-project basis, floor-ceiling assemblies, which are usually stiffer than roof-ceiling assemblies, may or may not require protection by sprayed fire-resistive materials applied on the underside of steel deck. It may be possible to eliminate the need to directly apply fire-resistive materials to the underside of steel deck by comparing design options with the same ratings, then selecting a design that results in thicker concrete slabs and requires no other protection of the steel deck. The resulting stiffer floors will have the additional benefit of being better substrates for thin, rigid flooring, such as tile for restrooms.
If constraints, such as weather, aesthetic appearance, construction scheduling, environmental concerns, or the design program, make using sprayed fire-resistive materials inappropriate, alternative methods of protection may eliminate or reduce their extent. Alternative methods can include:
• Protecting structural steel with concrete
• Masonry; fire-safing insulation
• Mineral-fiberboard fire protection
• Sprinklers
• Assemblies of gypsum plaster, portland cement plaster, gypsum board, veneer-plaster gypsum board, and rated acoustical ceiling panels
EXPOSED APPLICATIONS
For exposed applications, fire-resistive materials are higher in density, compressive strength, bond strength, and hardness than those for concealed applications. Suggestions for high-density products include exposed interior areas protected by deluge sprinkler systems and areas subject to contact, physical abuse, high impact, chemical exposure, high humidity, air, and erosion. Examples of areas where denser fire-resistive materials might be considered are parking garages, loading docks, piers, cargo facilities, warehouses, manufacturing plants, mechanical rooms, elevator machine rooms, shafts, air-handling plenums, stairwells, clean rooms, gymnasiums, and swimming pools.
The following products are used for exposed applications:
• Cementitious fireproofing
• Mineral-fiber cementitious fireproofing
• Magnesium cement fireproofing
• Intumescent mastic fireproofing, including water-based formulations, nonwater-based formulations, and thin films
ENCAPSULANTS
Encapsulants include materials that are applied either over previously applied fire-resistive fibrous and cementitious formulations or to structural members from which previously applied materials have been removed. The latter are called lockdown encapsulants. Typically, encapsulants are part of a separate asbestos-abatement contract.
SEALERS AND TOPCOATS
Sealers and topcoats, mandatory or optional, are offered by some manufacturers to enhance product performance and to improve specific physical property limitations of individual formulations, such as resistance to chemicals and to growth of bacteria, fungus, mildew, and mold. Sealers and topcoats must be compatible with the manufacturer’s formulation for sprayed fire-resistive materials. They should be applied at rates that maintain fire-resistance ratings; the saturation of sprayed fire-resistive materials with sealers and topcoats would probably negate fire-resistance performance.
BOARD FIREPROOFING
Board fireproofing includes calcium-silicate and slag-fiberboards, and is used for fire protection of steel columns, steel beams, metal and wood framed walls, and solid walls. Another use for mineral-fiberboard fireproofing is the protection of HVAC ducts.
The use of board fireproofing instead of applied fireproofing eliminates the cleanup of a wet residue and possible delays for drying that result from using applied materials. Board fireproofing is also less likely to corrode metal substrates.
CALCIUM SILICATE BOARDS
Calcium silicate board is manufactured either from xonotlite or a combination of xonotlite and tobomorite. Xonotlite differs from tobomorite in crystalline structure and in physical properties. Xonotlite is designed for continuous service at 1700°F, and tobomorite at 1200°F , although both must withstand higher temperatures during testing per ASTM E 119, “Standard Test Methods for Fire Tests of Building Construction and Materials,” to attain UL-listed fire-resistance ratings. Most, if not all, board fireproofing systems are typically concealed behind other construction; however, the higher-density forms of calcium silicate can be left exposed, and painted.
SLAG-FIBERBOARD FIREPROOFING
Slag-fiberboard consists of fibers made from slag, which is a by-product of the production of steel, copper, and lead. Slag is the mineral waste that rises to the top of molten metal. Its uses include thermal insulation, curtain-wall insulation, and safing insulation to establish fire barriers in the space between floor edges and curtain-wall spandrel panels. Slag-fiberboards are more prone to damage and deterioration than calciumsilicate boards; they are also softer, lighter, more absorbent, and more compressible.
PENETRATION FIRESTOPPING
Fire-test-response characteristics of penetration firestopping are measured in terms of F- and T-ratings. These are determined by testing according to ASTM E 814, “Standard Test Method for Fire Tests of Through-Penetration Fire Stops.”
• F-ratings indicate that the firestop system withstood the fire test for the rating period without the following taking place: flames passing through openings, flaming of any element on the unexposed side of the firestop system, and the development of any openings that permit water from the hose stream to project beyond the unexposed side.
• T-ratings signify that heat transmitted through the firestop system during the rating period did not raise the temperature of any thermocouple on the unexposed firestop system surface or on any penetrating item by more than 325°F above its initial temperature.
When selecting penetration firestopping assemblies, the design professional must understand both what the building code requirements and how authorities having jurisdiction will interpret and enforce its provisions.
INTERIOR DOORS
This section begins by introducing the basic concepts and terminology encountered when working with interior doors. It goes on to examine common types of doors and special considerations such as fire safety.
BASIC DOOR TERMINOLOGY
These are basic terms and concepts inherent to door design:
• Active leaf: The primary operating leaf of a door pair.
• Air curtain: A mechanically produced downward stream of air across a door opening intended to prevent transmission of heat and weather.
• Automatic closing: A door that is normally open, but that closes without the necessity for human intervention, and is activated as a result of a predetermined temperature rise, rate of temperature rise, or combustion products.
• Automatic door bottom: A device applied to the back side of a door at the bottom, or mortised into the bottom edge of a door, which seals the undercut of a door as it is closed.
• Balanced door: A door equipped with double-pivoted hardware designed to cause a semicounterbalanced swing action when opening.
• Buck: A subframe of wood or metal set in a wall or partition to support the finish frame of a door.
• Casing: The finished, often decorative framework around a door opening, especially that which is parallel to the surrounding surface and at right angles to the jamb.
• Coordinator: A device used on a pair of doors to ensure that the inactive leaf is permitted to close before the active leaf.
•
Door bevel: The slight angle given to the lock stile (vertical edge) of a door, which prevents the door from touching the lock jamb as it swings. Typical bevels are:
• 1-3/8-in. door—none
• 1-3/4-in. door—7/64 in.
• 2-1/4-in.—9/64 in.
• Double-egress door: A pair of doors within a single special frame that swing in opposite directions to allow emergency egress from either side. Typically used where a fire or smoke partition crosses a corridor.
• Flush bolt: A door bolt set flush with the face or edge of the door.
• Fire-door assembly: Any combination of a fire door, frame, hardware, and other accessories that together provide a specific degree of fire protection.
• Fire exit hardware: Panic hardware that is listed for use on fire-door assemblies.
• Head: The horizontal portion of a door frame above the door opening.
• Jamb: The vertical members at the sides of a door opening.
• Labeled: Equipment, products, or materials marked with the label, symbol, or other identifying mark of an approved testing organization that indicates compliance with standards for manufacture and testing.
• Listed: Equipment, devices, materials, or services included in a list published by a testing agency that have been shown to meet applicable standards for use in fire-rated assemblies or that have been tested and found suitable for use for a specified purpose.
• Panic hardware: A door-latching assembly incorporating a device that releases the latch upon the application of a force in the direction of egress travel.
• Power-assisted door: A door with a mechanism that helps to open the door or to relieve the opening resistance of the door.
• Prehung door: Door and frame combination fabricated and assembled by the manufacturer and shipped to the site.
• Sill: The horizontal members at the bottom of a door opening.
• Subcasing: The finish frame components that support and guide the door.
• Undercut: The space between the bottom edge of a door and the sill or threshold.
PARTS OF A DOOR
3.3
DOOR NOMENCLATURE
3.4
DOOR OPENING COMPONENTS
3.5
WOOD STOPS
3.6
FRAME OPENING TYPES
3.7
MEETING EDGE TYPE FOR DOUBLE-DOOR LEAVES
3.8
DESIGN CONSIDERATIONS
DOOR HANDING
The hand, or the handing, of a door refers to the standard method of describing the way a door swings. Handing is used in the industry to communicate how a door swings and the kind of hardware that must be supplied for a specific opening. Some hardware is specific to the hand of the door due to the bevel on the strike side of the door. Hardware that works on any hand of door is called reversible or nonhanded.
Handing is determined by standing on the outside of the door looking at the door. If the door hinges on the left and swings away, it is a left-hand door.
The corridor side is considered the outside of a room door, as is the lobby side of a door opening into a room or the room side of a closet door. When the distinction between outside and inside is not clear, the outside is considered the side of the door where the hinge is located.
HANDS OF DOORS
3.9
In the architectural door hardware industry, the position of the hinges on a door—right or left as viewed from outside the entryway—determines the handing.
SINGLE-ACTING DOOR
3.10
The single-acting door, the most common door type, has a leaf that operates in a swinging or sliding motion in only one direction.
DOUBLE-ACTING DOOR
3.11
Double-acting doors have a leaf that operates in two directions. There is usually no stop present to restrict the motion of the door, but when the door can be stopped, it can be released mechanically to permit access in an emergency.
BALANCED DOOR
3.12
A balanced door is a single-action swinging door mounted on offset pivots. The leaf operates independently of the jamb, and the elliptical trajectory of the leaf requires less clear floor space than a conventional swinging door.
DOOR CORES
Working with door cores requires an understanding of these concepts:
• Hollow-core versus solid-core doors: Hollow-core doors are typically used in residential construction and for commercial doors subject only to light use. Institutional hollow-core doors, with heavier stiles and rails and with additional blocking, have increased strength and resistance to warping, but may cost as much as some solid-core doors. Solid-core doors are more secure, more durable, more resistant to warping, and allow less acoustical transmission. They are used in most institutional and commercial projects.
• Door bevel: Doors are beveled to allow the door to open past the jamb without binding. The standard bevel is 1/8 in. in 2 in. Generally, unit locksets are only available with the standard bevel; cylindrical locksets are available with either flat or standard bevel, and mortise locksets are available with bevels adjustable from flat to standard.
•
Bonded versus nonbonded cores: Solid-core doors can either be bonded or nonbonded. With a bonded core, the stiles and rails are glued to the core material and the whole assembly is sanded as a unit before the faces are applied. This reduces the likelihood of telegraphing. With a nonbonded core, the elements can vary slightly in thickness and can telegraph noticeably through the faces. Five-ply doors are typically made with a bonded core, whereas seven-ply doors are made with a nonbonded core. Figures 3.13 through 3.16 show the most common core types. Other options are available, including structural composite lumber (or laminated strand lumber). The following are specialized cores that may be desired, dependent on the project requirements:
HOLLOW CORE
3.13
Contributor:
Richard J. Vitullo, AIA, Oak Leaf Studio, Crownsville, Maryland.
PARTICLEBOARD CORE
3.14
STAVED LUMBER CORE
3.15
MINERAL COMPOSITION CORE
3.16
• Sound-insulating core: A special core available in thicknesses of 1-3/4 in. and 2-1/4 in. The 1-3/4-in. core can provide a Sound Transmission Class (STC) rating of 36; the 2-1/4-in. core can achieve an STC of 42. Barrier faces are separated by a void or damping compound to keep the faces from vibrating in unison. Special stops, gaskets, and threshold devices are also required.
• Lead-lined core: A special core consisting of 1/32-in. to 1/2-in. continuous lead sheeting edge to edge inside the door construction. This material may be reinforced with lead bolts or glued.
DOOR SIZES
Both wood and hollow metal doors are available in a variety of standard widths. Custom doors can be fabricated in any size, but it is generally best to design around standard door sizes.
STANDARD DOOR SIZES
3.17
STILE AND RAIL TERMINOLOGY
3.18
STILE AND RAIL RAISED PANEL
3.19
STILE AND RAIL DOOR DETAILS
3.20
PANELS
Flat panels are typically three-ply hardwood or softwood. Raised panels are constructed of solid hardwood or softwood built up of two or more plies. Doors 1 ft-6 in. wide or less are one panel wide.
STILES AND RAILS
Panel doors consist of a framework of vertical (stile) and horizontal (rail) members that hold solid-wood or plywood panels, glass lights, or louvers in place.
The doors are made of solid or built-up stiles, rails, and vertical members (muntins), typically doweled per applicable standards. Dependent of location, common species include ponderosa pine, fir, hemlock, or spruce and hardwood veneers. Hardboard, metal, and plastic facings are available in various patterns.
NOTE
3.17 a. Door width is independent of door height and thickness.
WOOD SLATS
3.21
WOOD CHEVRONS
3.22
GLAZING
Most building codes require all glass in doors to be safety glazed. Insulated safety glazing is available for increased thermal or acoustical performance.
BUILT-UP MEMBERS
The core and edge strip materials are similar to those used in flush doors. Face veneer is typically hardwood at 1/8-in. minimum thickness.
GLASS STOPS AND MUNTINS
Typical profiles used for trim work include cove, bead, or ovolo.
DOOR HARDWARE
Following are common terms used when discussing and defining door hardware:
• Coordinator: A device used on a pair of doors to ensure that the inactive leaf is permitted to close before the active leaf.
• Cylinder (of a lock): The cylindrical-shaped assembly containing the tumbler mechanism and the keyway, which can be actuated only by the correct keys.
• Cylinder lock: A lock in which the locking mechanism is controlled by a cylinder.
• Deadbolt (of a lock): A lock bolt having no spring action or bevel, and which is operated by a key or turnpiece.
• Door bolt: A manually operated rod or bar attached to a door, providing means of locking.
• Doorstop: A device to stop the swing or movement of a door at a certain point.
• Electric strike: An electrical device that permits releasing of the door from a remote control.
• Exit device: A door-locking device that grants instant exit when someone presses a crossbar to release the locking bolt or latch.
• Flush bolt: A door bolt set flush with the face or edge of the door.
• Lockset: A lock, complete with trim, such as handles, escutcheons, or knobs.
