![]()
Ordinarily, money put into raw materials or into finished stock is thought of as live money. It is money in the business, it is true, but having a stock of raw material or finished goods in excess of requirements is waste — which, like every other waste, turns up in high prices and low wages.
The time element in manufacturing stretches from the moment the raw material is separated from the earth to the moment when the finished product is delivered to the ultimate consumer. It involves all forms of transportation and has to be considered in every national scheme of service. It is a method of saving and serving which ranks with the application of power and the division of labour.
If we were operating today under the methods of 1921, we should have on hand raw materials to the value of about one hundred and twenty million dollars, and we should have unnecessarily in transit finished products to the value of about fifty million dollars. That is, we should have an investment in raw material and finished goods of not far from two hundred million dollars. Instead of that, we have an average investment of only about fifty million dollars, or, to put it another way, our inventory, raw and finished, is less than it was when our production was only half as great.
The extension of our business since 1921 has been very great, yet, in a way, all this great expansion has been paid for out of money which, under our old methods, would have lain idle in piles of iron, steel, coal, or in finished automobiles stored in warehouses. We do not own or use a single warehouse!
How we do this will be explained later in this chapter, but the point now is to direct thought to the time factor in service. Having on hand twice as much material as is needed — which is only another way of saying twice as much stored human labour as is needed — is precisely the same as hiring two men to do the job that one man ought to do. Hiring two men to do the job of one is a crime against society. Also, to carry a product 500 miles to the consumer, if that product can be found within 250 miles, is a crime. For a railroad to deliver in ten days when it might deliver in five is grand larceny.
This country was built by transportation. The big through trunk lines made us a nation — we had no political barriers to trade, and the railroads removed the natural barriers. Manufacturing naturally centered in the East because the known deposits of coal and iron were in the East, and so, also, were most of the consumers of the finished products, but now we have great cities from coast to coast — too great a population for our railroads to serve, following the old way of doing nearly all the manufacturing in the East.
A big factory unit sometimes pays. Our Fordson plant pays because it brings raw materials together economically. Our finished product, in the way we ship and assemble, goes out with a minimum transportation charge. But if Fordson did not deal in heavy, bulky raw materials it would not pay. It pays because it combines quick transportation both inward and outward. As a general rule, a large plant is not economical. A small plant making only one part is with cheap power more economical than a large plant with equally cheap power making all the parts — even in separate departments. At least, that has been our experience, as will be told in a later chapter. The cost of power and transportation is controlling.
It is not possible to repeat too often that waste is not something which comes after the fact. Restoring an ill body to health is an achievement, but preventing illness is a much higher achievement. Picking up and reclaiming the scrap left over after production is a public service, but planning so that there will be no scrap is a higher public service.
Time waste differs from material waste in that there can be no salvage. The easiest of all wastes, and the hardest to correct, is this waste of time, because wasted time does not litter for floor like wasted material. In our industries, we think of time as human energy. If we buy more material than we need for production, then we are storing human energy — and probably depreciating its value. One may buy ahead on speculation in the hope of realizing an unearned profit. That is both poor service and poor business, because, over a term of years, the profits of speculation will not exceed the losses, and the net result to the speculator is zero, while the community itself has lost by having to make detours from the ordinary highways of trade. On the other hand it is a waste to carry so small a stock of materials that an accident will tie up production. The balance has to be found, and that balance largely depends upon the ease of transportation.
There can be no ease in transportation unless the unnecessary shipment of goods is avoided. The country has railroad facilities enough to carry all the goods that need carrying, but it has not facilities enough to provide for unnecessary transportation. To have a surplus of facilities would only be waste. We would do better to look to the necessity of the transportation then to extend the railroads. For instance, when we wholly manufactured our motor cars at Highland Park and shipped them out complete, the day we went into the production of 1,000 cars a day brought on one of the worst freight jams ever known. That jam might have been broken by spending some millions of dollars in extending the railroads and building new box cars. But a much better way was to ship our cars in a different fashion. It would scarcely be possible to ship our present 8,000 cars a day production in the old fashion, and, if we did, our cars would cost the buyers much more than they now do.
