The railway journey from the blast furnace to the steelmaking shop was less than a half mile, but the locomotive and submarine car full of three hundred tons of hot molten pig iron moved no faster than a slow walk; they looked like linked turtles lumbering on uncertain ground. The submarine car, rolling on thirty-two wheels because of the great weight it carried, emitted a stream of rippled air above its orifice, an upside-down cascade of heat. Around this central portal, like an irregular collar of pumice, clung a ragged mess of lumpy, frozen pig-iron drool.
The locomotive clanged as it pulled the submarine car so slowly you could eyeball a blemish on a wheel rim, the tracks sagging as the wheels rotated over them. The pace was deliberate, not only because of the pig iron’s weight but also for the safety of any human or vehicle that might chance to cross the railroad track. The engineer never had his hair ruffled while sticking his head out the cab window unless a wind happened by.
The destination of the pig iron was a building where it was to be purified by fire, to rise in its new incarnation as steel. This was the house of the open hearths, a Karnak Temple born of the industrial age, a mountain ridge of angles and roof and stacks, seemingly designed by an architect wearing seven-league boots. It could only be grasped in part, like an ocean liner eyed from a gangplank. No vantage point revealed its entire breadth or length—retreating a suitable distance failed because other buildings invaded the view.
Trusses and pipe chases entered the open-hearth building from half a dozen directions. Railroad tracks led in at one level, and a gravel road led out from a lower one. Exterior steel stairs and guardrails, all painted yellow, tumbled down the outside walls. Chimneys stood like kiosks all in a row, and a dozen sheds branched off from the main bulk of the building like fractal growths. Into one of these sheds the locomotive dragged the enormously heavy submarine car.
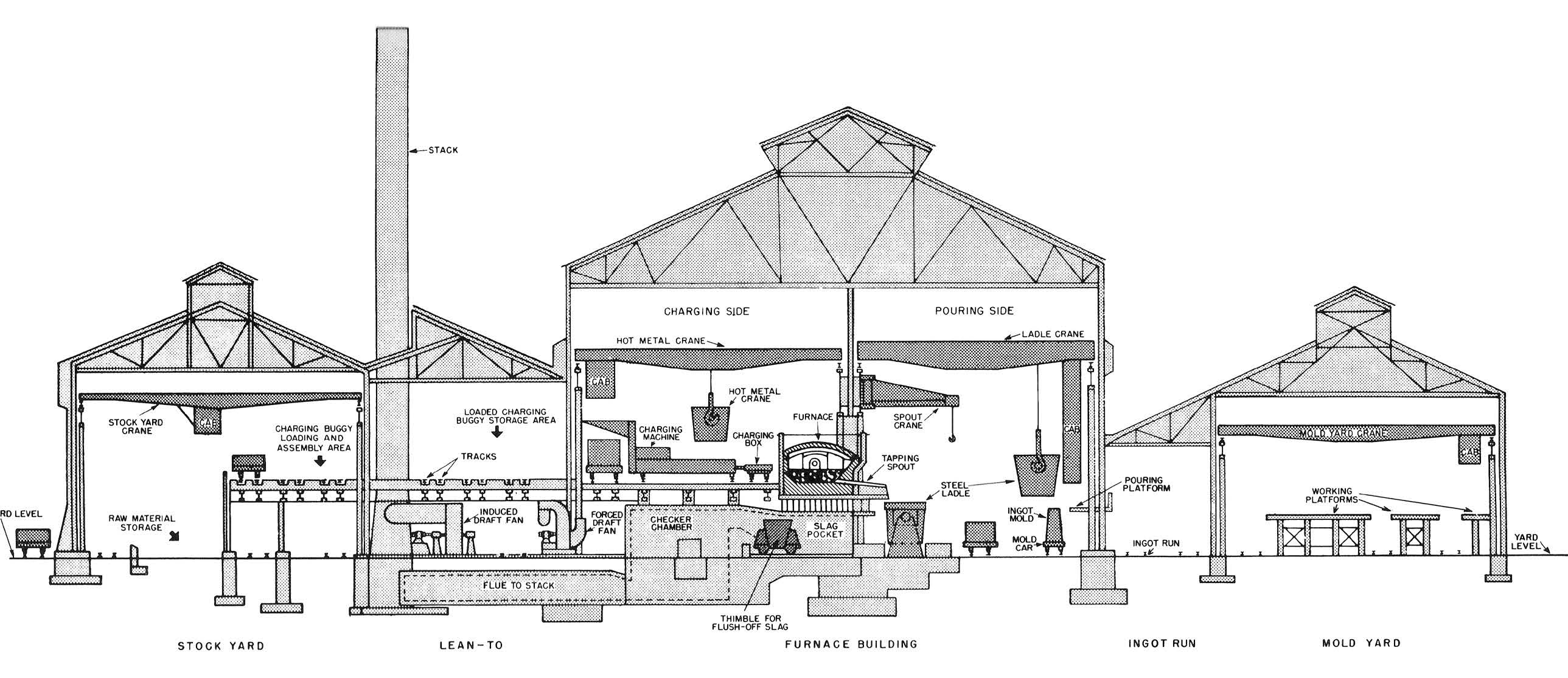
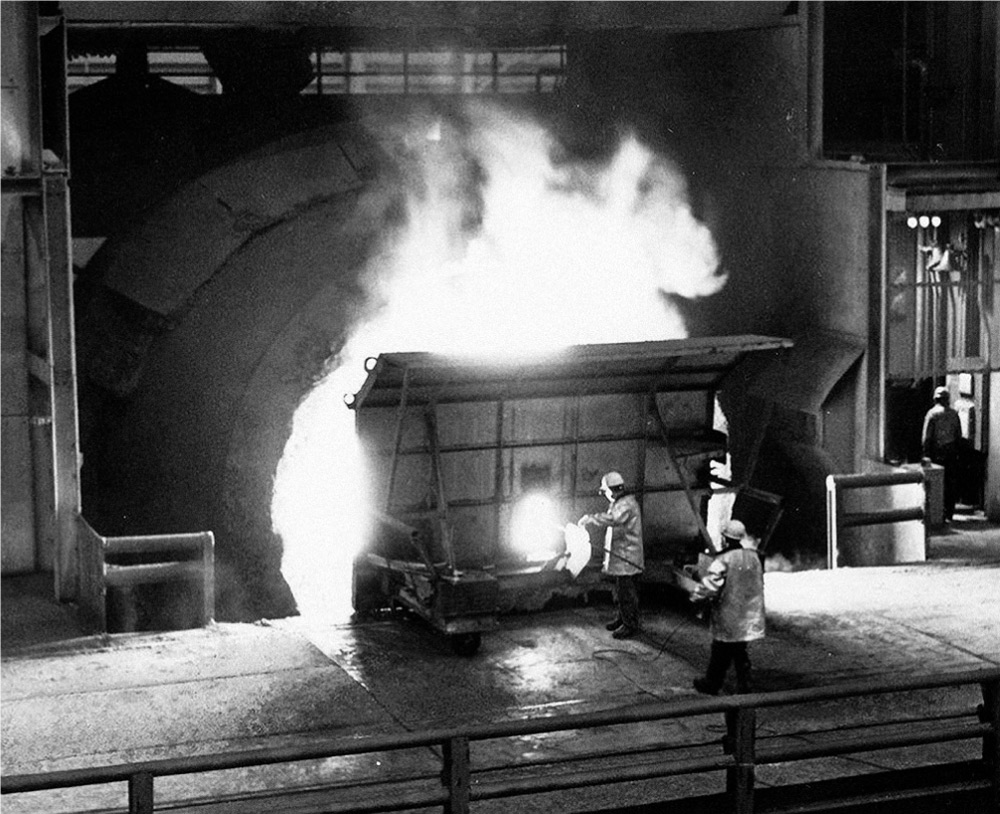
An open hearth shop showing its varied elements, including the charging side and the pouring side, or the “pit.”
Several hundred feet away and twenty feet higher, in the same building, lay the heart of the steelmaking shop, the room with the row of open-hearth furnaces. From the vantage of one end and peering down its length, the room, called the charging side, was boxed counterclockwise from the bottom by the concrete floor, furnace fronts, truss roof, and control wall. These four planes receded with distance, seeming to converge on a far-off vanishing point—a perfect example of artistic perspective. The concrete floor was eighty feet wide and held three pairs of railroad tracks sunk flush along its length. To the right, the fronts of up to a dozen furnaces showed only their seven square doors each, doors that were pierced by six-inch-diameter “wicket holes” spewing fearsome light and sometimes flame. Above was the ceiling of steel trusses, clone after clone of the same truss, one seemingly lapping another and cutting space into countless triangles. To the left was the plane of air-conditioned control rooms, one to a furnace, and panels with gauges and dials.