• Mortise: A cavity made to receive a lock or other hardware; also the act of making such a cavity.
• Mortise lock (or latch): A lock designed to be installed in a mortise rather than applied to the door’s surface.
• Rabbet: The abutting edges of a pair of doors or windows, shaped to provide a tight fit.
• Reversible lock: A lock that, by reversing the latch bolt, may be used by any hand. On certain types of locks, other parts must also be changed.
• Rose: A trim plate attached to the door under the handle; sometimes acts as a handle bearing.
• Shank (of a handle): The projecting stem of handle into which the spindle is fastened.
• Spindle (of a handle): The bar or tube connected with the knob or lever handle that passes through the hub of the lock or otherwise engages the mechanism to transmit the handle action to the bolt(s).
• Stop (of a lock): The button or other small device that serves to lock the latch bolt against the outside handle or thumb piece, or unlock it if locked. Another type holds the bolt retracted.
• Strike: A metal plate or box that is pierced or recessed to receive the bolt or latch when projected; sometimes called the keeper.
• Three-point lock: A device sometimes required on three-hour fire doors to lock the active leaf of a pair of doors at three points.
ACCESSIBLE DOOR
3.23
BOLT MECHANISMS
3.24
A mortise bolt is a miniature deadlock, with the bolt projected or retracted by a turn of the small knob. Face the outside of the door to determine its hand. The outside of the door is the key side, or that side which would be secured should a lock be used. This would usually be the exterior of an entrance door or the corridor side of an office door.
Contributor:
Richard J. Vitullo, AIA, Oak Leaf Studio, Crownsville, Maryland.
HINGE TYPE
3.25
ELEMENTS OF A HINGE
3.26
SPECIALTY HINGES
3.27
HINGE HEIGHT
3.28
| THICKNESS (IN.) | WIDTH OF DOORS (IN.) | HEIGHT OF HINGES (IN.) |
|---|
| Doors 3/4 to 1 (cabinet door) | Any | 2-1/2 |
| 1-1/8 (screen door) | To 36 | 3 |
| 1-3/8 | To 36 | 3-1/2 |
| Over 36 | 4 |
| 1-3/4 | To 41 | 4-1/2 |
| Over 41 | 4-1/2 heavy |
| 1-3/4 to 2-1/4 | Any | 5 heavy |
| TRANSOMS |
| 1-1/4 and 1-3/8 | | 3 |
| 1-3/4 | | 3-1/2 |
| 2, 2-1/4, and 2-1/2 | | 4 |
TYPES OF HINGE PINS
3.29
TYPES OF HINGES
3.30

NOTES
3.26 a. Swaging is a slight offset of the hinge at the barrel, which permits the leaves to come closer together and improves the operation and appearance of the door.
b. A leaf is one of the two attaching plates that when fastened together by the hinge pin from a complete hinge.
c. Bearings (ball, oil-impregnated, or antifriction) offer the best ease of operation and durability.
d. Nonrising pins are a feature of quality hinges. Also available are nonremovable pins (NRP), with set screws, spun pins (FSP) without tips, and floating pins (FTP) with tips driven in both ends.
e. Close tolerances, especially in the pins, prevent excessive wear and are characteristic of high-quality, heavy-duty hinges.
f. A security stud, with matching hole in opposite leaf, is attached to a hinge to prevent door removal even if the pin is removed.
g. Hinges are available in brass, bronze, stainless steel, and carbon steel.
Contributor:
Richard J. Vitullo, AIA, Oak Leaf Studio, Crownsville, Maryland.
DOOR TYPES
This section discusses these common types of doors:
• Wood
• Hollow metal
• Glass
• Overhead coiling
• Coiling fire
• Floor, wall, and ceiling access
WOOD DOORS
Wood doors are available with
face materials of wood veneer, composite veneer, high-density plastic laminate, medium-density overlay, and hardboard. Wood veneer on manufactured doors is available only in the species offered by the manufacturer, but custom doors may be faced with any veneer available on the world market. Both reference standards listed later in this discussion require face veneers of at least 1/50 in., but thicker veneers may be specified. Veneers may be rotary cut, plain sliced, quarter-sliced, or rift cut, and may be matched with random, slip, and book-matched methods.
• Composite veneers are manufactured by slicing sustainably grown hardwoods, and then vat-dying and pressing them into new, composite “logs.” The composite logs are then sliced to form new veneers that replicate other natural woods. By using various colors of natural veneers and slicing angles of the composite log, a nearly unlimited number of simulated wood species and veneer patterns can be created. These veneers can be applied to doors in the same way as natural veneers.
• Plastic laminate veneers provide a durable surface and are available in hundreds of available colors and patterns.
• Medium-density overlay (MDO) faces are used to provide a smooth, paintable surface that resists grain raising and moisture. For this reason, they are often used for exterior doors.
• Hardboard is used with three-ply construction for interior doors that are to be painted, and as a lower-cost option for MDO.
WOOD DOOR STANDARDS
The two main wood door standards are WDMA, I.S. 1-A, “Wood Flush Doors,” published by the Window and Door Manufacturers Association, and the “AWI Architectural Woodwork Quality Standards,” published by the Architectural Woodwork Institute. Generally, the WDMA standard is used to specify standard manufacturers’ doors, while the AWI standards are used to specify custom doors. The Woodwork Institute of California also publishes standards in its Manual of Millwork.
WOOD DOOR GRADES
Both WDMA and AWI standards classify doors into three grades: Premium, Custom, and Economy
. • Premium grade is specified when the highest level of materials, workmanship, and installation is required.
• Custom grade is suitable for most installations and is intended for high-quality work.
• Economy grade is the lowest grade and is intended for work where price is a primary factor.
Despite these common grade names, however, there are some differences between the WDMA and AWI standards, which should be recognized during project design.
WOOD DOORS
3.31
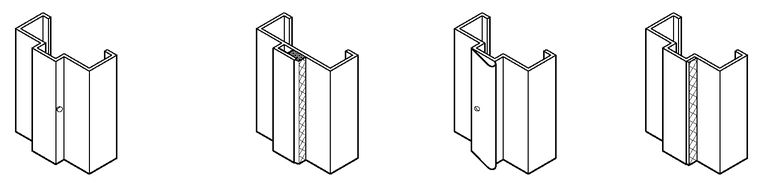
WOOD DOOR FRAME INSTALLATION DETAILS
FRAME DETAILS IN WOOD WALL CONSTRUCTION
3.32
FRAME DETAILS IN MASONRY WALL CONSTRUCTION
3.33
HOLLOW METAL DOORS
Hollow metal doors are doors constructed from sheet steel attached to various types of cores. They are generally used in steel frames, also constructed of sheet steel bent into various profiles.
To identify each of the several types of steel doors, the Steel Door Institute (SDI) uses a standard door design nomenclature. Many of these are shown in the accompanying Figure 3.34. Refer to SDI 106, “Recommended Standard Door Type Nomenclature,” by the Steel Door Institute for a complete listing and for more information on door nomenclature and construction.
STEEL DOOR TYPES ACCORDING TO SDI
3.34
Contributors:
Daniel F. C. Hayes, AIA, Washington, DC; Richard J. Vitullo, AIA, Oak Leaf Studio, Crownsville, Maryland.
HOLLOW METAL DOOR CONSTRUCTION
3.35
STANDARD STEEL DOOR GRADES AND MODELS
3.36
Source: Steel Door Institute, SDI-108, Cleveland, Ohio
KNOCKDOWN FRAME CORNER CONSTRUCTION
3.37
STANDARD HOLLOW METAL FRAMES
3.38
Door and frame thicknesses should be indicated in minimum thickness of uncoated steel rather than by the older method of gauges. Common frame thicknesses include those listed in Table 3.66.
GAUGE/DECIMAL THICKNESS EQUIVELANTS
3.39
| INCHES | GAUGE |
|---|
| 0.042 | 18 |
| 0.053 | 16 |
| 0.067 | 14 |
| 0.093 | 12 |
FLUSH FRAME
3.40
Use anchors appropriate for the type of wall construction; a minimum of three per jamb is required. Grout frame with mortar or plaster as used in wall. Caulk frame at wall. Dimension A is minimum 3 in. in area of pull or knob hardware. Trim may be used to cover joint at wall line. Check dimension B on hinge side for door swing greater than 90°.
WRAPAROUND FRAME
3.41
The basic wall dimension is less than the throat-opening dimension. Use anchors appropriate for the type of wall construction; a minimum of three per jamb is required. Fill frame with mortar or plaster as used in the wall. Grout frame at masonry wall.
NOTE
3.36 Stiles and rails are 16-gauge; flush panels, when specified, are 18-gauge.
STANDARD STEEL FRAME
3.42
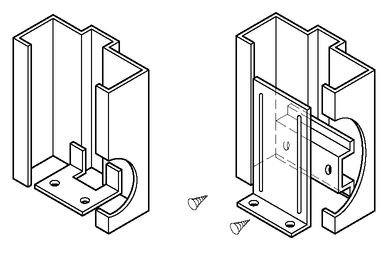
FLOOR ANCHORS
3.43
HOLLOW METAL FRAME STOPS AND SEALS
3.44
GLASS DOOR CONFIGURATIONS
3.45
SDI DOOR LEVELS
SDI 108, “Recommended Selection and Usage Guide for Standard Steel Doors,” provides recommendations for levels of doors within a variety of building types and usages. In general, these levels should be used:
• Level 1 Standard Duty: Doors for interior use in residences, dormitories, and hotels, except for entrances; individual office doors in office buildings and other commercial structures; and closets in most buildings.
• Level 2 Heavy Duty: Doors for entrances to apartments, dormitories, and hotels, stairways, toilet rooms, hospital patient and operating rooms, and school classrooms.
• Level 3 Extra Heavy Duty: Entrance and stairwell doors in most buildings; in commercial and industrial buildings and schools, except closets; and in hospital kitchens.
• Level 4 Maximum Duty: Doors for high-traffic entrances and stairwells in commercial and industrial buildings and entrances requiring increased security. Entrance and gymnasium doors in schools.
HOLLOW METAL FRAME FINISHES
Hollow metal frames should receive at least one shop coat of rust-inhibitive primer before delivery to the job site. In very corrosive atmospheres such as saltwater beach locations, is it advisable to have doors and frames hot-dipped-galvanized for additional protection. If doors are used in severe, humid environments or in humid areas such as pools or kitchens, a galvanized coating should be used either the hot-dip or electrolytic process.
Frames with factory-applied paint finishes in various colors are available from several manufacturers.
GLASS DOORS
Glass doors are constructed primarily of glass, with fittings to hold the pivots and other hardware.Their strength depends on the glass rather than the framing. Glass doors are generally constructed of 1/2-in. or 3/4-in. tempered glass.
Glass doors may be installed within an opening or as part of an all-glass entrance system. If used alone, glass doors may be set within a wall opening with or without a frame, or they can be installed between glass sidelights. The same type of fitting used on the door is generally used for sidelights. Although jamb frames of aluminum, wood, or ornamental metal can be used, they are not necessary, and the glass sidelights can be butted directly to the partition.
The minimum configuration for a glass door requires some type of door pull and a corner fitting at the top and bottom (sometimes called the shoe) to hold the pivots. Some manufacturers provide hinge fittings that clamp on the glass and support the door in much the same way as a standard hinged door.
If the door is used for egress, the local building code may require the use of special hardware that allows the door to be locked from the outside but still allows the door to be unlatched and opened from the inside with a single push on a push bar. Glass doors are heavy and may require a power operator or a balanced door system.
FIRE-RESISTANCE-RATED OPENINGS
Fire-resistance-rated assemblies for openings, used to protect against the spread of fire and smoke, consist of a fire-rated door or window with frame, hardware, and accessories, including gasketing. Each component is crucial to the overall performance of the assembly as a fire barrier. Choices to be made regarding the enclosure of openings in fire-rated walls include:
• Fire-resistance rated wall requirements
• Size of opening
• Means of egress
• Required size per occupancy
• Quantity and location
• Direction of egress flow and operation of enclosure
• Hardware requirements
• Window egress requirements
• Materials and finishes
• Security
• Visibility and glazing
DEFINITIONS
The terms defined here are commonly used in relation to fire-resistance-rated openings:
• Automatic: Providing a function without the necessity of human intervention.
• Fire barrier: A continuous membrane, either vertical or horizontal (e.g., a wall, floor, or ceiling assembly), that is designed and constructed with a specified fire-resistance rating to limit the spread of fire and restrict the movement of smoke.
• Fire resistance: The property of materials or their assemblies that prevents or retards the passage of excessive heat, hot gas, or flames under conditions of use.
• Fire-resistance rating: The time, in minutes or hours, that materials or assemblies have withstood fire exposure in accordance with the test procedure of NFPA 252.
• Labeled: Equipment or materials marked with the label, symbol, or other identifying mark of an organization concerned with product evaluation, and acceptable to the local jurisdiction. This organization must periodically inspect the production of labeled equipment.
The manufacturer, by labeling the product, indicates compliance in a specified manner with appropriate standards or performance.
• Noncombustible: A material that, in the form in which it is used and under the conditions anticipated, will not aid combustion or add appreciable heat to an ambient fire.
• Self-closing: As applied to a fire door or other protective opening, self-closing means the door is normally closed and is equipped with an approved device that will ensure closure after the door has been opened.
• Smoke barrier: A continuous membrane, either vertical or horizontal (e.g., a wall, floor, or ceiling assembly), that is designed and constructed to restrict the movement of smoke. A smoke barrier may or may not have a fire-resistance rating.
FIRE PROTECTION CRITERIA
NFPA 80, “Standard for Fire Doors and Fire Windows,” is a consensus standard that establishes minimum criteria for installing and maintaining assemblies and devices used to protect openings in walls, ceilings, and floors from the spread of fire and smoke. The degree of fire protection (in hours) required for a given opening is referenced in the building codes and the Life Safety Code (NFPA 101). Fire doors are classified by hourly references determined by testing done in accordance with NFPA 252, “Standard Method of Fire Tests of Door Assemblies” (also known as UL 10B). Further information is available in the NFPA’s Fire Protection Handbook.