Modern business is on a different basis from the old business. In the days when opportunities were few, it is not surprising that making work for someone was regarded as a worthy act, but now, if the principle of the wage motive be followed, there is more work to do than there are men to do the work. Making a job for a man is merely asking him to assist in lowering wages and raising prices. It would seem that the more traffic given to the railroads the more prosperous they would be, and through buying new equipment they would share their prosperity with the steel makers, the locomotive builders, and car builders, and everyone in the long line of industries which the railroads support.
This is true if the transport be necessary, but not at all true if the transport be unnecessary. If we carry wheat 500 miles to the mill and then carry the flour back over the same 500 miles, then there is a waste, unless the economy of milling at the central point exceeds the extra cost of double transportation. If the carriage is waste, it will find its way into the price of bread, and people will eat less bread, and the farmer will get less for his wheat, and the traffic of the railroad will decrease, and it will be less prosperous and so will all those who depend on it.
Exactly the same principle goes through every kind of business that depends on transportation — and the number of businesses which are not dependent on transportation are so few that they do not have to be considered.
The speed of the transportation is itself a factor, and its importance depends on the value of the commodity carried. If a railroad does not insist that its freight cars go through on time, and allows them to pile up and be forgotten on sidings, then, regardless of the value of the commodity carried, that railroad will have a lot of dead money in surplus equipment.
Handling freight roughly is another source of great waste. It is absurd that an article for shipment has to be protected against other than the ordinary jarring of travel. The function of the carrier is to receive goods and transport them to their destination with the utmost care. This function seems to have been forgotten. Ordinarily, goods have to be packed not merely to resist jar and ordinary handling, but to resist any attack that may be made on them. This is especially true of goods for overseas. The labour and material involved in packing are enormous, and most of it is sheer waste — waste of human labour and of valuable lumber.
All of these problems have shaped our industries with transport always in mind. Instead of shipping complete cars, we have thirty-one assembly plants located at trade centers throughout the United States to receive standard parts from the manufacturing plants and assemble them into finished cars and trucks. This calls for chassis assembly, body building, and all the paint, trim, and upholstery work. Some of the branches manufacture cushions, springs, and closed bodies. They all operate under the same system, use the same standard tools, and build cars in the same way. Together they furnish employment for around twenty-six thousand men.
Recently, a new type of assembly plant building has been worked out, and all new branches are being built to these specifications. This calls for a one-story structure with the conveyor lines laid out in such a way that trucking and handling are practically eliminated. The new one-story design permits the greatest efficiency. Production may be greatly increased without additional labour. In the Chicago plant, the greatest distance any material has to be trucked is twenty feet, this being the distance from the incoming freight car to the first conveyor. After this it is mechanically handled during the entire process of assembling the units into a finished car.
The location of a new plant is largely determined by the cost of its power and the price at which it may make and ship goods to a given territory. The saving in freight rates of a fraction of a cent per part often decides the location. The St. Paul plant is able to supply all the country west of the Mississippi River at a lower freight rate than any plant east of it. St. Paul, therefore, makes all the parts that cannot be made elsewhere at a cost to offset the freight-rate advantage. Different parts of a motor car come under separate freight classifications, each with a different tariff. A single first-class part in a case of fifth-class parts may bring the whole shipment under the first-class rate. Packing and shipping are watched in the interest of economy. The amount of machining done on a part sometimes affects its freight classification. In such cases, the lower rate is taken advantage of by having only part of the machining done at the factory and the remainder at the branch to which it is shipped.
Only a few years ago, seven touring car bodies make a full load for a standard thirty-six-foot freight car. Now the bodies are shipped knocked-down to be assembled and finished in the branches, and we ship 130 touring car bodies in the same sized car — that is, we use one freight car where we should formerly have used eighteen.