Millions of cubic feet of space were contained between these four planes. An ocean liner could have fit in here, or a skyscraper lying prostrate. Pigeons flew around unperturbed. Such rooms are often 1,200 feet or more long; a man walking at a leisurely pace would need five minutes to travel one end to the other. Ten men together, one atop another’s shoulders, could reach the bottoms of the trusses; eight more could reach the peak. All this space would be monotonous except that, at least during the day, it was slashed by shafts of dusty sunrays slicing air from the skylight that ran the length of the peak (Frederick Wood’s inspiration) to the concrete floor, like a lighted spine. These swaths of brightness, after displaying a kind of dexterity by threading the lattice of trusses, took on a solid yellow appearance, the dust and curls of sooty smoke lending them substance.
Master of one such enormity was Jim Garrity, general foreman of Number Four Open Hearth Shop at the Sparrows Point plant. He strolled the great hall like the captain of an old windjammer, up and down, inspecting gauges, checking the source of alarm bells, nodding to an assistant’s suggestion, chewing out a subordinate. “Once, when my kids were small, I took them to the Smithsonian, where there’s a model of this building—or used to be,” he said. “They asked me where in the building I worked. I said all up and down, and they couldn’t believe it. They wanted to know exactly where, and I kept telling them—all up and down. It’s pretty hard on your legs, what with these steel-toed shoes.”
Garrity was fifty-five, claimed Irish descent, and held a Johns Hopkins engineering degree. His grandfather worked in Pittsburgh mills as a puddler, stirring iron through the door of an oven to turn pig iron into wrought iron, considered at the time to be the world’s toughest job. His father started as a door boy in open hearths at age thirteen and grew muscular, like his father before him, from physical labor. “I don’t know what happened to me,” Garrity mused, almost moaned. “I turned out to be a string bean.” But actually he was not. He had good muscles on good bones, stood six feet, and weighed 175 pounds. He looked larger—and fiercer—patrolling the enormous room than in his small foreman’s office, because his hardhat added inches of height and he slung a cocoa-brown wool jacket over his left shoulder like a teenage tough.
His hardhat was white, for management, his full name arced across the front. Clipped to the bill was a pair of blue-tinted glasses shaped like a pince-nez that he could hinge down in front of his eyes when he peered inside a furnace. Below the bill was a band of forehead, flushed from heat, and then a pair of dark-rimmed wraparound safety glasses protecting nut-brown eyes. Supporting them was a nose more flushed than the forehead, and below that a neatly trimmed brown mustache fading to gray. He wore long-sleeved shirts, often striped, over a long-john undershirt, the better to keep steel sparks and heat from reaching his skin. His work pants were dark gray. He kept a pen and pencil in his breast pocket. In his left rear pants pocket, he stuffed the cuffs of a pair of heavy leather gloves; in the right rear pocket was a bent notebook. His wool jacket was flatteringly called fireproof, but its purpose was more to baffle heat and sparks.
“I’m probably a bastard to work for,” he said. “I raise hell a lot. I don’t try to contain myself. I figure I’m the foreman. If people can’t put up with me, people who’ve known me for years now, to hell with ’em. I’m my own boss here. But I want my aides to criticize me. I might say ‘Bullshit’ now, but in an hour, you know I’ll be thinking about it and maybe try a new way.” A little later he said, “I learned a long time ago you can’t be lenient; you can only be fair.”
Garrity’s subordinates were cranemen and furnacemen, about twenty-three to a shift when four of seven furnaces were running, seventy men in all over twenty-four hours. Garrity worked in the shop more than ten hours a day and turned it over to his juniors when he left for home. Still, the phone rang at night and on weekends because the furnaces never shut down.
“It’s a fine line learning how to melt,” he said, using the open-hearth term for turning scrap and molten pig iron into steel that meets customer specifications, “how to tap the furnace, and how to add manganese.” He strolled toward one of the furnaces, one hundred feet long, showing a brick face and seven square doors. “Each batch—we call it a heat—is different and takes different ingredients. Some of what you have to do is laid out, but still you have to think about what the hell you’re doing. It’s not an automatic thing. You have to know the history of the heat. Sometimes it can get real touchy and only experience’ll guide you through. Making steel in an open hearth is more an art than a science.”
He sauntered up to one of the furnace doors—each was water cooled and refractory lined so it wouldn’t melt—and jiggled his left arm. The brown heavy wool jacket on his shoulder jerked forward and unfolded so that, like a matador’s cape, it half lay across the left side of his back and half across the left of his chest. He turned this protected side to the heat of the furnace and with his left hand raised the collar of the jacket up across his nose, lower face, and neck. With his right hand he reached up, flipped down the small blue-tinted lenses, and moved his head near the six-inch wicket hole of the door. His face and hardhat brightened with yellowness. He bobbed and weaved his upper body trying for a parallax view of the flame and molten steel inside, and then his right arm rose, moved slowly toward his back, and halted—a signal to one of his furnacemen about the flame’s location.
Content, he stepped back; there was a locomotive on the way. “We’re very quality conscious,” he said, skin still flushed from the heat, “Very customer oriented. When foreign steel wasn’t such a factor, we used to go our merry way and somebody’d buy everything we made. It’s not that way anymore. We’re very conscientious. It’s a matter of pride. Most men who work with me make as many goals as they can. By goals I mean things like proper chemical composition, time allowed, and so forth. Nobody feels worse than when he misses the goals of a heat.”
Garrity had to make way. One of the heats of which he spoke was in need of pig iron, hauled in by locomotive. It was a full-height electric locomotive striped in yellow-and-black slashes for safety, sporting two flashing red lights, and clanging a bell. The concrete floor trembled underfoot. The train rolled along a track near the control room wall no faster than a man can walk. The engineer, elbow propped on the window frame, poked his head out of a glassless opening and inspected the track. Behind the locomotive, and responsible for the laborious pace, was a flatcar and on it two saddles that supported huge ladles filled with L blast furnace pig iron that had been trundled over in the submarine car; above them, the air seemed to be liquefied, rippling toward the trusses. The ladles are as divorced from the human scale as the room itself. In the main, shaped like any water bucket, they are taller than ranch houses. They seem to have come from an earlier, more heroic age. A football team rushing with shoulder pads lowered would not budge one; a mule team could not pull one. The volume of each was greater than the trailer of a tractor-trailer truck.
After the locomotive had hauled the two ladles to the vicinity of the furnace in need of feeding, it ceased its progress and clanging, and the trembling underfoot stopped. Then there was a faint whir from above, and a huge shadow slid along the floor. It was cast by an overhead crane, a kind of moving steel bridge that stretched from furnace wall to control wall, rolling on rails one hundred feet apart and thirty-five feet up. Dropping below the bridge, close to the control wall, was the operator’s cab; farther out in the room and riding under the bridge itself was a carriage with pulleys, from which descended twenty-four steel cables to a second carriage, also for pulleys. Attached to this lower carriage were two steel J-hooks ten feet high. Upright, the hooks could have pierced the ceiling of a normal room; given the proper tugging power, they probably could have dismembered the Golden Gate Bridge. From down the building, this airborne assemblage rolled, winking out the sun to those below like a solitary summer cloud.
When the overhead crane stopped, the lower carriage and hooks quickly ceased swaying. Then the hooks descended to the level of the ladles and slowly moved toward one of them. They stopped only when their midsections had clanged against the foot-thick sprockets, called trunnions, that protruded from opposite sides of the ladle. The ladle barely wiggled. Above it, the underside of the pulley carriage glowed a pink and vibrated with the furious air. Then, slowly, the cables attached to the pulleys overhead moved through the pulley holes; the J-hooks rose, snared the trunnions from below, and, cables straining, lifted the ladle from its flatcar. The movement was steady—nothing sloshed. Then the cable-suspended system—pulley carriage, hooks, and ladle—rose to twenty feet off the sooty floor and began in the same motion to advance across the room.