TYPES OF OPENINGS
The hourly protection rating for openings depends on the use of the barrier—whether as exit enclosures, vertical openings in buildings, building separation walls, corridor walls, smoke barriers, and hazardous locations. In most codes, class designations have been replaced by hour classifications such as these:
• 4-hour and 3-hour openings: Located in fire walls or in walls that divide a single building into fire areas.
• 1-1/2-hour and 1-hour openings: Located in multistory vertical communication enclosures and in 2-hour-rated partitions providing horizontal fire separations.
• 3/4-hour and 20-minute openings: Located in walls or partitions between rooms and corridors with a fire-resistance rating of one hour or less.
FIRE-RESISTANCE-RATED STEEL FRAME ELEVATIONS
3.46
DOOR OPENINGS FOR MEANS OF EGRESS
3.47
WINDOW EGRESS REQUIREMENTS
3.48
TESTING LABELS
3.49
Various agencies test and rate fire door and window units and assemblies. Manufacturers locate metal labels in accessible, but concealed, locations—the hinge edge of doors, for example. These labels must remain in place, unpainted, uncovered, and unaltered.
NOTES
3.47 The minimum width of each door opening must be sufficient for the occupant load it serves. Verify the following general guidelines for door width with local codes: (1) dwelling units that are not required to be accessible or adaptable—29-3/4 in.; (2) hospital and other medical facilities—36 in.; (3) standard openings—32 in.
3.48 When required for egress, such as in sleeping areas in residences, windows must meet the following criteria: (1) clear opening per sash must be a minimum of 5.7 sq ft; (2) bars, grilles, or screens must be releasable from inside without use of tools or key; (3) windows opening onto fire escapes have additional requirements, so refer to codes; (4) check with manufacturers for integral release hardware options for awning, casement, pivot, or other windows; (5) double-hung window units with fully removable sash that do not require special tools, force, or knowledge to operate may offer greater flexibility in unit selection to meet size requirements for egress openings, so verify with manufacturers and code officials.
Contributors:
National Fire Protection Association, Quincy, Massachusetts; Daniel F. C. Hayes, AIA, Washington, DC.
FIRE-RESISTANCE-RATED DOOR CLASSIFICATIONS
3.50
TYPES OF FRAMES
Fire-rated frames can be assembled at the factory or in the field. Frames must be adequately anchored at the jambs and floor according to the manufacturer’s specifications. Codes require doors to be installed in accordance with NFPA 80; Section 2-5, “Frames,” indicates only labeled frames are to be used.
• Light-gauge metal frame: Head and jamb members with or without transom panel made from aluminum (45-minute maximum rating) or light-gauge steel (1-1/2-hour maximum rating); installed over finished wall
• Pressed steel (hollow metal): Head and jamb members with or without solid or glazed transoms or sidelights made from 18-gauge or heavier steel (3-hour maximum rating); required for most metal doors
FRAMES FOR FIRE-RESISTANCE-RATED OPENINGS
3.51
GLAZED FIRE-RESISTANCE-RATED OPENING
3.52
Glazed openings in fire-resistance-rated walls must conform to size limitations using rated glass and other approved material requirements. Multiple panels are permitted, but the aggregate area of all panels and openings must not exceed 25 percent of the wall surface. Refer to specific codes for details.
NOTES
3.50 a. All hinges or pivots must be steel. Two hinges are required on doors up to 5 ft in height; an additional hinge is required for each additional 2 ft-6 in. of door height or fraction thereof. The same requirement holds for pivots.
b. Wired glass 1/4-in. thick is the most common material used for glass lights, but other materials have been listed and approved for installation.
c. Consult all authorities with jurisdiction before installation of glass lights and louvers.
d. Fusible-link/automatic closing louvers are permitted in fire-rated doors with restrictions; they are not permitted in smoke-barrier doors.
Contributors:
National Fire Protection Association, Quincy, Massachusetts; Daniel F. C. Hayes, AIA, Washington, DC.
STAIRS
DESIGN CONSIDERATIONS
TREADS, RISERS, AND NOSINGS
Riser and tread dimensions must be uniform for the entire length of the stair. Americans with Disabilities Act (ADA)—Architectural Barriers Act (ABA) Guidelines for Buildings and Facilities; the Americans with Disabilities Act Accessibility Guidelines (ADAAG); and the International Building Code (IBC), which references the ICC/ANSI A117.1 Accessible and Usable Buildings and Facilities all indicate a minimum tread dimension of 11 in., nosing to nosing; a maximum riser height of 7 in.; and a maximum overhang dimension of 1-1/2 in. Open risers are not permitted on stairs accessible to persons with disabilities.
OSHA standards require tread finishes to be “reasonably slip resistant” by using nosing material with a slip-resistant finish. Treads without nosings are acceptable, provided that the tread is serrated or other slip-resistant design. Uniform color and texture are recommended for clear delineation of edges.
Nosings without abrupt edges that project no more than 1-1/2 in. beyond the edge of the riser are recommended. A safe stair uses a 1/2-in.-radius abrasive nosing that is firmly anchored to the tread, with no overhangs and a clearly visible edge.
STAIR ELEMENTS
3.53
RISER DESIGN
3.54
Contributor:
Walter Moberg, Moberg Fireplaces, Inc., Portland, Oregon.
STAIR CONSTRUCTION
CONCRETE STAIRS
A common method of stair construction is the utilization of concrete, which can be cast-in-place or precast concrete.
U-TYPE CONCRETE STAIRS
3.55
FREESTANDING CONCRETE STAIR
3.56
NOTES
3.55 a. Consult structural engineer for reinforcing steel placement.
b. Verify required dimensions and clearances for code compliance.
3.56 Limit hinge dimension to requirements of stair.
Contributors:
Krommehoek/McKeown and Associates, San Diego, California; Karlsberger and Companies, Columbus, Ohio.
HELICOIDAL CONCRETE STAIR
3.57
CANTILEVER CONCRETE STAIR
3.58
METAL STAIRS
Metal stairs are frequently constructed of steel, and fabricated in the shop to fit the required dimensions.
Treads and landings are may be filled with 1-1/2 to 2 in. of concrete. Many finish materials can then be applied to the concrete. Balusters are anchored by welding, bolting, or screwing to the stringers. Glass balusters are often anchored into a special U-shaped channel, which is attached to the edge of the stringer. A similar detail can be used for glass railings.
DESIGN GUIDELINES FOR METAL STAIRS
General design guidelines for metal stairs are itemized in the following lists.
WIDTH OF STAIR
• Dwelling stairs: minimum 36-in. treads
• Public exit stairs: minimum 44-in. treads
• Rescue assistance area (ADA): 48 in. between handrails
TREADS
• Dwellings: 9 in. minimum (nosing to nosing)
• Other (ADA): 11 in. minimum (nosing to nosing)
• Uniform depth within one flight
RISERS
• Dwellings: 8-1/4 in. maximum
• Other: minimum 4 in.; maximum 7 in.
• Uniform height within one flight
NOSING
• Maximum 1-1/2 in. with 60° under nosing; maximum 1/2-in. radius at edge.
• Minimum: none required
STAIR RAILS
• Height in dwellings: 36 in.
• Height in exit stairs: 42 in.
• Arrange rails so that a sphere 4 in. in diameter cannot be passed through.
• Arrange rails to discourage climbing.
• Concentrated load nonconcurrently applied at the top rail must be 200 lbf in vertical downward and horizontal direction. The test loads are applicable for railings with supports not more than 8 ft apart.
HANDRAILS
• Dwellings: required on one side only
• Other : required on both sides
• Height: 34 to 38 in.
• Grip surface: 1-1/4 to 1-1/2 in.
• Clearance at wall: 1-1/2 in.
• Projecting or recessed
• Extension at top of run: 12 in.
• Extension at bottom of run: 12 in., plus depth of tread
• When a guardrail more than 38 in. high is used, a separate handrail should be installed.
• Nothing should interrupt the continuous sliding of hands.
REGULATORS AND STANDARDS
• ADA-ABA ASTM, ICC/ANSI, NFPA, OSHA, ADAAS, and local building codes.
METAL PAN STAIR SECTION
3.59
NOTES
3.57 Use of helicoidal concrete stairs depends on a fixed-end support and small support deflection.
3.58 a. Reinforcing steel must develop full bond in masonry walls and have full development length in concrete walls.
b. Detail of shear key is similar to Figure 3.56 Detail C.
Contributors:
Krommenhoek/McKeown and Associates, San Diego, California; Karlsberger and Companies, Columbus, Ohio; Thomas A. Sabol, PhD, SE, Englekirk & Sabol Consulting Structural Engineers, Inc., Los Angeles, California
WOOD STAIRS
Wood stairs used in private, residential applications usually are not governed by the ADA; however, wood stairs in commercial facilities and places of public accommodation must conform to the accessibility guidelines adopted in the local jurisdiction.
The following are general recommendations; verify specific requirements that may vary from these:
• A minimum interior stair width of 36 in. should be provided.
• Minimum headroom is 6 ft-8 in. as measured vertically from a diagonal line connecting tread nosings to the underside of the finished ceiling or stair landing directly above the stair run.
• Recommended headroom is 7 ft.
Only handrails and stair stringers may project into the required width of a stair. Use the following guidelines:
• The maximum handrail projection is 3-1/2 in.
• The maximum stringer projection is 1-1/2 in.
• The width of a landing or platform should be at least as wide as the stair.
• The maximum vertical rise of a stair between landings is 12.
• Riser height should be between 4 in. minimum and 7 in. maximum.
• Tread depth should be 11 in. minimum, measured from riser to riser or nosing to nosing.
• Variation in adjacent treads or risers should not exceed 3/16 in. The maximum variation allowed in the tread depth or riser height within a flight of stairs is 3/8 in.
• Nosings project 1-1/2 in. maximum.
CLOSED RISER WOOD RISER DETAIL
3.60
WOOD STAIR SECTION
3.61
DIMENSION LUMBER STAIR
3.62
Contributors:
The Bumgardner Architects, Seattle, Washington; Janet B. Rankin, AIA, Rippeteau Architects, PC, Washington, DC.
CLOSED RISER WOOD STAIR WITH CARPET FINISH
3.63
OPEN RISER WOOD STAIR
3.64
Open riser stairs do not comply with code accessibility requirements for non-residential applications.
TREADS AND RISERS AT HOUSED STRINGER
3.65
WOOD NOSINGS
3.66
ALTERNATE STAIR TYPES
Alternate stair types include winding stairs, circular stairs, and spiral stairs. Generally, the IBC does not allow these types of stairs to be used for egress except within private dwelling units. Spiral stairs may also be used as egress from a space not more than 250 sq ft and serving not more than five occupants. When these alternate stair types are allowed, they must meet the minimum dimensional requirements of the codes.
• Riser heights for circular and winding stairs must meet the code maximums of 7 in. for commercial stairs and 7-3/4 in. for residential stairs.
• Riser heights for spiral stairs must be such that clear headroom of 78 in. is provided.
Spiral stairs are composed of wedge-shaped treads supported from a central column, usually 4 in. in diameter. Fabricated spiral stairs are commonly made from steel.
Spiral stairs are available in custom sizes. To meet building code requirements as a means of egress, stairs must be at least 5 ft in diameter to meet the 26-in. clear width requirement, assuming a 4-in. center post. Larger diameters increase perceived comfort, ease of use, and safety. Treads are available with 22-1/2°, 27°, and 30° angle treads. The most common are 27° and 30° tread angles because these can maintain at least a 7-1/2-in. dimension 12 in. from the center pole. Tread selection depends on the riser height desired, the total rise, the headroom clearance requirements, and the top and bottom riser orientation.
Critical minimum headroom dimensions should be calculated based on a three-quarter turn of the stair, even if a full 360° turn is being used to travel the full rise.
Design considerations for circular stairs are similar to those for spiral stairs. A fabricated steel tube serves as a one-piece stringer to which treads are bolted or welded. Risers may be open or closed.
SPIRAL STAIR
3.67
Contributors:
The Bumgardner Architects, Seattle, Washington; Janet B. Rankin, AIA; Rippeteau Architects, PC, Washington, DC.
CIRCULAR STAIR
3.68
SPIRAL STAIR FRAMING DIMENSIONS (IN.)
3.69
SPIRAL STAIR DESIGN DIMENSIONS (IN.)
3.70
22-1/2” TREAD SPIRAL STAIRS: FLOOR-TO-FLOOR TREAD COUNT
3.71
27” TREAD SPIRAL STAIRS: FLOOR-TO-FLOOR TREAD COUNT
3.72
NOTES
3.69 a. For spiral stairs, larger diameters increase perceived comfort, ease of use, and safety.
b. The most common tread and platform materials are steel (regular and galvanized), aluminum, and wood. Steel and aluminum can be smooth plate, checker plate, pan type, and bar. A variety of hardwoods can be used, although many manufacturers use steel substructures to support the wood finish surface.
c. Refer to local and national codes for dimension and construction requirements and allowable uses.
3.71 There are 16 treads per circle and the riser height is 6-1/2 to 7 in. 3.72 There are 13-1/2 treads per circle and the riser height is 7-1/2 to 8 in.
Contributors:
David Ballast, AIA, Architectural Research Consulting, Denver, Colorado; Sukamorn Prasithrathsint, Rhode Island School of Design, Providence, Rhode Island; David W. Johnson, Washington, DC; The Bumgardner Architects, Seattle, Washington; Janet B. Rankin, AIA, Rippeteau Architects, PC, Washington, DC; Charles A. Szoradi, AIA, Washington, DC.