Our finished inventory is all in transit. So is most of our raw material inventory. When production stands at 8,000 a day, this means that our various factories manufacture and ship enough to make 8,000 complete cars. We know just how many machines and employees it will take to reach a given figure at a given time, and how to take care of seasonal demands without the danger of becoming overstocked. A thirty-day supply of any one material is the maximum carried by a department, with the single exception of the blast furnaces, which carry enough iron ore in storage to last them through the winter. The average department inventory is less than ten days’ supply.
The average shipping time between the factory and the branches is 6.16 days, which means that there is an average of a little more than six days’ supply of parts in transit. This is called the “float.” If production is at the rate of 8,000 cars a day, there are parts enough in transit to make more than forty-eight thousand complete cars. Thus, the traffic and production departments must work closely together to see that all the proper parts reach the branches at the same time — the shortage of a single kind of bolt would hold up the whole assembly at a branch. The exact status of the float may be determined at any hour of the day.
The problem of coordination is simplified by standard carloads — of which we have twenty-five. The standard carload for front axles, for example, contains exactly 400 sets. Limited quantities of smaller parts, such as spring hangers, are always included with the shipment of larger parts, but these, too, are standardized. This is worked out in a manner that will take advantage of the lowest freight classification.
This method does away with filling out shipping orders. Instead, they are printed and books are kept on one master part only. The only time it is necessary to specify quantities is when special shipments are made.
Whenever a shipment starts, the car number is wired to the branch. The factory traffic department traces all shipments and sees that they are kept moving until they are in the branch’s territory, where the branch stock traffic man picks them up and follows them through to the unloading platform. We take no chances with the ordinary flow of traffic. Men are stationed at junctions and other points throughout the country to see that the cars are not delayed. The traffic department knows the exact transit time between different points, and if a car is overdue more than an hour, the fact is known at headquarters.
Our production cycle is about eighty-one hours from the mine to the finished machine in the freight car, or three days and nine hours instead of the fourteen days which we used to think was record breaking. Counting the storage of iron ore in winter and various other storage of parts or equipment made necessary from time to time for one reason or another, our average production cycle will not exceed five days.
Take the usual procedure. Let us say one of our ore boats docks at Fordson at 8 A.M. on Monday. It has taken forty-eight hours for the boat to come from Marquette to the docks. Ten minutes after the boat is docked. Its cargo will be moving toward the High Line and become part of a charge for the blast furnace. By noon Tuesday, the ore has been reduced to iron, mixed with other iron in the foundry cupolas, and cast. Thereupon follow fifty-eight operations which are performed in fifty-five minutes. By three o’clock in the afternoon the motor has been finished and tested and started off in a freight car to a branch for assembly into a finished car. Say that it reaches the branch plant so that it may be put into the assembly line at eight o’clock Wednesday morning. By noon the car will be on the road in the possession of its owner. If the motor, instead of being sent to a branch, goes into the assembly line for the Detroit, Toledo & Ironton Railroad, the dredging of the River Rouge, and the development of water transportation with our own ships. A few years ago the River Rouge (which flows into the Detroit River and through the Detroit River connects with the Great Lakes) was only a shallow, winding stream from seventy-five to a hundred feet in width and not more than a nine-hundred-ton barge could come up to the factory docks. It was then necessary to transfer the cargoes of the Great Lakes steamers to barges at the mouth of the River Rouge and tow them up. Now we have a short-cut canal, reducing the distance from the lake to our turning basin from nearly five miles to three miles. The canal and river have a surface width of 300 feet and an average depth of twenty-two feet — which is sufficient for all of our purposes.