When the ladle neared the furnace, it lost speed and descended toward a chute, or runner, that workmen had braced and slanted toward a furnace door. A third, smaller hook dropped from the overhead crane and groped for a lateral bar near the ladle bottom. In the meantime, the furnace door rose in its frame, whose lower level was eighteen inches above the floor, pulling with it a pair of hoses that flushed water through its insides. A thin rectangle of brilliance appeared between door bottom and frame, then seemed to overgrow its confines and hide them behind shimmering, almost painful luminescence. The light was difficult to view directly, but still the door ascended until the golden, incandescent cavern of the furnace fully appeared.
The small hook, having found its grip at the back bottom of the ladle, began to rise, tilting the ladle forward. The angle barely altered before there appeared at the forward, furnace side of the ladle lip a red-yellow tongue, thicker than a camel’s, wider than a hippo’s, reluctantly rolling out into the air. It fell from the ladle with barely a curl, growing longer and longer until its tip smashed against the chute. Then the stream turned a brilliant white, too white to look at, and an explosion of sparks flew back to the ladle top. A great gray cloud, all furious and curling over itself, rolled up like steam escaping from a soup pot when the lid is suddenly lifted. And a great hiss, like gas escaping from a mountaintop, filled the volume of the room. This astounding display, however, was short lived. The sparks tumbled back to the floor, and although others leapt to take their place, these new ones never soared as high as the first. The gray cloud calmed, slowed its ascent, and drifted idly toward the trusses and skylight. The hiss subsided as if it knew its protest was in vain. The flow of liquid metal persisted.
The pig-iron stream lost some of its initial brilliance and added a shade of pink, the color of a very pale pink rose. The liquid was the consistency of cream and so smooth that it practically called to be touched, to have your hands run over and through it. The flow modulated in subtle pulses—wider, thinner, wider, thinner, every dozen seconds. The geyser of sparks, continuing its parabolic flight from the chute, pulsed through higher and lower arcs in rhythm to the stream. The hook at the bottom of the ladle rose steadily, sustaining the pinkish flow. Flames leapt from the furnace through the open door, licked at the stream of liquid metal, and morphed into smoke, which slowed as it rose and meandered toward the trusses. The ladle continued past forty-five degrees, past sixty-five degrees, its rising end never faster than a foot or two per minute. It reached horizontal, and the stream of rosy iron began to thin. At first circular holes appeared in it, then longer elliptical gaps. The hook raised the bottom higher than the lip, but the stream turned to ragged strands. Finally, the ladle gave up its last heavy globs to the chute and drooled on itself a red-yellow drivel. The overhead crane hoisted the ladle away from the furnace and carried it back toward the flatcar, on the way to snare its twin.
“I never come in mornings thinking it’s going to be a perfect day,” Garrity said. “Things always come up.” One of his worries was the chemical composition of the pig iron he received from the blast furnaces. Depending on the silicon content, he had to make critical decisions and adjustments. “Pig iron that’s high in silicon is a hotter metal—chemically and physically. Why that’s so, I’m not certain, but it’s hotter and therefore works better in the furnace. But if you are given, say, two or three percent silicon in the metal, you’ve got problems. You have to burn off the silicon before you can start to work down the carbon, and that means less steel on the finishing end. Not only that, the silicon is hell on refractories in there. It’ll eat away at the brick and make us rebuild the furnace more often.”
Each furnace, which was about one hundred feet long and eighteen feet high on this level, was made almost entirely of refractory brick. On the outside was a steel supporting skeleton, like the exoskeleton of an insect. The exterior walls of brick formed a rectangular shape like that of a shoebox. But the interior space was more ovoid, the shape of the inside of a mussel shell. Both the floor and the ceiling were concave, and the heights of the walls were short in comparison to their lengths. Liquid pig iron poured into the furnace rose no more than three feet from the lowest level of the floor, and was exposed to seventy-foot horizontal flames alternately roaring out of nozzles from either end wall—hence the name “open (exposed to flame) hearth (furnace).” It was not dissimilar to the furnace Henry Cort worked with in the 1780s. Combustion air rose from heated chambers on the level below, mixed with the fuel to form the flame, blew over the shallow pool of iron, and descended again to heat-reclamation and air-pollution-control equipment. As seen through a wicket hole in one of the doors, the brick appeared golden and swollen with the heat. The whole furnace innards were golden yellow and shimmering.
Once the pig iron entered the furnace, the real steelmaking boiling reactions began. Already inside and exposed to several hours of mammoth flame-licking were melted steel scrap and such special ingredients as limestone and iron ore. As soon as the pig iron splashed around these earlier components, important reactions pervaded the mixture and began its transformation. Silicon atoms suspended in the pig iron collided with oxygen atoms mated to iron in the melted steel scrap and iron ore. Having a stronger affinity for oxygen than the iron does, the silicon atoms would steal the oxygen atoms, leaving the iron atoms free. Silicon dioxide (SiO2), the other product, is lighter than iron and floats to the top of what in steel parlance is now called the bath. Both phosphorous and manganese awash in the pig iron would also steal oxygen from iron oxides and rise to the top. In addition, some of the carbon in the pig iron finds oxygen and forms both carbon monoxide and carbon dioxide, which then escapes to the air. All of these reactions release large quantities of heat and, together with the flame, make the bath ever hotter.
For an hour more, the slag fattened with trapped impurities, taking on, as it were, the sins of the pig iron. Furnacemen eyed the slag, and when it was thick enough, they inched up a couple of doors set higher than the level of the iron but lower than the level of the slag and drained the slag off. It smelled like sulfur and flowed in forked streams like runny lava, sparks of molten steel poking out with it and twittering in the air like moths. Ultimately, limestone (CaCO3) in the bath breaks down into lime (CaO) and carbon dioxide (CO2). The CO2 rushes up through the bath in a fury and flies into the air, in effect boiling the steel and exposing the upper inches to more atmospheric oxygen and furnace flames above. The lime rises also but is liquid rather than gas and joins the slag, making it an even more effective snare for the likes of phosphorous, sulfur, and silicon.
The slag, in effect, is the sine qua non of steelmaking. Maligned as superfluous, tagged with an ugly name, discarded as a filler for concrete, slag is really the pinch of elixir that turns the frothing slop into useful steel. And, as with the best elixirs, its transforming powers are still a bit of a mystery. Countless man-years have been devoted to analyzing slag’s contents and reactions, but press a chemical expert and he will have to admit that to this day, no one is certain precisely how slag works through the different reactions of a heat.
The final stage of making steel in open hearths is working down the carbon content of the bath. The carbon burns off by combining with oxygen, either atmospheric oxygen forced up from below floors or, for a speedier job, pure oxygen blown through water-cooled pipes piercing the furnace roof, which is a technique picked up from the newer generation of converters, the basic oxygen furnaces. Each heat has its goal for carbon content, which ranges from 0.6 to 1.9 percent but is generally around 1.0 percent.
A man in charge of manipulating the carbon content for a heat is called the first helper. One of them at Sparrows Point was named Calvin Williams, a man with the build of a football running back who wore his silver-colored hardhat at a fifteen-degree tilt to the right. He had full round cheeks and nickel-size eyes. A walrus mustache made him resemble an ebony-skinned J. P. Morgan. Perspiration dotted his forehead.
Williams tested his bath for temperature and carbon content every fifteen minutes, walking the twenty-five yards from his air-conditioned control room across the concrete floor to the furnace he ran. For temperature, he inserted a long electrically connected sensor through a wicket hole into the boiling steel. For carbon content, he inserted a long spoon through the hole, withdrew it, and poured its contents into a small vessel that a chemical analysis man carried to one of two testing offices in the building.
The swelter beside the furnace doors was tremendous. Perspiration rolled down Williams’ face, even through his walrus mustache. “Some of the older guys, they can look in the bath and tell you within five or six points how much carbon they have and how hot it is,” Williams said, a point being a hundredth of a percent. It was hard enough to stand next to a wicket hole, let alone make eyeball analysis in this stage of the process, when the steel rose to nearly three thousand degrees. Peering in, even through tinted lenses, the steel was citron yellow and luminous, spitting and flopping.