30˚ TREAD SPIRAL STAIRS: FLOOR-TO-FLOOR TREAD COUNT
3.73
| FINISH FLOOR HEIGHT (IN.) | NUMBER OF TREADS | CIRCLE CIRCUMFERENCE |
|---|
| 85-95 | 9 | 270° |
| 96-104 | 10 | 300° |
| 105-114 | 11 | 330° |
| 115-123 | 12 | 360° |
| 124-133 | 13 | 390° |
| 134-142 | 14 | 420° |
| 143-152 | 15 | 450° |
| 153-161 | 16 | 480° |
| 162-171 | 17 | 510° |
| 172-180 | 18 | 540° |
STAIR FINISHES
STAIR HANDRAILS
Design recommendations for stair handrails include:
• The height of a handrail above the stair nosings should be 34 to 38 in.. The guardrail height at landings should be 36 or 42 in.; check local code.
• Design handrails should be easy to grip and fit the hand. Recommended diameter is 1-1/4 to 1-1/2 in. for round handrails and a similar size for an elliptical or rounded square-edge section. Handrails should be structurally designed in consideration of both downward (vertical) and lateral (horizontal) thrust loads.
• Extensions of the handrail at the top and bottom of a stair may affect total length of required run, so verify extensions required by codes when designing a stair.
ELEVATION OF FACE STRINGER
3.74
WALL SECTION STAIRS
3.75
NOTE
3.73 There are 12 treads per circle and the riser height is 8-1/2 to 9-1/2 in.
Contributors:
David W. Johnson; Washington, DC; The Bumgardner Architects, Seattle, Washington; Janet B. Rankin, AIA, Rippeteau Architects, PC, Washington, DC.
INTERIOR FINISHES
WALL FINISHES
PLASTER WALL FINISHES
For centuries, prior to the advent of gypsum board, plaster was the primary interior wall and ceiling finish. Conventional plaster provides superior wear resistance to gypsum board assemblies, and is preferred to attain a uniform, monolithic surface; however, plaster finishes are more labor-intensive, require greater skill, and can take as long as two days to cure, compared to gypsum board assemblies. For these reasons, plaster finishes are most commonly used in restoration to match existing conditions and in high-end installations.
Three-coat plaster applications are required on all metal lath and on edge-supported gypsum lath used in ceilings. In addition, three-coat applications are preferred, although two-coat applications are acceptable where gypsum lath is properly supported, and on masonry plaster bases such as porous brick, clay tiles, and rough concrete masonry units.
Keene’s cement plaster is a specialty finish coat of gypsum plaster primarily used where a smooth, dense, vandal-resistant, white finish is desired.
Thickness, proportion of mixes of various plastering materials, and finishes vary. Methods of application also vary widely, depending on local traditions and innovations promoted by the industry.
PLASTER TERMINOLOGY
When working with plaster, it is important to know these terms:
• Basecoat: A plaster coat applied before finish coat, scratch coat, and blow coats in three-coat plaster.
• Brown coat: In three-coat plaster, the second coat; in two-coat plaster, the first coat.
• Fibered plaster: Gypsum plaster containing fibers of hair, glass, nylon, or sisal.
• Finish coat: The final coat of plaster, which provides the decorative surface.
• Furring: Generally, channels or Z-shapes attached to the underlying wall (or structure for ceilings) for attaching gypsum or metal lath while allowing an airspace. Often used on cementitious substrate, resilient furring is used to reduce sound transmission.
• Gypsum: Hydrous calcium sulphate, a natural mineral in crystalline form.
• Gypsum lath: A base for plaster; a sheet having a gypsum core, faced with paper. Also perforated for interior use.
• Hydrated lime: Quicklime mixed with water, at the site, to form a lime putty.
• Lime: Obtained by burning various types of limestone, consisting of oxides or hydroxides of calcium and magnesium.
• Lime plaster: Basecoat plaster of hydrated lime and an aggregate.
• Neat plaster: Basecoat plaster, fibered or unfibered, used for site-mixing with aggregates.
• Perlite: Siliceious volcanic glass containing silica and alumina, expanded by heat for use as a lightweight plaster aggregate.
• Plaster: Cementitious material or combination of cementitious materials and aggregate, which when mixed with water forms a plastic mass that sets and hardens when applied to a surface.
• Portland cement: Manufactured combination of limestone and an argillaceous substance for exterior or wet-atmosphere applications.
• Scratch coat: In three-coat plastering, the first coat, which is then scratched to provide a bond for the second, or brown, coat.
• Stucco portland cement: Plaster used in exterior application. This plaster requires a waterset and must not be applied to a smooth dense surface or gypsum lath; it requires control joints, and cannot have a Keene’s cement-lime putty finish.
• Three-coat plaster: Preferred application for all substrates; required over metal lath.
• Two-coat plaster: Acceptable on lath and on the interior face of rough concrete block, clay tile, or porous brick.
• Vermiculite: Micaceous mineral of silica, magnesium, and alumina oxides made up in a series of parallel plates, or laminae, and expanded by heat for use as a lightweight plaster aggregate.
METAL LATH TYPES
3.76
JOINT REINFORCEMENT
3.77
CORNER BEADS
3.78
BASE SCREDS
3.79
Contributor:
The Marmom Mok Partnership, San Antonio, Texas.
EXPANSION SCREEDS
3.80
CONTROL JOINTS
3.81
METAL STUD PARTITION WITH PLASTER AND LATH
3.82
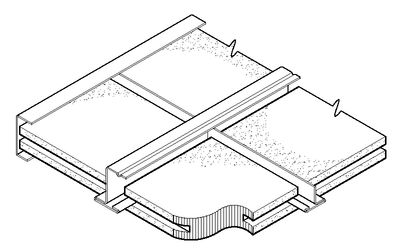
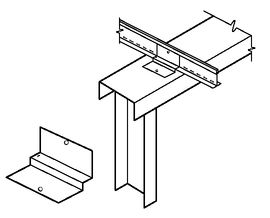
SUSPENDED PLASTER CEILING DETAILS
3.83
When interior walls are furred from an exterior masonry wall and insulated, the ceiling should stop short of the furred space. This allows wall insulation to continue above the ceiling line to ceiling or roof insulation, thus forming a complete insulation envelope. In a suspension system that abuts masonry walls, provide 1-in. clearance between the ends of main runners or furring channels and the wall face.
PLASTER OVER METAL RIB LATH
3.84
PLASTER OVER METAL LATH AND CHANNEL STUDS
3.85
Contributors:
The Marmom Mok Partnership, San Antonio, Texas; James E. Phillips, AIA, Enwright Associates, Inc., Greenville, South Carolina; United States Gypsum Company, Chicago, Illinois; Walter H. Sobel, FAIA, Walter H. Sobel and Associates, Chicago, Illinois.
PLASTER OVER SOLID GYPSUM LATH
3.86
DIRECTIONS FOR USING TABLES
Follow these steps to use Tables 3.88 through 3.92:
1. Select lath and plaster assembly.
2. Determine the spacing of the cross-furring channels from Table 3.88, “Lath Span.”
3. Determine the spacing of the main runners from Table 3.89, “Maximum Spacing between Runners.”
4. Determine hanger support spacing for the main runner from Table 3.89, “Maximum Spacing between Hangers.”
5. Calculate the area of ceiling supported per hanger.
6. Select the hanger type from Table 3.91, “Hanger Selection.”
7. Select the tie wire size from Table 3.92 “Tie Wire Selection.”
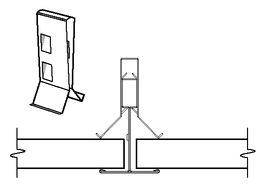
PLASTER OVER METAL OR GYPSUM LATH AND METAL STUDS
3.87
LATH SPAN
3.88
MAXIMUM SPACING BETWEEN RUNNERS
3.89
MAXIMUM SPACING BETWEEN HANGERS
3.90
HANGER SELECTION
3.91
TIE WIRE SELECTION
3.92
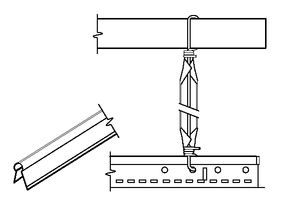
FURRED AND SUSPENSION SYSTEM COMPONENT SELECTION DETAIL
3.93
NOTES
3.89 CRC is the abbreviation for cold-rolled channel; HRC is the abbreviation for hot-rolled channel.
3.90 a. For concrete construction only, a 10-gauge wire may be inserted in the joint before concrete is poured.
3.91 a. Rods galvanized or painted with rust-inhibitive paint and galvanized straps are recommended under severe moisture conditions.
Contributors:
United States Gypsum Company, Chicago, Illinois; Walter H. Sobel, FAIA, Walter H. Sobel and Associates, Chicago, Illinois; James E. Phillips, AIA, Enwright Associates, Inc., Greenville, South Carolina.
PAINTS AND STAINS
3.94
PRIMERS
Primers make a surface more paintable by providing improved adhesion for coatings. They are selected in relation to the characteristics of the selected topcoat, and serve the following functions:
• Conceal the substrate surface so that the existing coating color does not “read” through.
• Provide a barrier to prevent moisture from destroying the paint bond.
• Bind the substrate surface with the topcoat.
• Limit the paint absorption of a porous substrate, such as a skim coat of plaster.
• Recondition old paint to receive future paint coatings.
• Act as a rust inhibitor.
ALKYD PAINTS
The solvent-thinned resin in alkyd paint is made from synthetic oils. Alkyd resins are oil-modified polyesters made primarily from alcohol and acid. They are the most common paint resin. Alkyd paints are faster drying, harder, and more durable, and have better color-retention properties than oil-based paints. They are easy to apply, are washable, and have fewer odors than other paints using solvent thinners. However, alkyd paints have poor resistance to alkaline surfaces, such as masonry, and should not be used unless these substrates are properly primed.
LATEX PAINTS
Most water-based paints are referred to as latex paint. Latex paints have very little odor and a fast drying time. Their water-base thinner makes them easy to apply, clean up, and discard. Latex paints are porous, meaning that when applied a latex coating retains microscopic openings that allow it to breathe. Adhesion failure is prevented because moisture that might become trapped beneath the paint’s surface can evaporate through these openings. The disadvantage of latex paints is that they have a greater blistering tendency when high levels of tinting color are present.
OIL-BASED PAINTS
The solvent-thinned resin in oil-based paint is made from natural oils, such as linseed oil (from flax seed), soya oil (from soybeans), and tung oil (from china wood tree fruit).
CATALYZED EPOXY PAINTS
Catalyzed epoxy coatings resist chemicals, solvents, stains, physical abrasion, traffic, and cleaning materials. They have good adhesion and color retention. Catalyzed epoxies come in two parts: resin and catalyst. They have a limited “pot life,” hence are required to be mixed just prior to use. When applied to a substrate, a chemical action occurs that causes a dense hard film to form, similar to baked enamel. Adequate ventilation must be provided during and after application.
Three types of catalyzed epoxies are commonly used in commercial interiors:
• Polyester epoxies, which produce a tough glossy surface.
• Polyamide epoxies, which provide a flexible but durable film.
• Urethane epoxies, which are the most versatile of the epoxy coatings.
EPOXY ESTER PAINTS
Epoxy esters are similar to catalyzed epoxy, but have no pot-life restrictions and are packaged like conventional paint. The paint film occurs due to oxidation, rather than a chemical reaction triggered by a catalyst. Epoxy esters are less durable than catalyzed epoxies.
INTUMESCENT PAINTS
Intumescent paints slow the rate at which fire spreads by delaying the ignition of the surface that has been coated. They are used on combustible materials such as wood to achieve the required flame-spread ratings. These paints delay but do not prevent a fire from spreading. Fire-retardant paints are intumescent and protect the substrate from burning by swelling to form a charred layer of blisters when exposed to extremely high heat.
Intumescent paint is a foamlike material made with either a water-based or solvent-based thinner. Requisite fire ratings are achieved with this material based on the number of coatings applied to the substrate at a prescribed thickness. Intumescent paint manufacturers certify painters to ensure that their products are correctly applied.
FIRE-RETARDANT PAINTS
Fire-retardant paints resist the spread of fire by not contributing to the flame. They are, however, less effective at controlling the spread of fire than intumescent coatings.
MULTICOLOR COATINGS
Multicolor coatings are durable and scratch-resistant. They add a three-dimensional quality to a surface, similar to hand-sponge techniques. Multicolor coatings can be water-thinned or solvent-thinned. Traditional solvent-thinned multicolor coatings are composed of tiny bubbles of different sizes and colors suspended in a nonpigmented solution. The separated beads of pigment remain separate until they are spray-applied. They burst upon impact with the surface.
STAINS
Stains made from dyes dissolved in either drying oil or water provide translucent or transparent coatings for wood. Oil-based stains use drying oil made from various plants. The oil dries by absorbing oxygen from the surface, and the air creates a tough elastic film that protects wood. Wood surfaces can be filled before staining in order to affect surface porousness and smoothness, but fillers may cause stains to be absorbed unevenly. Stain may be applied with a brush, spray, roller, or rag pad.
WALL COVERINGS
Wall coverings offer improved durability over paint finishes while providing texture and pattern to the wall surface. Wall covering types include vinyl, textile, wallpapers, fiberglass, and wood veneer. The most popular wall covering for commercial use is vinyl, favored for its affordability and durability.
VINYL WALL COVERINGS
The two vinyl wall covering manufacturing processes are calendering and plastisol methods:
• Calendering squeezes liquid vinyl over a series of hot metal rollers, flattening the compound into a sheet. The vinyl is then laminated under heat and pressure to a backing material. Calendered vinyl wall covering is harder, tougher, and usually much thicker than wall covering manufactured by the plastisol method.
• The plastisol method spreads liquid vinyl onto a backing material, which are then fused together under high temperatures. Plastisol technology is used primarily for residential wall coverings.
TEXTILE WALL COVERINGS
Not all textiles are suitable for use as wall coverings, nor are textile wall coverings appropriate in applications where wear resistance is a concern.