Since completion of the dredging, we have been building a Great Lakes fleet and now have four vessels, two of which, the Henry Ford II and the Benson Ford, are somewhat unusual in that they are driven by Diesel engines and are designed not only to carry the greatest possible amount of ore, but also to give the officers and crew what are practically first-class hotel accommodations. These boats are each 612 feet long and will carry 13,000 tons of coal or ore. As with everything in our industries, these boats are designed to operate with the smallest possible number of men and are kept spotlessly clean. The engine rooms, for instance, are finished in gray and white enamel, with nickel-plated trimmings. Both the officers’ and the crew’s quarters are finished in hardwood, with shower baths enough for everyone. The heat is electrical, and all the auxiliary machinery, such as pumps, windlasses, and winches, is electrically driven. These boats are used only on the Great Lakes, but, as far as possible, we are locating our branches on navigable waterways. The Memphis and the St. Paul plants are on the banks of the Mississippi River; the Jacksonville plant is on the St. Johns River, with docks for ocean freighters; and the Chicago plant is on the Calumet River, which flows into Lake Michigan. Our Green Island plant is at Troy, near the confluence of the Hudson and the Mohawk rivers. This plant connects with the Kearny, New Jersey, plant by boats on the Hudson. It is less expensive to load boats than freight cars, and the transportation by water in this case is not only faster than by rail but also is cheaper.
A further development has been serving the Atlantic Coast plants at Norfolk, Virginia; Jacksonville, Florida; New Orleans, Louisiana; and Houston, Texas, directly by steamships going out through the Great Lakes and the canals. These vessels deliver on the coast about as quickly as do the railroads, and we have the added advantage of providing special racks and the like aboard the ships, so that our engines and larger parts do not have to be crated. This is applying the single purpose machine idea to the ocean steamship — just as we have applied it to the freight car.
Carrying out the same thought, we are organizing an ocean fleet, a part of which has been in operation for more than a year, to our European branches, to our South American branches, and to our Pacific Coast branches. Loading “loose” on these steamers saves us about twenty thousand dollars in crating alone on each trip, in addition to a large saving in cargo space. On two shipments to the Pacific Coast, we saved more than seventy thousand dollars as against shipping by rail. We now have five units in the ocean service and will add as many more as necessary. In all of them we are using Diesel engines. For transatlantic shipments we mostly load at our plants at Kearny, New Jersey, and Norfolk, Virginia, and for care of these vessels, as well as for the establishment of a new branch, we bought a shipbuilding plant at Chester, Pennsylvania.
On ships on the high seas, as well as on the lakes, we have put into effect our wage and cleanliness policies and also our labour-saving devices. On our ships, we pay a minimum of $100 a month with board and room — and we board them well. The inclusion of board and lodging makes the rate higher than the shore rate — which is as it should be. We pay the captain and the engineers wages commensurate with the responsibilities they assume. On the whole, our wages will run considerably higher than the highest wages elsewhere paid. We make money on these wages, for really, the whole total of wages paid on a ship is not very important — the important thing is to see that you get the full use out of the big investment, which is the ship.
If a ship is held a couple of weeks in port unloading and loading, the loss will probably be greater than the total wages for a year. Low-priced, irresponsible men will not care what happens to a ship or how long it stays in port. Our men are on their toes to see that our ships are kept moving. They know they must do that to hold their jobs, for every one of our ships, no matter in what part of the world it may be, is held to schedule just as closely as a railroad train. We keep a constant check on every movement of every ship, and any delay has to be explained, and so it is a rare thing for one of our ships to be in a port more than twenty-four hours.
There are a thousand economies to be brought about in ocean transportation. We are so new at shipping that we are only beginning to appreciate the vast savings which are so easily possible. These savings lie in every direction. There are too many men ashore getting commissions and brokerage fees and what-nots; there is almost no attempt at the scientific buying of supplies; the loading and unloading are about the same as they were a hundred years ago, and the element of time to the shipper is almost totally disregarded. A job at sea is as important as a job on shore — which will have to be recognized by the pay.
Modern business — modern life — cannot afford slow transportation.