After his tests were completed, Williams walked back twenty-five yards to the control room, but usually he did not enter. Outside was the readout chart for temperature; he made a note of the path the indicator needle had made. An intercom was outside the control room, too, and he waited beside it for the report on carbon content from the testing office. “You take a test,” he began to explain. “Then the carbo is called back. Say you have twenty-five points carbo. Say your temperature is two thousand, five hundred and ten degrees. You know by a chart that you’re only supposed to have twenty-two carbo, so you’re getting too hot for the carbon content you have—you might do some damage to the furnace. So, if I’m three points high carbo, I order some ore to be thrown in there because ore cools down the bath. If I’m only two points high, I might let it ride to the next test because it might even itself out.”
Garrity said, “A first helper can’t use a chart automatically. He’s got to know what the heat’s been doing, if there’s problems somewhere, and be guided by that. If he’s not careful how much fuel he puts on and he doesn’t know the condition of the furnace, he could easily do some refractory damage. An open hearth never runs smoothly. Oh, it might in the cold months, but when it gets into hot months, it seems like things go awry. People’s brains get scrambled. I know mine do.”
Still Garrity’s brain was rarely challenged. He stood tall in his shop. One of his men said, “Jim Garrity is the smartest man in open hearths in the United States. He knows everything—how the furnaces are built, how the place is run, how the equipment is maintained, everything. I wouldn’t be saying this for the hell of it. He can be sitting in his office and if there’s a problem in one of the furnaces, he can come right out and know what the hell to do. He won’t be wandering around thinking it’s no concern of his. It don’t sit right with the man. He can do anything and do it just right. He earns his money; he’s underpaid in my book. Oh, he gets set up once in a while. He gets hot. Jim Garrity can’t stand people doing dumb things. He believes everybody’s been handed a God-given brain and he’d better use it—that’s his motto. But he’s fair. You can talk to him. You gotta understand men to work here.”
From another employee: “Garrity gets pissed off and screams and all, but he don’t mean nothing by it. He’s good, he’s common. And I’ll tell you something about that Garrity—he works harder than any of us.”
Garrity took me below floors, where fuels and combustion began their journeys topside to the steelmaking baths. He pointed out hoisting mechanisms for twelve-foot-high control gates in furnace-air tunnels. Each gate, called a damper, was water cooled to prevent it from melting and so heavy it had to be attached to counterweights for lifting. Sometimes these dampers got stuck, confounding a steelman’s day. He pointed out air flow pipes, twenty feet around. “Here’s air that’s been through a furnace. It flows into a precipitator. Inside, it’s all electrostatic so that you have positive and negative charge and all the particles settle onto a screen. Then they’re knocked off and fall down to where a drag pulls them into a screw tube—a screw pushes it into a silo and that’s where you clean it up. We have a scrubber, too. Water blows into the exhaust ducts and makes a slurry of it. As far as clean air goes, we do a pretty decent job.” To be more precise, a precipitator removes 95 percent of particulate matter it took in, the scrubber 99 percent.
After chemists and workers determined the bath in a furnace had the proper chemical composition and temperature, they declared the steel was ready to be removed—tapping the furnace, it is called. Because the steel cannot exit the same way as the ingredients entered, provision was made at the rear of an open hearth to drain the molten steel through a tap hole, about eight inches in diameter, through five feet of furnace refractory wall. The tap hole exited the furnace wall and aimed in the direction of another room or aisle in the building called the pouring side or, more affectionately, the pit. This space was even larger than the room on the charging side of the furnaces, for it was equally long and wide, and although the ceiling trusses were at the same height as their counterparts on the charging side, the floor level was two stories lower—the better to catch liquid steel as it gushed from the tap hole at the bottom back of a furnace. The floor was dirt, and at one end was a nonclosable opening twenty feet high and forty feet wide, allowing for bulldozers, dump trucks, and locomotives to enter and depart on their rounds of business.
One of the workers most intimately involved with the process of tapping a furnace was the second helper, and one second helper at Sparrows Point was Gus Mack. He was in his twenties, still possessing the slenderness of youth. He had a skinny nose, dark eyes, and black hair, and he came from, as he said, “a family of hard workers.” Behind the furnace, where his duties took him before and after a tap, the temperature was very high, and all second helpers sweated buckets. Mainly they worked with sleeves rolled down on a catwalk that ran along the back wall of a furnace about twenty feet above the pit. Hoses hissed furiously blowing compressed air down the catwalk to cool the second helpers off.
“I don’t mind the furnace heat so much as the regular summer humidity on the bad days,” said Mack, only a brick wall away from 2,900-degree liquid steel. “You can’t walk away from the humidity.” With a flick of the head, he shook off some facial sweat. He meant that he could not evade humidity behind a furnace; between tasks he could cool off in the air-conditioned control room. “Working open hearths is an art,” he said. “That’s a quote from the men upstairs, not my own. At the newer basic oxygen furnaces they push buttons. Here, you gotta look into the furnace with your own eyes to see what you got. It’s a completely different function. Maybe open hearths are outdated, but they used to make the best steel in the world—maybe still do.”
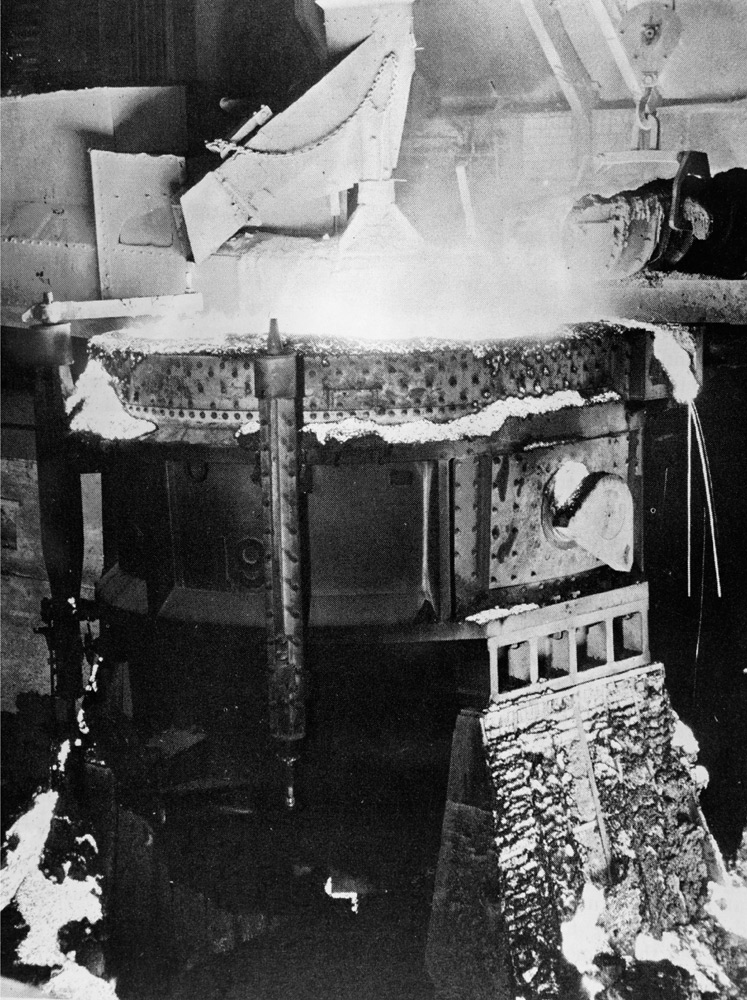
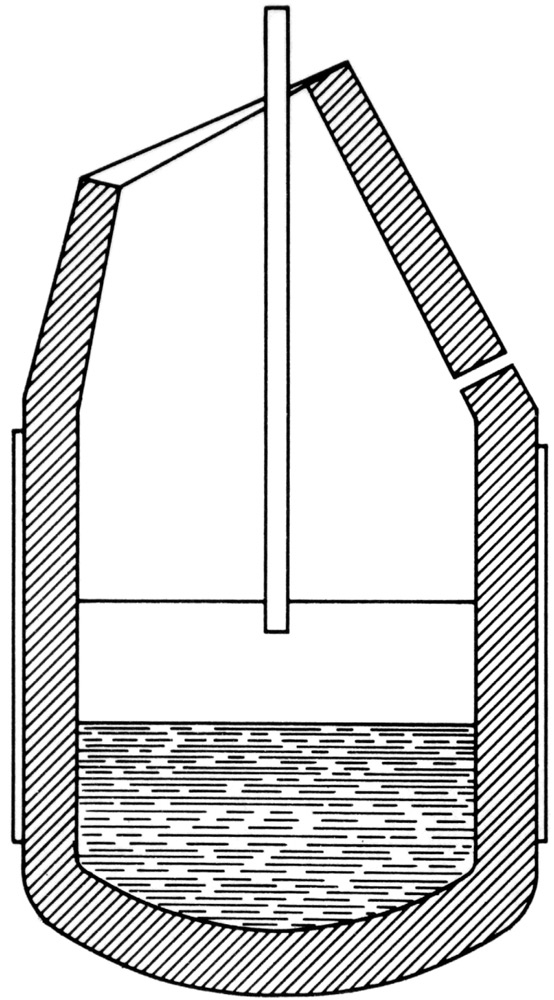
A second helper like Mack was a kind of midwife for open-hearth steelmaking. He tended the tap hole, that birth canal of steel, and some of the other implements that received the first gush of metal from the furnace above. First, he cleaned around the outside of the tap hole. Next, he troweled refractory cement, irreverently called mud, onto struts beneath the tap hole and helped to settle one end of a six-foot-long steel and refractory runner onto the squishy cushion he had made. Then he troweled more cement into the joint between the furnace end of the runner and the furnace wall. The runner protruded from this cemented joint with the furnace wall across the catwalk to open space above the pit. Waiting four feet below the runner’s far lip was a brick-lined steel ladle even bigger than the ones used on the charging side of the furnaces. This one, capable of holding up to five hundred tons of liquid steel, could have swallowed numerous 1960s Cadillacs on end; it yawned beneath the runner like a Florida sinkhole.