Textiles must be backcoated to be installed as wall covering. The backing provides a barrier to prevent adhesives from bleeding through and ruining the finish face of the fabric. Backings also provide the dimensional stability required for a textile to withstand the stretching and smoothing operations of wall covering installation. Two types of backcoating treatments are paper backing and acrylic latex backing:
• Paper backing involves laminating paper to the reverse side of the textile, which stiffens the textile for easier installation. The textile assumes properties similar to those of wallpaper.
• Acrylic latex coating involves stretching the textile in a frame and applying a latex compound. The textile retains some of its inherent flexibility but is much less dimensionally stable than paper-backed textiles and may increase installation costs. Latex backings do, however, improve ravel resistance and seam slippage. Often, due to its lack of rigidity, the adhesive used with this wall covering must be applied to the wall, rather than to the back of the wall covering. Consequently, this process is more labor-intensive and requires a higher degree of skill.
FIBERGLASS WALL COVERINGS
Fiberglass wall covering is composed of fiberglass yarns adhered together. Fiberglass wall covering is inherently flame-resistant and is suitable for use in reinforcing fragile or deteriorating wall surfaces. It is permeable, making it intrinsically mold- and mildew-resistant. Fiberglass wall coverings must be painted after installation; and, typically, a latex paint is selected to maintain the breathability of the wall. This wall covering type provides a textured pattern only, not a color.
WOOD VENEER WALL COVERINGS
Wood veneer wall covering is made by bonding veneer slices, about 1/64-in. thick, to a woven backing material. The resulting wall covering is thin enough to be pliable along the grain lines but too thick to be flexible in the horizontal direction (perpendicular to the wood grain). The inherent flexibility of wood veneer wall covering makes installation easy around columns and other curved surfaces.
The thinness of wood veneer wall covering does, however, raise three major concerns:
• Finishing operations after installation.
• Proper substrate preparation.
• Moisture.
Moreover, wood veneer wall covering is too thin to be sanded. Therefore, care must be taken during installation to prevent the surface from being stained or damaged. Also, wall surface imperfections tend to telegraph through the thin veneer, so in areas where the substrate cannot be prepared to a smooth, level surface, veneered plywood panels are a better choice. Buckling and warpage caused by moisture can be additional significant problems for this kind of wall covering; therefore, it is not recommended for application to the interior surface of an exterior wall, unless the finish face of the wall is furred out and dampproofed.
Wood veneer wall coverings are available prefinished or unfinished. Unfinished veneers must be stained and finished after they are installed. Some finishes, for example, penetrating oils, can have an adverse effect on the wall covering adhesive. Coatings applied to the surface of installed wood veneer should be approved by the wall covering manufacturer.
The installation of wood veneer wall covering is similar to the installation of other types of wall covering; however, the sheets must be butted together and cannot be overlapped and trimmed.
WALL PREPARATION
There are four traditional ways to prepare a wall surface for a wall covering: prime, seal, size, or apply a wall liner.
• Primers ensure proper adhesion and are the most commonly required wall preparation for commercial installations.
• Sealers are usually oil-based, made either of an alkyd or shellac. They provide stain-sealing properties; for example, walls that have suffered water damage must typically be sealed before they can be finished with either paint or wall covering. Sealers also promote strippability without damage to the wall surface.
• Sizing a wall surface lowers the absorbency of the wall by reducing the penetration of the paste. However, sizing does not necessarily improve the bond between the adhesive and the wall surface.
• Wall liners are nonwoven sheets; their installation is similar to that of wall covering. They are sometimes required where wall surfaces cannot be prepared by conventional means. Wall liners can be used to prevent cracks, holes, and gaps from telegraphing through the wall covering. They may also be used in lieu of primer/sealers to mask contrasting colors or areas of light and dark on the substrate.
FLOOR FINISHES
All flooring in rooms required to be accessible and on accessible routes must be firm, stable, and slip-resistant.
TILE FLOOR FINISHES
Many types of tile are used as floor finishes including: ceramic, quarry, glass mosaics, plastic, metal. Ceramic tile is fabricated from clay or a mixture of clay and ceramic materials. Natural clay is most commonly used, but porcelain is also available. Porcelain tile is fine-grained and smooth and can be formed into sharply detailed designs. Tile dimensions are typically nominal. Refer to manufacturers’ data for specific tile and trim piece dimensions.
SIX WALL COVERINGS CATEGORIZED BY PERFORMANCE a
3.95
TILE COMPOSITION AND GLAZE
Ceramic tile is made from either natural clay or porcelain, and is glazed or unglazed.
• Porcelain tile is a ceramic mosaic or paver tile generally made by the dust-pressed method. It is dense, impervious, fine-grained, and smooth, with a sharply formed face.
• Natural clay tile is a ceramic mosaic or paver tile with a distinctive, slightly textured appearance. It is made by the dust-pressed or plastic method from clays that have a dense body.
• Glazed tile has an impervious facial finish of ceramic materials that is fused to the body of the tile. The body may be nonvitreous, semivitreous, vitreous, or impervious.
• Unglazed tile is a hard, dense tile of uniform composition that derives color and texture from the materials used in its fabrication.
WATER ABSORPTION OF CERAMIC TILE
3.96
TILE TYPES
There are a variety of tile types, including ceramic mosaic, quarry, paver, decorative, mounted, and conductive tile.
CERAMIC MOSAIC TILE
Ceramic mosaic tile is formed either by the dust-pressed or the plastic method. Usually 1/4- to 3/8-in. thick with a facial area of less than 6 sq in., it may be made of either porcelain or natural clay and may be plain or have an abrasive mixture throughout.
QUARRY TILE
Quarry tile is glazed or unglazed tile made by the extrusion process from natural clay or shale. It usually has a facial area of 6 sq in. or more. Quarry tile may be specified with abrasive grit embedded in the surface, for use in areas where slip resistance is a concern.
PAVER TILE
Paver tile is glazed or unglazed porcelain or natural clay tile formed by the dust-pressed method with a facial area of 6 sq in. or more.
DECORATIVE THIN-WALL TILE
Decorative thin-wall tile is a glazed tile with a thin body that is usually nonvitreous. It is suitable for interior decorative residential use when breaking strength is not a requirement.
MOUNTED TILE
Mounted tile is assembled into units or sheets to facilitate handling and installation. Tile may be face-mounted, back-mounted, or edgemounted. Material applied to the face of the tile is usually easily removed, but material bonded to the back is integrated to the tile installation.
CONDUCTIVE TILE
Conductive tile has specific properties of electrical conductivity but retains other normal physical properties of tile.
NOTES
3.95 a. Per ASTM F 793, “Standard Classification of Wall Covering by Use Characteristics.” The backing material, sometimes called the substrate, is the major component in determining the strength and dimensional stability of a wall covering.
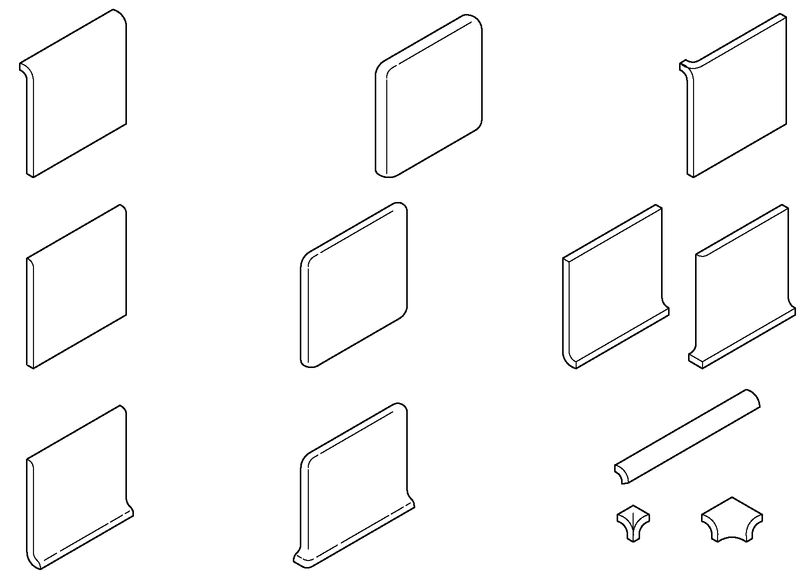
WALL TILE TRIM SHAPES
3.97
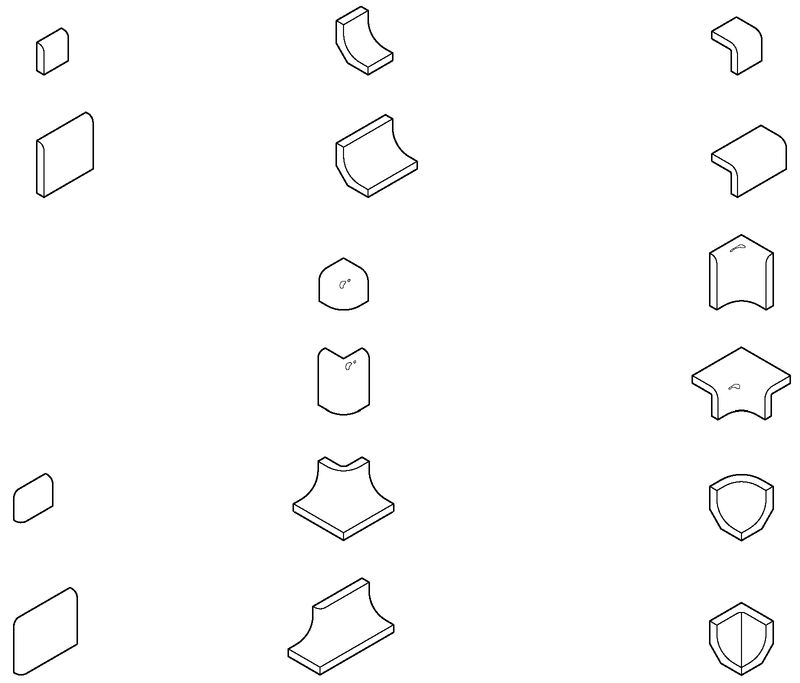
CERAMIC MOSAIC TILE TRIM SHAPES
3.98
TILE INSTALLATION
There are two basic steps in tile installation: setting and grouting. Setting fixes the tile to the substrate with mortar or adhesive. Grouting fills in the spaces between the tiles, binding them into a continuous surface. Tile, mortar, and grout selection are interdependent.
MORTAR-BED INSTALLATION
Mortar-bed installations use portland cement. A mortar bed, 3/4-to 2-in. thick, is laid. Accurate floor slopes to drains can be installed, and reinforcement with metal mesh or waterproof membranes is possible. Waterproof membranes are flexible sheets or liquids that cure to a seamless membrane and are used in applications that are regularly or continually exposed to water. Both thickset and thinset installations can incorporate waterproof membranes.
THIN-SET INSTALLATION
Thin-set installations are the most popular (accounting for approximately 90 percent of installations in the United States) and can be as thin as 3/32 in. All methods other than conventional portland cement applications are considered thin-set. Bonding materials include dryset mortar, latex portland cement mortar, organic adhesive, epoxy mortar or adhesive, and modified epoxy emulsion mortar. Thin-set application requires a continuous, stable, and undamaged surface.
Cementitious backerboards are sometimes used as an underlayment for thin-set installations. They are made of portland cement or treated gypsum and lightweight aggregate, and are designed to provide a water-resistant base for ceramic tile installations regularly exposed to water—for example, a shower surround.
MORTAR
Mortars are categorized as cementitious and noncementitious. Adhesives are also popular for use in fixing tiles to the substrate.
Cementitious mortars can be categorized as follows:
• Portland cement mortar is a mixture of portland cement and sand (for floors) or lime (for walls) used for thick-bed installation.
• Dryset mortar is a mixture of portland cement with sand and additives, imparting water retention that eliminates the need to soak tiles.
• Latex portland cement mortar is a mixture similar to dryset, but with latex (an emulsion of polymer particles in water) added to replace all or part of the water in the mortar. It provides better adhesion, density, and impact strength than dryset mortar and is
CEMENT MORTAR
3.99
Source: Tile Council of North America, Inc., Anderson, South Carolina
Use cement mortar over masonry, plaster, or other solid backing, to provide firm anchorage for metal lath. This is the preferred method for showers and tub enclosures, and is used in remodeling. more flexible and resistant to frost damage.
Noncementitious mortars can be categorized as follows:
• Epoxy mortar is a two-part mixture (resin and hardener with silica filler) used where chemical resistance is important. It has high bond strength and high resistance to impact. This mortar and furan mortar are the only two types that can be recommended for use over steel plates.
• Modified epoxy emulsion mortars are similar to epoxy mortars. This mixture contains a resin and hardener along with portland cement and sand. Although it is not as chemically resistant as epoxy mortar, it binds well. Compared with mortar created from portland cement exclusively, it allows little or no shrinkage.
• Furan mortars are two-part mixtures, composed of furan resin and hardener. Excellent for chemical-resistant uses, they tolerate high temperatures up to 350°F. Epoxy adhesive is a mixture similar to epoxy mortar in bonding capability, but it is not as chemical- or solvent-resistant.
LATEX PORTLAND CEMENT MORTAR
3.100
Source: Tile Council of North America, Inc., Anderson, South Carolina
Latex portland cement mortar is used in dry areas in schools, institutions, and commercial buildings. It should not be used in areas where temperatures exceed 125°F.
ONE-COAT METHOD
3.101
Source: Tile Council of North America, Inc., Anderson, South Carolina
The one-coat method is used for remodeling or on surfaces that present bonding problems. It is the preferred method of applying tile over gypsum plaster or gypsum board in showers and tub enclosures.
DRYSET MORTAR (CEMENTITIOUS BACKER)
3.102
Source: Tile Council of North America, Inc., Anderson, South Carolina
Use dryset mortar in wet areas over well-braced wood or metal studs. Stud spacing should not to exceed 16 in. o.c., and metal studs must be 20-gauge or heavier.