1903 Model A Ford.
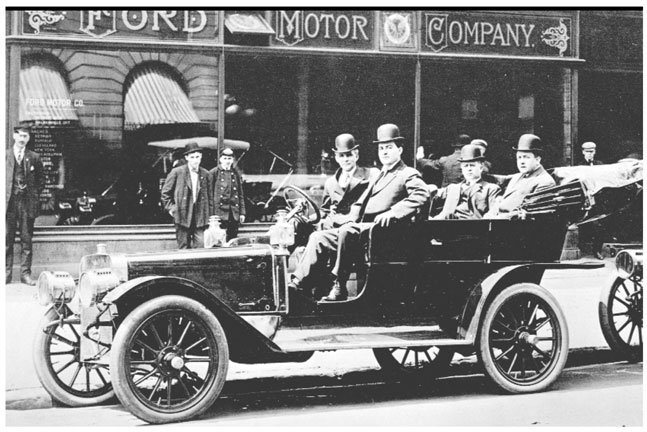
In New York. Henry Ford sits behind the wheel in front of New York City’s branch of the Ford Motor Company in 1906. Seated in back are, left, James Couzens and, right, Gaston Plantiff, branch manager. This large 6-cylinder Model K Ford was built against Mr. Ford’s better judgment and was soon dropped.
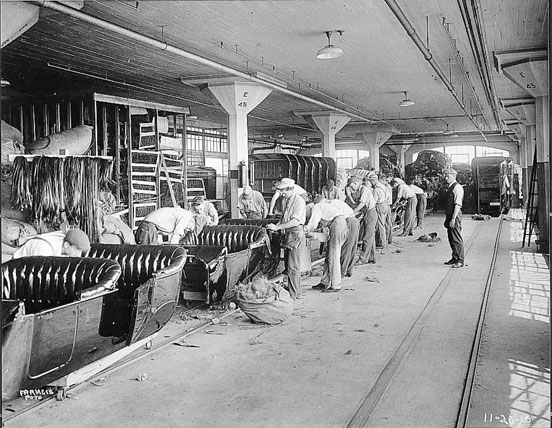
The seat installation line at the Highland Park Plant, 1916.
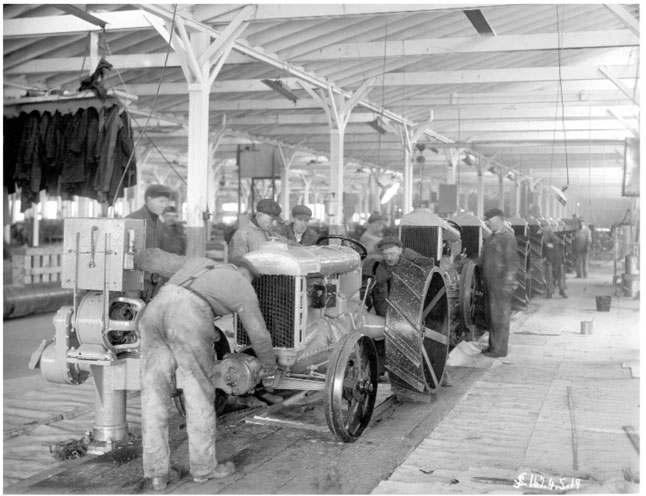
Tractor assembly at the Fordson Plant, 1919.

The hydro-powered plant at Phoenix, on the Rouge River, where Ford employed almost exclusively women from the surrounding area in light manufacturing.

Students in the lathe department at the Henry Ford Trade School, 1922.