Mack took a steel bar and chipped at the hardened cement, called the mud plug, on the exposed end of the tap hole. “You gotta take care not to mess up the joint to the runner,” he said of the refractory cement construction he had just made, dripping sweat and trying to keep himself within the gush of hissing compressed air. “If you do, when the steel comes out it’ll eat into the crack and then break through the joint, and then steel’ll run into the pit instead of the ladle. That’s a loss. Anyway, you gotta also chip out the mud plug on this end; you have to clean out the tap hole right up to the mud plug that’s on the furnace end. You use a little rake. It’s hot and it’s hard to get all the stuff out. But if you don’t, the steel might come gushing out and hit a little dam of stuff in the hole and spray all over the top of the runner, and that’s the worst, man. It’s incredible. So it doesn’t hurt to stay down there a little longer and clean out the hole and take some pride. Better safe than sorry.”
To the second helper falls much responsibility in preventing the most feared calamity in open-hearth steelmaking—the walkout, when steel gushes from the tap hole prematurely. The second helper is the one who plugs the hole to begin with, and if he works too fast—a fierce temptation, given the scorching atmosphere—he might not make an adequate seal. “You don’t ever want the whole thing to come walking out,” Mack said retreating up the catwalk, satisfied that his tap hole and runner were prepared. “Most times there’s a ladle there to catch it, but even so, more often than not the steel hasn’t cooked enough, so they take it around to the other side and pour it back into the furnace. They have to do it all in about thirty minutes or the steel’ll freeze in the ladle. By the time they pour it back in the furnace, I gotta have the tap hole cleaned out again, a new plug put up there, the runner cleaned and re-readied … everything. I mean, it’s incredible.”
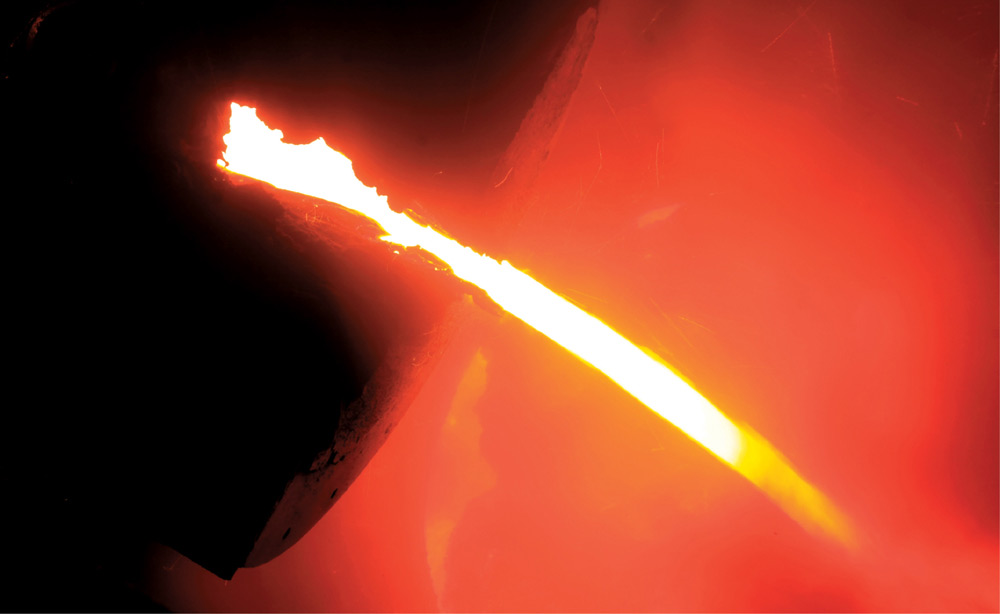
Once a second helper has raked out the tap hole—so the steel won’t “hit a little dam of stuff”—there is nothing holding back 420 tons of frothing liquid steel except a plug at the furnace end of the tap hole. Mack pushed a six-foot-long, explosive-tipped cardboard tube up the tap hole. To warn workmen on the charging side that a tap was imminent, he set off a shrill, pulsing whistle, loud and forceful enough to make a person feel his eardrums move inward with the blasts. When these subsided, the second helper was ready. With the turn of a switch, he sent an electrical charge to the dynamite tip. There was a tremendous explosion. It sent a shock wave not only through the huge volume of the open-hearth building but through flesh and bone. The noise of it filled the gigantic room as a clang fills the interior of a church bell.
But that was only a start. Before the sound even had a chance to bounce off the far wall, liquid steel burst out of the tap hole like water from a hose. The liquid was so bright it yellowed the gloomy room. The first rush of steel, flames riding its back, hit the runner, raced along it, flew out into the air, and then arced toward the ladle. Sparks soared in a thousand parabolas, and smoke rushed up in tortuous curls. After a few seconds, the stream of liquid steel steadied, but it never ran as smoothly as the pig iron going in on the other side of the furnace. The steel here was furious and whitish, gushing through the air thin as soup. Flames rode it all the way down its brilliant cascade. Men lifted their hands to their faces.
This would be a pleasant time for a second helper to lean against the catwalk rail under a jet of compressed air and contemplate the spectacle, but Mack could not. The time during which this steel cascade flows is critical, especially suited to the addition of chemicals. The slag that was present in the furnace is still in there, floating on top of the steel as the upper surfaces of both sink toward the level of the tap hole. But in the ladle the steel is pure, so chemicals can be added without traversing the slag, whose own chemicals could interfere with the alloying ones. Thus the job falls to the second helper to heft fifty-pound bags of alloys and chuck them into the ever-filling ladle.
Mack loaded a bag on his shoulder and lumbered down the catwalk toward the flaming runner and the gushing, golden-flame-backed cascade. The nearer he got, the faster he moved; when he was within tossing distance he was nearly running, and then he hurled the bag out into space and spun about-face, not even checking that the trajectory was correct. It always was, and the bag arced into the flaming yellow boiling steel. It hit the broth, and flames leapt twenty feet toward the trusses. The materials composing the bag itself were inconsequential; they burned up as soon as they touched the liquid steel. But the material within—carbon, manganese, or other alloying elements—mixed like salt into the soup. Mack returned with a face as wet as a swimmer’s, hefted another fifty-pounder, and started the return journey to the fire, leaving commentary to a spectator, a man who used to do what Mack did but gave it up for easier work. “Being a second helper is as close to hell as you can get without dying and going there,” the spectator said, taking a last look at Mack and turning away.
As steel rose in the ladle, flames snapped and twisted a dozen feet above. They were boiling, twisting flames—London Blitz firestorm flames that flapped and battered the air into a roar. Sparks flew toward the trusses, crested, and fell, then hit the ground, burst, and rose again as little spark showers no larger across than daisy petals. Soot rained down, tumbling and twisting like black snow. The air smelled of something burnt.