COATED GLASS-MAT BACKERBOARD
3.103
Source: Tile Council of North America, Inc., Anderson, South Carolina
Coated glass-mat backerboard is used in wet areas over dry, well-braced wood or metal studs. Stud spacing should not exceed 16 in. o.c., and metal studs must be 20-gauge or heavier.
ADHESIVES
Organic adhesives are one-part mastic mixtures that require no mixing. They remain somewhat flexible (as compared with portland cement mortar) and have good bond strength, but should not be used for exterior or wet applications.
GROUT
Grout is used to fill joints between tiles and is selected with a compatible mortar. Grout is either a portland-cement-based mixture or a mixture of other compounds to enhance its performance or ease its installation. The type and size of tile, service level, climatic conditions, tile spacing, and individual manufacturer’s recommendations are factors to consider when selecting grout.
• Portland-cement-based grout is a mixture of portland cement and sand (for floors) or lime (for walls) and is used for thickset installations. These grouts include commercial portland cement grout, sand-portland, cement grout, dryset grout, and latex portland cement grout.
• Nonportland-cement-based grouts include solid epoxy, furan, silicone, and mastic grouts. Mastic grout eliminates the need for mixing on-site.
• Epoxy grout is a two- or three-part mixture (epoxy resin hardener with silica sand filler) that is highly resistant to chemicals and has great bond strength. This grout and furan grout are made for different chemical and solvent resistance.
• Furan resin grout is two-part furan mixture (similar to furan mortar) that resists high temperatures and solvents.
• Silicone rubber grout is an elastomeric mixture of silicone rubber. It has high bond strength, is resistant to water and staining, and remains flexible under freezing conditions.
SETTING MATERIALS
3.104
MORTAR-BED—CHEMICAL-RESISTANT EPOXY MORTAR AND GROUT INSTALLATION (LEVELING REQUIRED)
3.105
Epoxy mortar and grout are used where leveling of the subfloor is required and where moderate chemical exposure and severe cleaning methods are used, such as in food-processing plants.
Contributor:
Tile Council of North America, Inc., Anderson, South Carolina.
TERRAZZO FLOOR FINISHES
Terrazzo is a very low-maintenance, seamless floor finish with the luxurious look of stone mosaic and durability comparable to that of concrete. Often selected for its decorative possibilities, terrazzo artistry can produce striking medallions or intricate inlaid patterns.
Terrazzo is a mixture of a binder and crushed aggregate, typically marble. Other aggregate types, such as glass, are available to vary the appearance of the terrazzo. Divider strips of brass, white alloy of zinc, or plastic, are used functionally as control joints, and aesthetically as design elements, to separate fields of color.
AGGREGATE
Aggregate, or stone chips used in terrazzo, includes all calcareous serpentine and other rocks capable of taking a good polish. Marble and onyx are the preferred materials. Quartz, granite, quartzite, and silica pebbles are used for rustic terrazzo and textured mosaics not requiring polishing.
INTERIOR TERRAZZO SYSTEMS
3.106
Source: Reprinted courtesy of the National Terrazzo and Mosaic Association (NTMA). The NTMA, an association of terrazzo contractors, material suppliers, and distributors, publishes the NTMA Technical Manual, which contains complete specifications for all terrazzo systems.
TERRAZZO
3.107
Contributor:
National Terrazzo and Mosaic Association, Inc., Leesburg, Virginia.
TERRAZZO BASES
3.108
WOOD FLOORING
Wood flooring consists of solid or engineered wood products and is available in strip, plank, and parquet. All wood floors require regular maintenance to maintain their appearance. Wood flooring industry organizations and suppliers provide detailed information on product specifications.
SOLID WOOD FLOORING
Solid wood flooring is available in many hardwood and softwood species. It can be refinished multiple times. It should not be installed below grade, due to the possibility of moisture damage to the wood floor.
WOOD STRIP FLOORING
Wood strip flooring for normal use is typically a nominal 3/4-in. thick, with an actual thickness of 25/32 in., in widths ranging from 1-1/2 to 2-1/4 in. Lengths are random.
WOOD PLANK FLOORING
Wood plank flooring is also typically a nominal 3/4-in. thick, in widths ranging from 3 to 10 in., and is available in random lengths.
SELECTION OF WOOD FLOORING
Wood flooring should be selected after considering pedestrian and vehicular (cart) traffic, durability required, and potential damage to floors; typical usage, exposure to moisture and sunlight, maintenance, wood floor appearance expectations, and other criteria specific to the project.
The majority of woods specified for commercial flooring are hardwoods such as oak or maple. Best overall appearance, uniformity of color, limited amounts of character marks, and minimal sap marks indicate the most desirable wood flooring.
Table 3.109 lists the typical grades and sizes of boards by species or regional group. Grade classifications vary, but in each case it can be assumed that the first grade listed is the highest quality and that the quality decreases with each succeeding grade. The best grade typically minimizes or excludes features such as knots, streaks, spots, checks, and torn grain, and will contain the highest percentage of longer boards. Grade standards have been reduced in recent years for most commercially produced flooring, hence a thorough review of exact grade specifications is in order when selecting wood flooring.
Contributors:
Trey Klein, AIA, Crayfish Design, Belmont, Massachusetts; Jason Dickerson, Rhode Island School of Design, Providence, Rhode Island; John C. Lunsford, AIA, Varney, Sexton Syndor Architects, Phoenix, Arizona.
TYPICAL GRADES AND SIZES OF BOARDS BY SPECIES OR REGIONAL GROUP
3.109
Source: National Oak Flooring Manufacturers Association, Memphis, Tennessee
ENGINEERED WOOD FLOORING
Engineered wood flooring is available in strip, plank, or parquet tiles. Hardwood face veneers are laminated to a dimensionally stable, multiple-ply substrate. Engineered wood floors are not as susceptible to moisture as solid wood flooring, and may be used in below-grade areas, with the proper installation techniques.
BAMBOO FLOORING
Bamboo is a grass product (not a wood product, strictly defined). The bamboo is harvested, cut into strips, boiled in water with a preservative, and pressed flat. The strips are dried and laminated vertically into solid boards. Because bamboo matures in just three years, this product is an excellent renewable resource. The bamboo flooring is manufactured in tongue-and-groove strips approximately 3-1/2 in. wide, 3/4 in. thick, and in lengths up to 6 ft.
A 3/8-in.-thick material is available for glue-down application. It is available in vertical grain and flat grain. Bamboo flooring is very durable; hardness tests indicate similarity to red oak floors.
INSTALLATION
Wood flooring requires particular care in handling and installation. Prior to installation, the wood flooring should be allowed to acclimate to the space in which it is to be installed, at the humidity level of the final occupancy. Minimize moisture damage to wood floors by avoiding installation in close proximity to wet areas. In addition, to ensure constant temperature and humidity, and install wood floors after all “wet” jobs have been completed and after the heating plant and all permanent lighting have been installed.
Wood flooring is subject to expansion and contraction; therefore, perimeter base details that allow for movement and ventilation are recommended. Wood structures require adequate ventilation in basements and crawl spaces. Under a slab on or below grade, moisture control can be further enhanced by use of a vapor barrier; this provision should be carefully considered for each installation.
Wearing properties of wood flooring vary from species to species and should be considered along with appearance when specifying wood floors. In addition, grain pattern affects the durability of a given species. For example, industrial wood blocks are typically placed with the end grain exposed because it presents the toughest wearing surface. The thickness of the wood above the tongues in tongue-and-groove flooring may be increased for extra service.
Wood floors are installed over a plywood subfloor or over wood sleepers. Strips or planks are blind-nailed in tongue-and-groove installations and face-nailed in butt-jointed installations; parquet floors are commonly set in mastic. Vapor barriers are installed when the installation is slab-on-grade or below grade. Ventilation is required in certain installation conditions where moisture is a concern. Special conditions require additional detailing for proper installation.
Contributor:
Rippeteau Architects, PC, Washington, DC.
FASTENING
3.110
Jointed flooring must be face-nailed, usually with fully barbed flooring brads. Tongue-and-groove boards are blind-nailed with spiral floor screws, cement-coated nails, cut nails, or machinedriven fasteners. Follow the manufacturer’s recommendations.
STRIPS OVER PLYWOOD UNDERLAYMENT
3.111
STRIPS OVER SUBFLOOR ON WOOD JOISTS
3.112
For parquet flooring, the subfloor must be 3/4-in. tongue-and-groove plywood, minimum, with a mastic coating.
STRIPS OVER STAGGERED TWO-BY-FOUR SLEEPERS
3.113
STRIPS OVER CUSHIONED SLEEPERS
3.114
THRESHOLD AT DOORWAY
3.115
INDUSTRIAL WOOD BLOCK
3.116
Typical blocks are 3 by 6 in. up to 4 by 8 in., with depths of 2 to 4 in. Urethane finish coats are available for nonindustrial uses.
Contributors:
Tonn Lensment, Rhode Island School of Design, Providence, Rhode Island; Rippeteau Architects, PC, Washington, DC; Annica S. Emilsson; Rippeteau Architects, PC, Washington, DC; National Oak Flooring Manufacturers Association, Memphis, Tennessee; National Wood Flooring Association, Manchester, Missouri.
RESILIENT FLOORING
Resilient flooring provides a dense, nonabsorbent, pliant surface that is generally quiet, comfortable to walk on, and easy to maintain.
VINYL FLOORING
The five basic ingredients used in the manufacture of vinyl flooring are:
• Polyvinyl chloride (PVC), which imparts wear resistance and durability. PVC is the basis of the binder, which constitutes most of the wear surface. The binder consists of PVC compounded with plasticizers and stabilizers.
• Plasticizers, which increase flexibility.
• Stabilizers, which provide color permanence and stabilize the pigments against heat and light deterioration.
• Fillers, which are added to supplement the bulk and thickness of the flooring. Mineral fillers, the most common, improve fire resistance. Natural fillers increase slip resistance.
• Pigments, which are used for color.
SHEET VINYL
Sheet vinyl flooring, either solid vinyl or backed, forms a continuous finished floor covering. Because sheet vinyl flooring has fewer joints, it is used for applications where spills, dirt, or bacterial growth are of concern. It is commonly specified in hospital operating rooms or other areas where resistance to bacterial growth or water penetration is required.
There are two types of seams for sheet vinyl installations: heat-welded and chemically welded.
• Heat-welded seams are formed by melting a vinyl rod between sheets. Solid-color or patterned welding rods can either accent or camouflage seams. Heat welding requires special equipment and trained installers.
• Chemical welding is accomplished with the application of a oneor two-part solvent that is mixed on-site. This softens the edges of the vinyl, essentially melting them together. Chemical welding is more economical than heat welding.
RESILIENT FLOORING SIZES
3.117
VINYL TILE
Two types of vinyl tile are solid vinyl tile and the less expensive vinyl composition tile (VCT). Solid vinyl tile, or homogeneous vinyl tile, contains much more PVC than VCT, making it more resilient and resistant to abrasion. Homogeneous vinyl tile has superior indentation and rolling/load resistance. Because the pattern is continuous through the thickness of the flooring, its appearance will remain consistent when worn.
Three classes of VCT are defined by ASTM F 1066, “Standard Specification for Vinyl Composition Floor Tile”: Type 1, solid-color tiles; Type 2, through-pattern tiles; and Type 3, surface-pattern tiles.
RUBBER FLOORING
Rubber sheet or rubber tile flooring is composed of natural rubber or synthetic rubber (styrene butadiene), mineral fillers, and pigments. Two types of rubber floor tile are homogeneous and laminated.
• Homogeneous rubber tile has coloring uniform throughout the tile thickness.
• Laminated rubber tile has coloring or patterning in the wear layer only.
LINOLEUM
Linoleum (derived from the Latin terms for “flax,” linum, and “oil,” oleum) is composed primarily of linseed oil, obtained from the flax plant. The oil is oxidized and mixed with a natural resin, such as rosin tapped from pine trees, and combined with powdered cork for flexibility and limestone for strength and hardness. Wood flour and pigments are added for color and colorfastness. For dimensional stability, this mixture is bonded to a fiber backing (typically burlap) for linoleum sheets, or to a polyester backing for tile. Felt backings are used for linoleum countertop or tack surface sheets.
CORK FLOORING
Cork flooring is harvested from the outer layer of cork oak trees grown in Mediterranean regions. When the bark becomes loose, approximately every nine years, it is cut away. Composition cork is the most common form of cork flooring. The bark material of the cork oak is granulated, pressed with binders such as synthetic resins, and then baked. The quality of composition cork varies according to the quality and size of granules, the type and quantity of the binder, and the density (compression) of the mix.
RESILIENT FLOORING PERFORMANCE ATTRIBUTES
3.118
MATERIALS
Resilient wall base and flooring accessories are available in three materials:
• Vinyl can be susceptible to shrinking when exposed to heat.
• Thermoplastic rubber is a vinyl compound with a comparatively small amount of rubber added for flexibility. Because of the high vinyl content, it performs similarly to vinyl, but is more flexible. It is commonly more expensive than vinyl but less expensive than vulcanized, thermoset rubber.
• Thermoset rubber is vulcanized natural rubber. It is the most flexible resilient base material and thus is easier to install and better at hiding surface imperfections in walls and floors. Thermoset rubber base is susceptible to color degradation due to UV exposure; however, it can be specially manufactured with UV inhibitors. White and dark-colored thermoset rubber base tends to hold color best. Lighter colors, especially gray, tend to be prone to color degradation. Thermoset rubber base also tends to be more vulnerable to scuffing than vinyl or thermoplastic rubber. Lighter colors tend not to show scuff marks as much as darker colors.
Although most building codes do not have flammability requirements for wall trim that constitutes less than 10 percent of the wall surface, the flame-spread ratings and the smoke generated from burning resilient flooring accessories differ among the three materials. Thermoset rubber, when burned, generates less smoke and toxic fumes than vinyl or thermoplastic rubber.