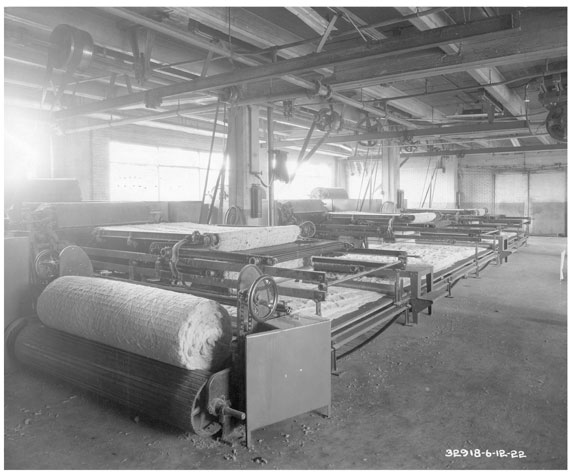
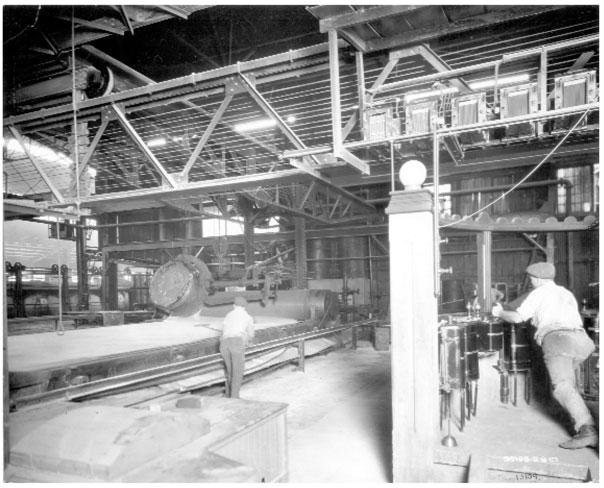
Cotton pads manufacture at the Highland Park Plant, 1922.

Fume elimination machine, 1923.

Car bodies at the Holden Avenue Plant, 1923.

Johanssen Gages, 1924.

Assembly line methods, ca.1925.
The glass plant at Fordson.

Salvage lumber shed, Atlanta Branch, 1925.
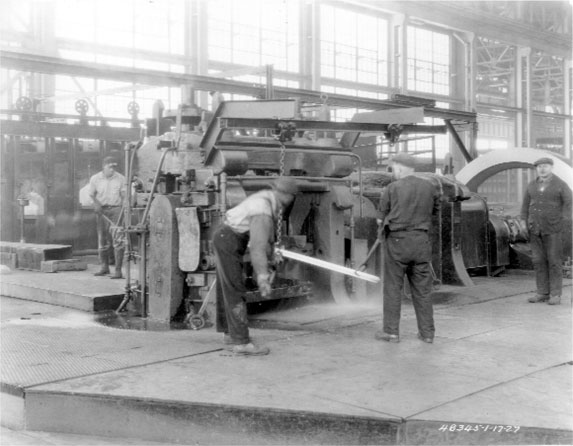
Steel mill at Fordson, 1927.
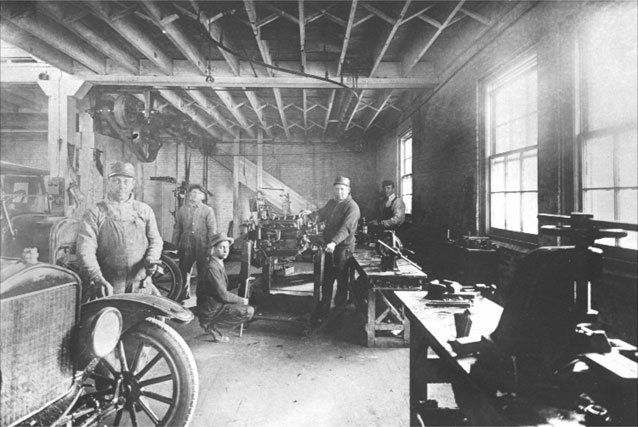
Early Service Shop, 1926. This was the service department of the Drexler Motor Company in Thibodaux, Louisiana, where mechanics worked on Model T’s.