When the level of the steel began to approach the top of the ladle, slag had begun to reach the low level of the tap hole and flow out with the steel. The slag was imperceptible to most, but old timers could see it. “That dark streak in the stream is slag,” one of them said. “Slag is a darker red and steel is white.” The slag floated on top of the steel in the ladle and constricted the firestorm flames. In a minute, it quelled the roaring altogether and dimmed the incandescence of the steel beneath, even though fresh steel and slag still poured through the skin. The slag cooled and began to look the color of burnt marshmallows. Dancing and jiggling on top of the yellow-white steel, it was full of crevices that divided it into cookie-size segments. It made the bath resemble lava, the top reptilian-like skin bobbing and wiggling. From the crevices between slag segments leapt tiny flames about four inches high. They flickered and then disappeared, leaving their places to new ones. Think flames in the hand of Fantasia’s devil, the ruler of Night on Bald Mountain.
This hellish and quivering slag layer rose ever closer to the ladle top, the cascade of flaming liquid still furiously gushing from the tap hole and runner. The level rose and rose, the burnt marshmallow segments quivering and the tiny flames leaping. The level continued to rise and looked as if it would not stop—and it didn’t. The slag and fire spilled over the ladle rim, fire and drool flowing together all down the sides. This red-yellow, flame-licking drool—mainly slag—flowed down the sides and out onto the dirt floor, still spitting fire. It found its way into depressions, making rivers of luciferous mush and deltas of tiny flames. Still-flaming slag poured from the tap hole into the runner, into the air, into the ladle, over the ladle rim to the ladle sides, down the ladle sides, and onto the floor.
Finally the furnace tired, the gush of liquid fire slowed, and the runner yielded its last pounds to the ladle. The ladle wearied also, slowing the overflow to insubstantial drips. The tap was finished; steel was in the ladle and the slag was on the floor.
FOR A HUNDRED YEARS, the open hearths reigned as kings of the steelmaking machines. But in just the same manner as they had usurped sovereignty from the Bessemer converters, so in time was their own supremacy wrestled from them. The upstarts were the Austrian-developed basic oxygen furnaces, BOFs, the tilting egg-shaped vessels that were cheaper to build, cheaper to run, easier to automate, capable of more consistent heat times, faster, and about as flexible. BOFs combined two noble ideas: the notion of Bessemer’s and Kelly’s that air alone blown through molten pig iron in a tilting ovoid vessel could refine it into steel, and the notion derived from Siemens and Martin that better steel would be made if alloying elements could be added—and periodically checked in tests—during the refining process. But instead of using atmospheric air, which is about 20 percent oxygen, the BOF men used pure oxygen. With it, the BOFs were fast, economical, and chemically dependable.
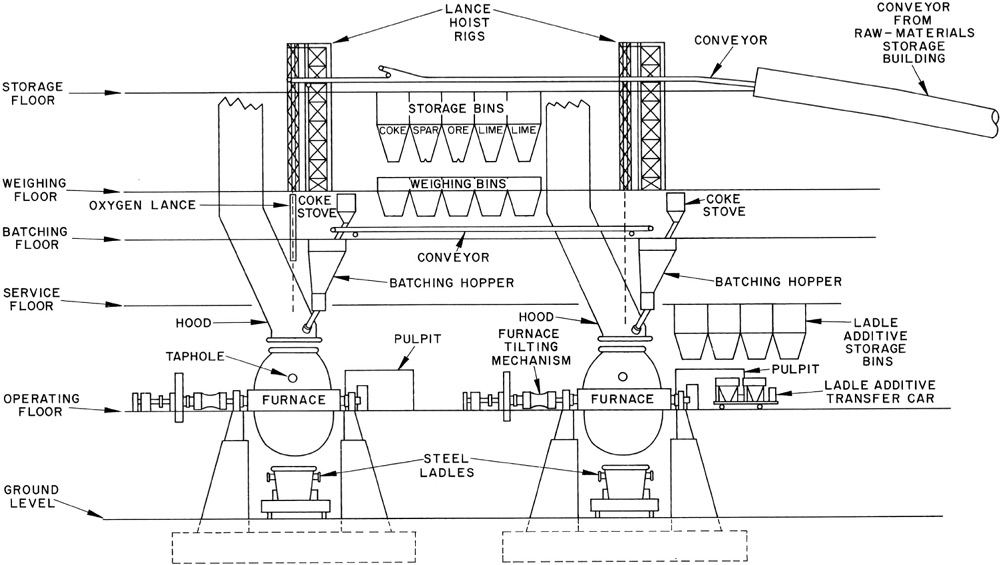
A BOF shop, as it was quaintly called, strides in every bit as big boots as its older cousin, the open hearths. Somewhat shorter in length, but generally taller in height, the Sparrows Point BOF shop encompassed more volume than its open-hearth building. Almost a third of this immense space was dedicated to air-emissions equipment—after rising five stories, waste gases were deflected downward; whisked through narrow venturis, where they were sprayed with water; and finally routed to bag houses. Another fifth of the building was taken up with conveyors, weighing scales, and hoppers that direct and store such fluxes and additives that were dropped periodically into the furnaces.
The remainder of the building was nearly all open space. It resembled a huge shed built over tamped earth. Down the middle, one third as wide as the building itself and thirty feet above the ground level, was a platform called the operating floor. In it were two rectangular holes, each nestling a BOF. To their left and set on railroad tracks sunk into the operating floor was the single scrap charging machine. Forty feet long and twenty feet high, the top half was a removable scrap-holding box. Farther to the left, the operating floor ended at a handrail, and the level dropped thirty feet to the ground. Dangling over this region—called the charging aisle—was a pair of immense overhead-crane-operated hooks. Below them, filled scrap boxes rolled into the building on railcars. Also lumbering in was the occasional submarine car wiggling air above its central portal. Escaping that turbid air and moving slowly was another pair of J-hooks plus their catch: a two-story-high ladle of hot pig iron. To the right of the operating floor and at the level of the ground like its counterpart on the other side of the operating floor, was the fifty-five-yard-wide, thousand-foot-long pit—the dirt-bottomed region to which the freshly made steel was poured.
The view from one end of the operating floor was one of motion, but on a scale far outstripping that of humans. If our current civilization were to expire tomorrow, but leaving a BOF shop largely intact, the men and women who would be left to wander its vastness would be astonished. Like peasants feeling their way through Egyptian temples, they would think that these constructions must have been fashioned by a race of giants. Still, those wanderers would have a general idea of what went on. The four fundamental machines—crucible, scrap box, hooks, and ladle—are many times larger than a human and yet their essences transcend time and cultures. Even a Neolithic man, if he were to stand at one end of the voluminous construction, would recognize the general uses for these machines: a caldron for heating, a box for carrying, hooks for snatching, and a bucket for lugging liquid.
Sights, sounds, and odors filled the vast space. At one end a submarine car was rotating on its long axis to pour its pink pig-iron contents into a ladle set one level below. Shadows skimmed across the ground from the overhead rolling crane moving its hooks toward the ladle. Sparks shot out of one BOF, and another tilted left to let gush its sun-bright steel into a ladle below. Shrill electronic beeps undulated through the hall as the charging machine retreated down the tracks of the operating floor, and from the sparking BOF came the high whine of pressurized oxygen moving at twice the speed of sound. The air was full of an odor like friction, as when a grinding wheel heats metal to cherry red. Occasionally, smoke escaped from a vessel as it poured and a fine soot sifted down, tingeing the tops of electrical conduits, fuel lines, stairs, and railings. These were little silicon-carbide flakes, some as black as coal, some shiny as diamond chips; they mixed and twinkled so that whole stretches covered by them looked like the black walls of a flecked silver mine. A man with a vacuum sucked them up.
The Sparrows Point BOF shop was William Duquette’s place. Some called him Bill; some called him Duke. He was Garrity’s BOF counterpart, the man who made the plant’s steel using its most modern equipment. Duquette was a Baltimore man, raised there and educated in engineering at Johns Hopkins. His family was not in steelmaking, but as a youth he started coming to the Sparrows Point plant during summers to help pay for school. He was as large a man as there was in the shop, seemingly the only one who, if called upon, could wrestle a ladle into position with his own back and arms. Under his white, scratched hardhat, his pate was shiny skin except for a U of short-cropped hair around the back and over the ears, a style that made his head look at once tough and thoughtful. He had a long nose, wide ears, and a rolling smile that sent his cheeks forward half an inch.