RESILIENT BASE MATERIALS
3.119
WALL BASE
Wall base conceals the joint where the wall meets the floor. Premolded inside and outside corners are available from some manufacturers, but they may differ in texture and color from straight sections. Straight sections of resilient wall base are available in precut lengths (4 ft long) and coils (approximately 100 ft long). Coils minimize the number of joints and may reduce installation costs.
There are three basic wall base profiles:
• Straight base is meant to be used with carpet.
• Cove base is meant to be used with resilient flooring.
• Butt-to base, sometimes referred to as sanitary base, is available from a limited number of manufacturers. It is installed prior to the finish floor covering. The finish floor covering must be of the same thickness as the butt-to-base flange. The base is sealed to the floor and wall, creating an easy-to-clean, more sanitary joint, which is popular for health care applications.
Cove moldings support sheet vinyl, sheet linoleum, or other flexible floor coverings when coved up the wall. Cap moldings help to finish the exposed edges of coved floor coverings, ceramic tile, or wood paneling.
COVE BASE
3.120
Sheet goods, such as linoleum or sheet vinyl, can form an integral, monolithic cove base to simplify maintenance.
Contributors:
Faith Baum, AIA, IIDA, Faith Baum Architect, Lexington, Massachusetts; Mia Alwen, Rhode Island School of Design, Providence, Rhode Island; Lerlux Sophonpanich, Rhode Island School of Design, Providence, Rhode Island.
CARPET FLOORING
The specification of carpet and carpet tile requires evaluation of the following:
• Carpet construction, which includes tufted, fusion-bonded, woven, hand-tufted, knitted, and needle-punched processes
• Carpet fiber
• Carpet performance characteristics, including face and total weight, pile density, and appearance retention
• Density
• Thermal and acoustic considerations
• Installation
• Carpet cushion
CARPET CONSTRUCTION
Carpet construction refers to the carpet manufacturing method. The three most popular construction methods for commercial carpet construction are tufting, weaving, and fusion bonding. Knitted and needlepunched carpets are available but less often specified.
• Tufted carpets account for as much as 95 percent of the carpet produced in the United States.
• Woven carpets are made on a loom using the original carpet construction method.
• Knitted carpets use more face yarn than tufting.
• Needlepunched carpets are formed by hundreds of barbed needles punching through blankets of fiber.
TUFTED CARPET
Since its introduction in the early 1950s, tufting has transformed the carpet industry. Compared to other carpet construction methods, tufting does not require skilled labor and requires less expensive equipment to manufacture. It is also far less expensive and faster to produce than woven carpet. This process has enabled the mass production of an affordably priced, wide-width textile floor covering.
The tufted construction process is similar to sewing. Hundreds of needles stitch simultaneously through a backing material. To hold the tufted loops in place, the underside of the primary backing is coated with latex backing adhesive, a rubbery substance that dries hard but remains bendable. A secondary backing material is then applied.
• Primary backing materials are the woven or nonwoven fabrics into which the tufts are inserted. They are typically olefin-based, either plain-woven or spunbonded. A thin polymer coating is often applied to bond the warp and weft threads and to minimize unraveling. Spunbonded olefin is inherently resistant to fraying or unraveling. During the tufting process, the olefin fibers are pushed aside, minimizing the distortion of the backing. This helps ensure a uniform pile height. Backings made of olefin are impervious to moisture and are mildew-resistant.
• Adhesives used in tufted carpet are usually synthetic latex, although molten thermoplastic compounds are also used. Adhesives permanently anchor the tufts to the primary backing, preventing snags and unraveling.
• Secondary backing materials, sometimes referred to as scrims, provide dimensional stability to the finished tufted carpet. A secondary backing is added for strength and stability. Secondary backing materials are often made of polypropylene, which is popular because it is moisture-resistant. Alternatives to secondary backings are attached carpet cushions, solid vinyl composites, and coatings referred to as unitary backings.
The standard dimension of most manufactured tufted carpet is a 12-ft width, although some manufacturers provide 6 and 15-ft widths for special applications.
ACCESSIBLE ROUTE CHANGES IN LEVEL UP TO 1/4 IN.
3.121
Changes in level up to 1/4 in. may be vertical and without edge.
ACCESSIBLE ROUTE CHANGES IN LEVEL BETWEEN 1/4 IN. AND 1/2 IN.
3.122
Changes in level between 1/4 in. and 1/2 in. should be beveled with a slope no greater than 1:2. Changes in level greater than 1/2 in. should be accomplished by means of a ramp.
ACCESSIBLE CARPET PILE THICKNESS
3.123
Pile heights over 1/2 in. are not allowed in spaces required to be accessible. Carpet having a pile height of 1/2 in. measured from the bottom of the tuft is allowed. Exposed edges should be secured and have a transition strip.
CARPET TILE
Carpet tiles provide ready access to a raised floor or easy replacement when soiled or worn. Carpet tile backing systems provide moisture barriers from the base of the pile yarn to the floor, preventing spills from penetrating to the subfloor. Backing materials include polyvinyl chloride (PVC), amorphous resins, and polyurethane cushion. The “hard backs” (PVC and amorphous resin) offer dimensional stability and seam and edge integrity for easy pattern matching. PVC backings are used most often for modular tiles.
Carpet tiles are installed with standard adhesives, releasable adhesives, and mill-applied peel-and-stick adhesives. Carpet tile installation is easier and causes less downtime and productivity loss than traditional carpet installation. Systems furniture divider panels and office furniture do not have to be removed, but are simply lifted with a “jack” system. The tiles are then installed underneath the furniture while it remains in place.
WOVEN CARPET
Weaving, the traditional carpet construction method, produces carpet on a loom, integrating the pile and backing yarns during the carpet construction. Most woven carpet is dimensionally stable as a result of the weaving process and does not require a secondary backing, as tufted carpet does. Weaving accounts for less than 2 percent of the carpet market in the United States. Its primary use is in the hospitality industry, where long-term durability and intricate pattern detail are primary considerations. The three basic types of weaving processes are velvet, Wilton, and Axminster.
KNITTED CARPET
As in the construction of woven carpet, the knitting process integrates pile and backing yarns in one operation. Needles are used to interlace yarns in a series of connecting loops, similar to the hand-knitting process. Knitted carpets are known for their plush piles, because there is more yarn in the wear surface than tufted carpets. Knitted carpet has a tendency to stretch, however, especially on the diagonal, and is difficult to seam during installation. Knitted carpet represents a very small percentage of the carpet produced in the United States.
NEEDLEPUNCHED CARPET
Needlepunching is achieved by layering thick fiber batts, typically polypropylene, over a support fabric. Hundreds of barbed needles punch through the support fabric, compressing and entangling the fibers. Needlepunched carpets are permeable, which presents a problem when liquids are spilled on a wall-to-wall interior installation. The most common application of needlepunched carpet is outdoor carpet.
CARPET FIBER TYPES
Several types of carpet fibers are used.
ACRYLIC
Acrylic was one of the first synthetic fibers to be used successfully in the production of carpet. However, because the color and texture of acrylic fiber can be glossy and harsh, and because acrylic carpet pile crushes easily, it is no longer recommended for use as a commercial carpet fiber.
NYLON
Nylon is the most popular carpet fiber. It has excellent wearability, abrasion resistance, and resilience, and solution-dyed nylon is also resistant to harsh cleaning chemicals and sunlight fading. However, because of nylon’s excellent durability, appearance retention is a concern. Long before a nylon carpet wears out, its appearance may be permanently ruined.
POLYPROPYLENE
Polypropylene is the lightest commercial carpet fiber. Polypropylenes are known for their excellent stain and mildew resistance, low moisture absorbency, excellent colorfastness in sunlight, and high strength. They also minimize static electricity. Olefin is a polypropylene. Polypropylene is commonly used in outdoor carpeting.
POLYESTER
Polyester fibers are known for their color clarity and their capability to retain color. More popular for residential carpet applications than for commercial uses, polyester has a luxurious feel.
WOOL
Used for centuries in the manufacturing of carpet, wool is still the standard against which other carpet fibers are judged. It is generally the most expensive carpet fiber and is commonly used in woven carpets. When exposed to flame, wool chars, rather than melting like most synthetic fibers, making it naturally flame-resistant. It also dyes well and has good resistance to soil and wear.
SISAL
Sisal is a strong, woody fiber produced from the leaves of the agave plant, which is found in Central America, the West Indies, and Africa. Used mostly in twine and rope, it has become a popular contemporary flooring fiber.
CARPET DENSITY
Density, the amount of pile yarn in unit volume of carpet, is influenced by gauge—stitches per inch across the width—yarn size or thickness, and pile height. A larger yarn can be tufted at a wider gauge and receive the same density as a fine yarn at a small gauge. For areas where heavy foot traffic is likely, a density of 5000 to 7000 or more may be necessary. Office spaces with moderate traffic require a density of 4000 to 6000. Because of the fundamental differences in the manufacturing processes, different terms are used to describe carpet density for each type of carpet construction.
CEILING FINISHES
ACOUSTICAL PANEL CEILINGS
Acoustical panel ceilings are composed of manufactured units, installed in a metal suspension assembly. They are used where sound attenuation and accessibility to the above-ceiling interstitial or plenum space are desired. Acoustical ceilings are large visual elements within a space, and so are considered design elements as well as acoustical features. Partitions, light fixtures, ceiling diffusers, sprinklers, and other devices are attached to or installed within these ceilings, so coordination with the ceiling layout is critical.
Acoustical panels are installed on an exposed metal grid system suspended from the underside of the structure above. In contrast, acoustical tiles are inserted to a concealed suspension system and are generally 12 by 12 in. and 24 by 24 in.. Common acoustical panel sizes range from 24 by 24 in. to 24 by 48 in. up to 60 by 60 in., and are available in rectangular shapes as well as square. Thicknesses range from 5/8. to 3/4. to 1 in., with other thicknesses available for special applications. Most manufacturers provide hard metric-size acoustical panels to address global needs for their products.
Acoustical panel ceiling products are available to meet special project requirements, including the need for greater durability, light reflectance, and humidity resistance. Fire-resistant acoustical ceiling assemblies are available, when used with applicable UL designs.
SOUND ABSORPTION AND SOUND ISOLATION
In open office areas, the installation of an acoustical panel ceiling will improve the amount of privacy between partial-height partitioned workstations. Within closed areas, an acoustical panel ceiling can improve the transmission of noise from one room to another, if used with appropriate partition types. Manufacturers of acoustical tile ceilings categorize the acoustical features of their products according to industry standard designations for the ratings of sound absorption. Ceiling Attenuation Class (CAC) and Noise Reduction Coefficient (NRC) both rate sound absorption.
• CAC (formerly known as CSTC, Ceiling Sound Transmission Class) rates a ceiling’s efficiency as a barrier to airborne sound transmission between adjacent spaces and from above-ceiling elements. Shown as a minimum value, a ceiling with a high CAC may have a low NRC.
• NRC rates average sound absorption coefficient measured at four frequencies: 250, 500, 1000, and 2000 Hz, and rates the capability of a ceiling to absorb sound, measured from 0.0 to 1.00. The higher the number, the greater the capability of the tile to absorb sound.
• AC rates the listener’s ability to understand the spoken word within a space, expressed as a decimal, with 1.0 being perfectly intelligible. The AC rating measures the sound attenuation of a ceiling in open office areas with partial-height partitions and workstation furniture panels, without the use of a sound-masking system.
LIGHT REFLECTANCE
The quantity of light reflected by a surface, defined in ASTM E 1477, “Standard Test Method for Luminous Reflectance Factor of Acoustical Materials by Use of Integrating-Sphere Reflectometers,” is known as light reflectance.
Illuminance is measured in footcandles, or lux (metric measure). One footcandle is approximately 10 lux. A footcandle is the average illumination resulting when one lumen of light falls on 1 sq ft of surface. The total number of lumens on a surface divided by the area of the surface equals footcandles.
High-light reflectance (LR) acoustical tiles provide greater reflected light from the ceiling plane. LR is measured in values from 0.00 to 1.00. High LR ceiling tiles are particularly effective in open office areas with indirect light sources, where glare is reduced at the work plane and where spaces incorporate daylight as a light source. Usable light is increased and is more evenly distributed. Acoustical ceilings that have a light reflectance above 0.83 are considered to be high light-reflectance ceilings, but some products are available that exceed this number and reflect more light. After review of the planned illumination levels, it may be possible to reduce the number of light fixtures within a space, thereby reducing initial installation costs and long-term energy costs.
Light-reflectance values are generally lower for those acoustical tiles with textured and embossed patterns. Integrally colored tiles may affect the LR value. Unless the ceiling surface is to be used as a distributor of illumination, lower LR values may not be of concern.
CEILING TYPES
ASTM E 1264, “Classification for Acoustical Ceiling Products,” provides a classification system for ceiling panels that describes various attributes of the panels; this is a very useful standard when using the descriptive method of specifying.
CEILING PANEL COMPOSITION
Several of the same types of acoustical tile are also employed as acoustical panels: water-felted, cast, or molded and nodular. Special acoustical panels composed of a ceramic and mineral fiber composite are used where increased durability, cleanliness, and resistance to humidity and fumes are required. Mylar-faced acoustical panels are used in cleanroom areas, food service, and other applications where cleanability is important.
Fiberglass panels are processed from a molten state into fibrous glass strands, then formed into sheet/board stock. A separate dimensionally stable facing material is laminated to the fiberglass core to provide texture and pattern. Backings are available to improve acoustical qualities of the fiberglass panels.
The availability of recycled content is increasing within acoustical panel manufacturers’ product lines, depending on the product selected. To address the issue of sustainability within the manufacturing process many manufacturers are now recycling old ceiling panels.
EDGE DETAILS
Common edge details are square or reveal shapes. Acoustical panels with these edge details are easily dropped in place within the suspension system and are pushed up to access the ceiling plenum.
SQUARE EDGE
Square-edge acoustical panels are economical and are installed on the exposed ceiling suspension grid flanges. Square-edge panels do not conceal the suspension grid.
REVEAL EDGE
Reveal edge acoustical panels allow the panels to extend below the suspension system, partially concealing the metal grid. Tegular edges can be square, angled, beveled, stepped, or other special shapes, and are generally selected for their aesthetic appearance. When installed within an exposed tee suspension system, the acoustical panels “read” as modular elements, due to the reveals between the panels. Other suspension system profiles fill the tegular-edge reveal, providing a more flush, monolithic appearance to the ceiling.
FIRE-RESISTANCE-RATED ACOUSTICAL PANEL CEILING ASSEMBLY
3.124
ACOUSTICAL PANEL CEILING ASSEMBLY
3.125
Contributors:
Setter, Leach & Lindstrom, Inc., Minneapolis, Minnesota; Blythe & Nazdin Architects, Ltd., Bethesda. Maryland.
BEVELED EDGE
Beveled edges, often found on reveal-edged units, form an easededge condition, which softens the line of the perimeter of the panel. When moving panels after the initial installation, beveled edges can minimize edge damage due to accidental bumping of the panel on the grid.
SPECIAL-USE PANELS
Acoustical ceiling panels are available to address special needs. Food service areas often require products that are accepted by the USDA for food preparation areas. Nonperforated mylar-faced or vinyl-faced acoustical panels with appropriate suspension systems can be installed in food service areas as well as in cleanrooms of certain classes. Acoustical properties of these mylar- or vinyl-faced products are less than those of nonfaced products; therefore, a check of the local regulations for these installations is recommended.
Composite ceramic and mineral fiber panel products perform well in areas such as indoor pool areas, hydrotherapy areas, laboratories, and other spaces where corrosive materials may be present. The suspension system grid and hangers should be of a corrosion-resistant material such as aluminum or stainless steel, to minimize deterioration.
SUSPENSION SYSTEMS
Exposed acoustical ceiling panel suspension systems are composed of main and cross-tee components, installed at the desired height by hanger wires. The suspension system is typically fabricated from factory-coated steel. Additional types include galvanized steel systems for improved resistance to moisture, and aluminum and stainless steel for other special installation requirements. Fire-rated suspension systems are available, with prenotched expansion relief segments to resist suspension system failure resulting from heat expansion of the grid.
COMPONENTS
The visible components of an exposed ceiling suspension system include interlocking main beams and cross tees, installed in a prescribed grid to accept the acoustical panels. Main beams are typically installed on hanger wires spaced at 4 ft o.c. along the beam. Angle or channel-shaped moldings are used for perimeter acoustical panel support.
Hanger wires support the main and cross tees from the structure above and are spaced per the manufacturer’s recommendations and as project conditions require.
Other special accessory components of the exposed suspension system include stiffeners, clips, spacers, covers, and adapters. Although it may be difficult to identify all of the specific accessory components, the major items anticipated on a project, such as hold-down clips, stiffening braces, partition clips, and so on, should be identified, if possible. Specifications should cover accessories as well as the overall suspension system and acoustical panels.
FIRE-RESISTANCE-RATED SUSPENSION SYSTEMS
Fire-resistance-rated suspension systems conform to the UL design for fire-rated performance. Expansion points are provided at specific intervals to alleviate stresses on the grid in case of fire. Cross-tee end clips and other devices must be used as required by UL and local codes. The acoustical panels installed within the fire-resistance-rated suspension system must also be of a fire-resistive nature.
SEISMIC DESIGN
For the installation of an acoustical panel ceiling with seismic design requirement locations, review suspension systems with cross-tee end details that accommodate lateral movement. Check with ceiling suspension system manufacturers to determine the seismic capabilities of a particular system.
ACOUSTICAL TILE CEILINGS
Acoustical tile ceilings are composed of prefabricated ceiling units, which are installed in a concealed or semiexposed metal suspension system. Also known as concealed spline ceilings, they are directly installed on a substrate by stapling or adhesive bonding. Although acoustical tile installations provide a monolithic ceiling surface, installation can be more costly, and maintenance of the tile ceiling is more difficult than with acoustical panel installations. An acoustical tile ceiling is not as easily accessible to above-ceiling areas as acoustical panel ceilings with lay-in units. If accessibility is not an issue, an acoustical tile ceiling is an option when the aesthetics and other conditions of the installation are appropriate for the project.
Acoustical tiles are typically 12 by 12 in.; however, larger sizes are available. Thicknesses range from 1/2. to 5/8. to 3/4. Hard metric sizes are available on a more limited basis from manufacturers. Acoustical panels are generally larger than 12-by-12-in. ceiling tiles, and are installed in exposed or semiconcealed grids.
Fire-resistant acoustical tile assemblies are available when used with applicable UL design criteria. Consult a manufacturer’s product information for specific recommendations on acoustical panel ceiling data.
CEILING TILE COMPOSITION
Composition of the various acoustical tile types used in commercial construction include mineral fiber base and glass fiber base. Cellulose base, used primarily in residential construction, is not as durable as the commercial-grade panel construction. Construction of the mineral fiber base acoustical panels is cast, wet-felted, and nodular, and is available in a number of textures and acoustical properties.
WATER- OR WET-FELTED TILES
Water- or wet-felted tiles are fabricated from mineral wool, perlite, fillers, and binders, which are mixed into a loose slurry that is formed into sheets by draining, compressing, drying, and cutting to size. Fissured, perforated, or stippled textures are added to the tiles prior to painting the units.
CAST OR MOLDED TILES
Cast or molded tiles are fabricated from mineral fibers, fillers, and binders, then mixed into a pulp and poured into paper or foil-lined molds of the desired size. Surface textures are created by the manipulation of the surface of the molds. Integral colors can be added for a through-color product. The tiles are oven-dried, trimmed, and then painted.
KERFED-EDGE ACOUSTIC CEILING TILE
3.126
ACOUSTICAL CEILING TILE ASSEMBLY
3.127
NODULAR TILES
Nodular tiles are fabricated from mineral fibers wound into balls, combined with perlite, fillers, and binders, then mixed into a slurry. The mixture is formed into sheets, oven-dried, and cut to size. The tiles, which are inherently porous, are then textured with fissures and painted.
SUSPENSION SYSTEMS
Concealed acoustical tile ceiling suspension systems are installed at the desired height by hanger wires, which support the metal Tor Z-shaped grid components. The suspension system is typically fabricated from factory-coated steel or as galvanized steel systems for improved resistance to moisture.
Concealed suspension systems for acoustical tiles integrate above-ceiling access areas into the system. Access is upward or downward, depending on the system. Care should be taken to prevent damage to the ceiling tile during installation and maintenance of the system and above-ceiling elements.
STRUCTURAL PERFORMANCE
Ceiling suspension systems for acoustical tiles are designated as light-, intermediate-, or heavy-duty. Light-duty systems are used where there will be no additional loads other than the acoustical tiles; therefore, these systems are typically used only in residential and light commercial applications. Intermediate-duty systems are capable of supporting a moderate amount of additional load, such as light fixtures and ceiling diffusers. Intermediate-duty systems are commonly used in standard commercial applications. Heavy-duty systems can accommodate additional loads suspended from or installed within the ceiling system. Prior to specifying a suspension system, the anticipated loads on the ceiling should be reviewed to determine the most suitable type.
COMPONENTS
The concealed suspension system is composed of interlocking 15/16-in.- wide double-web main beams and cross tees. Main beams are typically installed on hanger wires spaced at 4 ft on center along the beam. Angle or channel-shaped moldings are used for perimeter acoustical tile support. Hanger wires support the main and cross tees from the structure above and are spaced per the manufacturer’s recommendations and as project conditions require. Accessory components such as clips and concealed angles are available to allow access to the plenum space above the ceiling.
Contributors:
Setter, Leach & Lindstrom, Inc., Minneapolis, Minnesota; Blythe & Nazdin Architects, Ltd., Bethesda, Maryland.
PARTITION CLIP
3.128
Partition clips fasten the partition top track to the ceiling grid.
STIFFENING BRACE
3.129
Vertical attachment of the stiffening brace to the hanger wire between grid and deck holds the suspension system in place during wind uplift and in high-security areas.
HOLD-DOWN CLIP
3.130
A hold-down clip attaches to the top bulb of the grid to hold lay-in panel in place, and helps prevent ceiling panels from fluttering at entryways.
ISOLATION HANGERS
Isolation hangers isolate ceilings from noise traveling through the building structure. Hangers are also available for isolating ceiling systems to shield spaces from mechanical equipment and aircraft noise.
When it is necessary to isolate a high-noise area from a building, or a “quiet room” from a high surrounding noise level, floors, walls, and ceilings should be built free of rigid contact with the building structure, to reduce sound and vibration transmission.
ISOLATION HANGER
3.131
SEISMIC DESIGN
For the installation of an acoustical tile ceiling with seismic design requirement locations, review suspension systems with cross-tee end details that accommodate lateral movement. Check with ceiling suspension system manufacturers to determine the seismic capabilities of a particular system.
LINEAR METAL CEILINGS
Linear metal ceilings are distinctive in appearance and are used where strong linear aesthetic, durability, and ease of maintenance are desired. Metal surfaces are available with many finishes and colors, which allow for a number of design options for the metal ceiling. Special suspension systems allow custom radius configurations, as well as flat horizontal ceilings, to be installed. Linear metal ceilings are typically installed as snap-in units on a concealed suspension system, and some can accept companion integrated light fixtures.
CEILING TYPES
Linear metal ceilings are fabricated from aluminum, steel, or stainless steel. Options include metal panel (slat) sizes, metal coating types, colors, textures, and acoustical insulation. Linear baffle ceilings are also available, but typically are not installed with acoustical insulation.
SIZES
Linear metal panel dimensions vary by manufacturer, but a common module width range is from 2 in. wide to 8 in. wide. Additional slat panel widths are available from manufacturers. Standard lengths are commonly 12 and 16 ft, but can be tailored to a particular installation with custom lengths. Depths of panels vary, with deeper panels providing a stronger linear effect to the ceiling. Overall size is regulated by the suspension method capacity and installation parameters of the project.
MATERIALS
The most common material for linear metal ceilings is roll-formed aluminum, with typical thicknesses of 0.020 in., 0.025 in., and 0.032 in. Aluminum linear panels are preferred for high-humidity areas and in spaces where the environment fluctuates, as well as for exterior applications. Roll-formed steel linear panels are available, and they can be more economical than aluminum, but are not as commonly used due to concerns about maintenance over time. Stainless steel also performs well but is typically more costly than aluminum or steel panels.
LINEAR BAFFLE CEILING SYSTEM
3.132
LINEAR METAL PAN CEILING
3.133
LINEAR METAL CEILING WITH ACOUSTICAL INSULATION
3.134
Contributors:
Keith McCormack, CSI, CCS, RTKL Associates, Baltimore, Maryland; USG Interiors, Inc., Chicago, Illinois; Setter, Leach & Lindstrom, Inc., Minneapolis, Minnesota.
LINEAR METAL CEILING AND FASCIA ASSEMBLY
3.135
LINEAR METAL CEILING PERIMETER CONDITION
3.136
ACOUSTIC PROPERTIES
Acoustic properties of linear metal ceilings vary, depending on the type of metal pan used, type of sound attenuation used, and project conditions. Sound waves pass through the reveals between the panels, so the use of sound attenuation will reduce the sound transmitted. Sound passes through the ceiling plenum if ceilingheight partitions are installed in the areas with linear metal ceilings; therefore, sound attenuation batting above the ceiling will improve acoustics slightly. Microperforations are available on some metal panel products, and improve the acoustic qualities of the system, especially if used in conjunction with sound attenuation batting. NRC ratings average around 0.70 to 0.90, depending on installation conditions.
Fiberglass is the most common material for sound attenuation batting, but it should be wrapped so that the fibers do not escape into the space and compromise the indoor air quality. Reveal filler strips reduce sound transmission. A review with an acoustical consultant and the metal pan ceiling manufacturer may be beneficial when selecting a linear metal ceiling.
SUSPENSION SYSTEMS
Concealed suspension systems for linear metal ceilings are similar to those used for acoustical tile installations. Classifications of the suspension systems are typically intermediate- and heavy-duty, depending on the type and weight of the linear metal panels. Carrier suspension systems are hung from the structure above by hanger wires, with main tees usually located at 48 in. o.c., maximum. Special carriers, which require additional support, are available to provide radius configurations of the ceiling. Expansion carriers increase the centerline-to-centerline dimension of the panels to accommodate a nonstandard module installation. Stabilizer bars snap into slots every 4 in. o.c., and provide additional strength and rigidity to the suspension system.
ACCESSORIES
Accessories include cross-connector clamps, which are installed at grid intersections of main and cross-tees to provide added strength. Wind-uplift struts, seismic clips, and other devices are available to address the requirements of local codes regarding the installation of linear metal ceilings. Trim pieces and moldings are available for perimeter conditions, and access panels provide above-ceiling access.
FIRE RESISTANCE
Some linear metal ceiling systems are listed as UL fire-resistance-rated assemblies. Check with manufacturers for specific information regarding the fire resistance of a particular product. Currently, as with metal pan ceilings, linear metal ceilings are not identified as having specific fire-resistive qualities and are not listed in the UL Fire Resistance Directory.
RECYCLED CONTENT
Many manufacturers have integrated recycled material to their metal pan ceiling fabrication, although the percentage of recycled content varies among manufacturers and products.
SEE ALSO
Acoustical Panel Ceiling
Carpeting
Gypsum Lath
Joint Sealants
Linear Metal Ceilings
Metal Lath
Metal Pan Stairs
Resilient Base
Resilient Flooring
Resilient Wood Flooring
Suspension Systems
Terrazzo Flooring
Thinset Tiling
Tiling
Wood Block Flooring
Wood Flooring
Contributors:
Keith McCormack, CSI, CCS, RTKL Associates, Baltimore, Maryland; USG Interiors, Inc., Chicago, Illinois.