His command post—although he moved throughout the building during most of his day—was the pulpit. The religious term was a holdover from the architecture of rolling mills in which the windowed command room was perched at one end of the building like a preacher’s stand; in Duquette’s shop it rested on the operating floor between the two BOFs, with window walls at either end for viewing the two ovoid vessels, and solid walls front and back with control displays. Inside the thirty-by-ten-foot, temperature-controlled pulpit, Duquette small-stepped around a middle console and two chairs to point out instruments and indicators. On the pale green wall were sections of warning lights, plus needle indicators that looked like so many quivering electrocardiograms. Opposite, on the front wall, was a full schematic of the flow of fluxes, from hoppers to BOFs, and a schematic of the gases, from exhaust duct to cleaning equipment. At 160 points along the schematics, red and green bulbs protruded side by side, one always glowing to show a valve was either open or closed. Below the schematics was a stainless-steel console, tilted slightly up and away, with pistol grips and buttons, and a computer screen at the middle. Television monitors rested at each corner, showing the positions of oxygen lances above the furnaces. Padded swivel chairs on stainless-steel casters rested on milk-colored vinyl tile.
Duquette’s staff for any one shift—and there were three shifts, because furnaces operate around the clock—numbered eleven. Most of them were out working machines on the operating floor, but some made chemical calculations in the pulpit, recorded data, and only occasionally pushed out through the doors to check the furnaces, take test samples, or inspect the pouring steel. “Once a day, production people in another building post a lineup of about forty-five heats for each furnace,” Duquette said in an easy drawl. “They tell us the sequence and the grade of steel to be made—each one is different—and this information is fed into our computer. We call it up on the terminal in the pulpit, and then we in turn feed in what restrictions we have here on the floor—type of scrap available, the chemical analysis of the hot metal coming from the blast furnace, how much iron ore we’re willing to throw in as a coolant, and so on. We try to be as skimpy as possible on the hot metal and the iron ore because they’re more expensive than scrap. All that data goes into what we call the math model—the computer model that then comes back to us with a lineup of exactly what to put into the furnace: the weights of scrap, hot metal, ore, and fluxes such as lime. We look at that group of ingredients, and we can make adjustments if we want—if the computer is calling for more ore than we want to use, we can juggle that. Ultimately, we end up with a precise set of weights for the ingredients plus the amount of oxygen to blow. If everything goes according to plan, our first test should show us exactly what the computer called for, say, 0.7 percent carbon in a steel bath of two thousand, eight hundred and sixty degrees Fahrenheit. We pay a lot of attention to the math model, to fine-tune it. A young woman on our engineering staff is working on it now.”
Each topless-egg-shaped BOF hung on two trunnions projecting from the operating floor. The trunnions connected to the BOFs at their midpoints so that the vessel could turn completely upside down in its hole. In shape, the BOFs looked much like the old Bessemer converters, but the converters never reached more than about twelve feet high and processed no more than fifty tons at a time, while the BOFs were forty feet high—two stories above the floor and two below—and turned out almost three hundred tons of steel per heat. Each BOF had two holes: the one at the top was called the mouth and was twelve feet across; the other, only seven inches across, was the tap hole, and it lay one third of the way down from the mouth on the middle axis of the hemisphere facing the pit. Inside the BOF, the hollowed-out egg space was lined with refractory brick like the open hearths.
To begin making steel in one of these, the melter, or his assistant called the furnaceman, called for scrap to be dumped in. Out on the operating floor, a man took hold of wired mobile controls to work the twenty-foot-high scrap charger and strolled beside it on its roll toward the furnace. Meanwhile, the furnaceman tilted the BOF fifteen degrees toward the path of the charger. In this position, the vessel looked like a gigantic blowfish, gaping and hungry for its feed. Translucent pale-yellow gases rushed up past the higher lip of the mouth, as fast as water over Niagara, and curled back into the cavernous opening above, called the furnace hood. When the charging machine arrived, the worker at its foot fingered his controls, and a single, shiny-as-silver hydraulic arm rose from the base to elevate the rear of the scrap-holding box. For a moment the furnace gaped there like a baby bird while the box rear rose higher. Then the scrap—usually about seventy tons of coils, broken slabs, wire, and other steel remnants—lost its traction to the floor of the box and slid in a rush to the furnace mouth. There was a great thunderous roar as it tumbled to the vessel and a crash that made the operating floor tremble underfoot. Sparks flew by the hundreds, and as they twittered downward, the sound of the concealed collision echoed through the volume of the room.
Without wasting a second, the scrap-holding box was lowered and the machine reversed along its tracks; hooks supported by twenty-four cables had already moved in with a ladleful of pig iron. The hooks and ladle moved slowly, first over the dirt-floored area into which had rolled the scrap cars and then over the operating floor to the furnace, which was still tilted and wide mouthed. When the ladle reached the furnace, a third, smaller hook descended to grip the ladle bottom, snared it, and began to lift. The stream of hot pig iron, wider than but just as pink as it was at the open hearths, flowed out from twenty feet off the floor into the waiting vessel. Gray-brown smoke twisted up from the mouth, and then, with a roar, huge yellow-white flames split the smoke in a half-dozen places and danced through a thousand sparks. The pig-iron stream became hidden by flames and smoke, but the rear of the ladle continued to rise until it was past horizontal and the last of its 230 tons of liquid metal was poured out. Exhausted and dribbling, the ladle pulled back. But the BOF vessel still spat flames and smoke.
The furnace operator in the pulpit immediately righted the BOF until its mouth was again directly below the furnace hood, then called for the water-cooled oxygen lance to descend through its hole in the furnace hood down into the heart of the vessel. The lance, difficult to see because of the smoke, descended as slowly as the plunger of a syringe. It was sixty feet long, ten inches across, and covered with frozen steel splatter. The furnace operator stopped it when its end, through which the oxygen would blow at supersonic speed, reached about eight feet above the level of the scrap and liquid pig iron, which rose only about seven feet up the insides of the forty-foot-high vessel.
Then he turned on the oxygen. There was a sound that was part wind howl and part jet engine whine. At first, dark smoke rushed out of the furnace into the hood, and then, when the pig iron ignited, yellow flames flew up, too. The floor shuddered and escaping sparks bounced down the vessel’s sides.
Inside the furnace, unseen to anyone out on the floor, was a ferocious conflagration. The pressure of the oxygen blow agitated as well as ignited the pig iron, pushing it back and up the vessel walls, making it twist and flop. Silicon and manganese burned away first or entered a slag beefed up by limestone and other fluxes dropped in through a hole in the furnace hood. Then phosphorus reacted with oxygen and became trapped in the slag. After eight minutes, carbon began to burn away; the flames at the top of the vessel became more intensely yellow, then brighter and white, and then so bright that they hid all smoke, and it seemed that the gap between the vessel top and the furnace hood was a single shimmering mass of radiant gas. This was brilliance to the point of pain; arms rose to faces and torsos turned away.
THIS AGITATION, this rapid and seething elimination of carbon in the form of oxide gases was the agent of the BOF’s great speed and success. The fiery turbulence was sometimes so fierce that metal flew to the operating floor or splatted on the outside wall of the vessel and oozed down like lava from a volcano. In a final effort, the oxygen lance made a higher, shriller whine, like a jet revving to full power at the beginning of a takeoff. Then silence. The flames disappeared, the smoke over the mouth cleared, and the space between the BOF top and the bottom of the furnace hood shimmered with heat. The lance rose as slowly as it had descended, dribbling steel.
As soon as the lance was clear, the furnace began to tilt again toward the operating floor. Two men with probes waited there for the vessel orifice to bathe them in radiance. Horizontal, the furnace revealed its full horror: the mouth was a fiery red portal to a forty-foot-deep rounded and shimmering Moloch, intensely bright. The inside was like a radiant, rotund coral cave, pitted and bumpy, distorted because the air in there was wiggling with the heat. The steel and slag, lying three feet deep on what was formerly the furnace’s vertical side and lapping up to the very lip of the mouth, seethed and boiled and spat small flames. Translucent gases curled out from the mouth’s upper lip like an inverted waterfall. Anyone standing in front of this mouth would be smacked with a vengeance by the heat. It turned exposed clothing instantly hot; it tried to wrinkle uncovered skin. An arm to your face and a turn of the head was a necessary reaction.
With the BOF tilted forward and a shield to protect them, men probe for samples from the liquid steel.

The two men in front of the shimmering mouth had been trained in ways to evade the heat. They worked behind a large steel shield wheeled into place on charging-machine tracks. Amazingly, the shield’s deflective capabilities were considerable. The two men lowered blue-tint lenses on their hardhats and squinted through a hole in the shield at the bath of flopping steel. One of them covered a long steel rod with a hardened and treated cardboard tube, which not only sacrificed itself to keep the rod from melting but also cradled in its tip a cup to suck up a sample of steel. Together the two men shoved the long rod through the hole in the shield and into the atmosphere of the furnace just as Calvin Williams did at his open hearth. The seven-foot length of cardboard, without touching either steel or side walls, ignited as soon as it entered the atmosphere of the BOF, a seeming case of spontaneous combustion. With the cardboard already aflame, the two men dipped the rod end through the jouncing slag and into the boiling bath of steel.
This was one of Frank Godack’s jobs. He said, “I watch to make sure the cardboard goes all the way under, and then I stand off to the side to avoid the heat coming through the opening. We don’t get many sparks, but when we do, they generally bounce right off, even off skin. All the time I’m counting to myself ’cause I want to leave the rod in for about nine seconds. When I get to eight, I start pulling out.”
Howard Cane was another man who fished for samples. “When the rod hits the bath, there is a rejection,” he explained. “You can sometimes see the rod tremble and feel it in your hands. You have to get the top all the way through the slag and into the steel and time it just right—too little time and you come back empty-handed; too much time and you’ll burn up the cup that holds the sample.”
When they pulled the rod back, Cane was the one who used his gloved hand to grab what was left of the smoldering cardboard, pulled it from the rod, and pounded its end against the ground until the sample of steel, already solidified, popped out. “Knocking the sample out isn’t hard,” he said, “but I gotta grab the tube right. If I take ahold too far back, some gases can flare out when it comes off the rod and flames’ll shoot up my sleeve.”
Godack and Cane took another test, too, with a similar rod that was connected by wires to electronic thermocouples. This one was for bath temperature and parts per million of dissolved oxygen. Everyone around the BOF could breathe easier for two minutes while the sample of steel shot through a pneumatic tube a hundred feet to the chemistry lab, where it underwent spectrometry. Then the results returned over intercom and computer terminal, and the melter compared them with goals for up to twelve chemicals. He also noted the results of tests for temperature and dissolved oxygen. Any number of circumstances could create a deviation: the scrap might have more of one element than was thought, for example, or the pig iron might have cooled too much while waiting to be charged. The melter had to decide whether to reblow, a two-minute process for further refining the bath, which would be followed by another pair of tests. When results returned that matched the melter’s goals, he gave the order, “OK to tap.”
As with the open hearths, tapping was a critical time. The furnace tilted toward horizontal again, but this time in the opposite direction, toward the pit. The fiery golden steel inside reached the tap hole two-thirds of the way up the vessel wall just before the wall reached horizontal. It gushed from the seven-inch-wide tap hole like water and crashed against the bottom of the huge ladle set on a cart just below. An anguished roar convulsed the great hall, and a brown cloud curled up past the ladle top, the tap hole, and the furnace sides. Then the smoke subsided and the gush of golden steel reappeared, too bright to eye except through tinted lenses or with an arm in front of your face. Inside the ladle, the steel rose, about the consistency of tomato soup. The cascade beat at it, making it dance. Flames descended with the gush, turned at the surface of the rising metal, flared, and disappeared. Grits and impurities floating on top tried to slide into the depression made by the cascade’s impact but were constantly smacked back.
Joe Mezzadri, a dark-haired, soft-spoken man, was one of the melters. After he ordered a tap, he left the pulpit and stood just off to the side of where the mouth descended. He had to look inside the tilting furnace as the steel flowed up the vessel walls. “I use hand signals to the man operating the tilting controls,” he said, “and I have to indicate just when he should stop the vessel movement. I have to order it stopped just as the slag gets to the very lip of the furnace. Any more and the slag’ll curl over the side, run back, and fall into the ladle; any less and we’ve found that our yield will be lower.” He held one arm in front of his face to shield it from heat and the other he held outstretched for signaling. When he had the furnace position right, he stepped quickly out from in front of the mouth and walked to a shield, from behind which he could watch the steel spew through the tap hole into the ladle. He called for additives to be thrown down one of two chutes to the liquid inferno.
It was time for the computer to be left behind and for human sensibilities and experience to take over. Duquette said, “You have to have a sense of your bath, the length of your tap, where you’re coming from, and what you’re aiming at. If you have to rebuild the carbon content back up from .06 to .10 percent, that’s a lot different than building it back up from .03 to .10. In the first case, you may overshoot, but in the second you probably won’t. A good melter has to learn it on his own.”
In the meantime, Mezzadri was checking the furnace tilt, every minute lowering it slightly, trying all the time to keep the slag line at the lip of the mouth but not spilling over. “Near the end of the tap,” he said, “I have to get out all the steel I can and still keep the slag from falling in the ladle. As the level of the steel goes down, I have to signal for the level of the furnace to tilt more. If the slag line retreats too much with the steel, slag might get sucked down the tap hole. Then at the last second I have to call for the furnace to tilt up again and stop the flow. I can see drips of slag start to come through with the steel. But sometimes it catches you by surprise.”
“Through the blue lenses, the steel looks a very pretty whitish sky blue; the slag looks red. And when the steel is running, you can see it splashing; the minute the slag hits, it gets very quiet and at the same time you can see the red,” said Duquette.
Mezzadri saw it; he jerked his arm, and the vessel rose. The tap was over.
That was not quite the end of the alchemy for the BOF men, however. The filled ladle was hauled out from under the righted furnace to just beyond the handrail that separated the operating floor from the pit below. An automatic sample gatherer descended into the ladle to pluck a glob for a check of the chemistry. Then a lance, shaped like the oxygen lance, descended into the vessel and blew down inert argon gas to stir the batch while the final pounds of ingredients were thrown in. This was an especially good time to look over the railing and into the three hundred tons of molten steel. What slag did slip through the tap hole into the ladle lay on top of the golden metal and darkened with cooling. The steel beneath was so hot, however, that its heat forced cracks in the slag, and through these narrow crevices little flames flicked up and disappeared. The stirring motion of the argon jostled the larger blocks of slag so that they rubbed against each other, creating wider crevices that allowed higher flames. When the Earth formed, it must have looked something like buoyant burnt rock floating on a pink liquid-iron core, slightly astir and flaming at the places where rock masses imperfectly shifted past one another. The men and women who make steel can look down on this miniaturized replay of Earth’s creation every day, peering upon the formation of worlds.
But there was little time for such contemplation. The furnace had to be turned bottom up once the ladle was removed to let fall the slag left inside; it cascaded into a cast steel pot. The final analysis from the chemistry lab had to be scrutinized—cheered if on the button, worried over if not. And there was always the challenge of the next batch, which began as soon as the vessel was righted again.
The next step for the steelmakers was pouring the liquid into molds. Hooks carried the frothing ladle of liquid steel across the dirt-floored pit to a narrow-gauge railroad and a line of about a dozen hollow cast-iron ingot molds, two to a small flatcar, each mold about six feet high by three feet by three feet. Gray and aligned, and because of hooks near the top that resembled noses and tapered to wider bases than tops, they bore a slight resemblance to the Easter Island statues. Three men on a walkway as high as the level of the mold tops stepped along as the ladle moved above each mold. The ladle did not tip; it had a controlled nozzle in its bottom. One of the men pushed hydraulic controls that opened the hole and let fall a stream of steel from the ladle bottom into each mold in turn. Flames and sparks flew in abundance.
But the real nuisance was the nature of the steel itself—how it turns from a liquid to a solid. For one, in the ingot molds, it cooled faster along the mold sides and bottom than in the middle, and so the crystalline structure changed toward the interior. Even worse, minority chemical elements in the liquid tended to flee the freezing iron along the sides and bottom and migrate toward the middle, so that the steel at the core could be significantly different chemically than the steel along the sides. And the oxygen, which had been dissolved in the liquid steel, flew out with carbon as the steel solidified. If too much escaped, the steel shrank and formed a bothersome cavity in the mold. All these problems were countered by the most exacting techniques that involved minor chemical additives, mold shape, and cooling methods. When the transfer of steel to the molds was complete, the little train of about a dozen steaming ingot molds, looking from afar like so many lined-up teapots, followed the engine down the long pit and out toward the rolling mills, where the steel would undergo its next metamorphosis.