WOOD HAS BEEN THE TRADITIONAL MATERIAL for boatbuilding, and it remains so because of the relative ease with which it can be worked. However, depending upon the skill and ingenuity of the builder, there are other materials to be considered, sometimes in combination with wood.
When the type of wood hull Construction is suitable, there is much to recommend sheathing the wood with resin and fiberglass or other synthetic fabric. The hull planking should preferably be of a stable type, such as strip planking, double or triple diagonal planking, or plywood. Normal carvel planking swells and shrinks with moisture changes, and this might cause the covering to crack. However, there are those who do not hesitate to cover old carvel-planked hulls with fiberglass, but the covering is made quite thick and is mechanically fastened to the hull.
The late Allan H. Vaitses was one of the advocates of mechanically fastened, relatively heavy fiberglass sheathing, and his book Covering Wooden Boats with Fiberglass (out of print, but available used online) tells how to do it and proves the value with many examples of his work in this field. Another well-known book on the subject of sheathing, which includes Vectra polypropylene and dynel modacrylic fabrics as alternates to fiberglass, is How to Fiberglass Boats, by Ken Hankinson.
When the hull is suitable, the use of covering adds strength, prevents rot, minimizes leaks and weight gain from absorption of water, and protects against the attack of worms and borers. The latter by itself is a great advantage, for it reduces the worries that can be brought on by delays in hauling out a wooden hull for bottom cleaning. The weight of the covering, if properly proportioned, does not add much to the overall weight of the boat, and when it is planned for in the design, the wooden structures can be reduced in size to compensate for the weight of the covering. In anything but very fast boats the added weight does not count for much anyway.
The fabric is usually fiberglass cloth, but polypropylene and Dynel are also used (more about these later), as are such “miracle fibers” as Kevlar and carbon fiber. (Reuel Parker, boatbuilder and author of The New Cold-Molded Boatbuilding: From Lofting to Launching, cannot understand why anyone would sheathe wood with glass when Xynole-polyester fabric is available.) When fiberglass is used, hulls are typically covered with cloth weighing (without resin) between 6 and 20 ounces per square yard, depending on size and service, and often doubled in areas of strain such as at the chines of v-bottomed boats. Ten-ounce cloth is about right for covering vertical cabin sides made of plywood. The accompanying table (Figure 5-1) indicates approximately how much weight is added by covering a surface with fiberglass cloth and polyester resin; common fiberglass reinforcements besides cloth are included. Since weights are in direct proportion to thickness, materials other than those shown are easily interpolated.
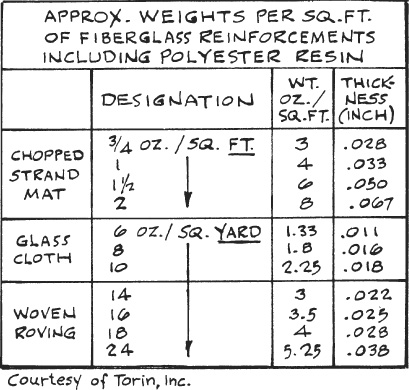
FIGURE 5-1. Sheathing a hull (or decks, or any part of a boat) with fiberglass or other reinforcement adds weight; thicker materials are heavier.
Covering is recommended for plywood decks, cabintops, and the like, and the covering of joints in cabin sides, etc., to prevent leaks is a genuine boon to the builder when the joined work is to be painted rather than varnished. Taped joints can be sanded to feather edges and made invisible under a paint finish.
The resin for sheathing wood with fabrics can be epoxy, polyester, or vinylester. Epoxy is superior in strength and adhesion, costs more, is more toxic, and is more time-consuming due to a slower cure at room temperature than the esters.
The polyester resin traditionally used for laying up production fiberglass boats is known as laminating resin; it wets out fast and does not need sanding between coats. However, when you are building up multiple layers of fabric, it is not the best type for sheathing. This application requires a finish resin, which has wax added and can be sanded. This type of resin is sold in small containers, probably a gallon maximum, in marine supply stores. It can also be found in the automotive sections of department stores, along with the equally small packages of fiberglass mat, cloth, and tape used for patching rusted autobody parts. Finish resin is satisfactory for sheathing decks, cabin sides, and the like where it is desirable to sand smooth between coats. If the resin sags when sheathing nonhorizontal surfaces, a thickening agent must be added. A number of these are described in Chapter 6.
Vinylester laminating resin has come to the fore only in recent years—although it was developed during the 1950s—because of the widespread incidence of gelcoat blistering on production fiberglass hulls laminated with the old standby polyester resins. Vinylesters are a bit more expensive, but they are tougher and resist the passage of moisture, which eventually causes blistering. Typically, modern production builders incorporate a layer or two of fabric laminated with vinylester resin immediately under the gelcoat (which is the material applied by spray to the female mold as the initial step in hull layup) while using the less expensive polyester resins in more interior layers. Some builders of high-quality yachts use vinylester resin, and even epoxy resin, throughout the layup, and presumably other builders will follow suit. Vinylesters weigh about a pound less per gallon than polyesters.
The shiny, commercially produced fiberglass hulls are usually made from a female mold. This requires that a wooden male plug be made, just as though you were building a wooden hull, using strip planking or plywood, whichever is suitable for the hull shape. The plug is then covered with glass cloth and resin and is worked to an extremely smooth finish, for every blemish will be reproduced when the female mold is made. When the plug is finished as desired, a release agent is applied so that the female mold will not stick to it. Then glass cloth and mat and polyester resin are laid up successively until a strong, rigid mold has been made. Rather than rely entirely upon shell thickness to hold the mold’s shape, the shell is reinforced on the outside with a network of rough wood and sometimes steel. If a particular hull shape is such that it cannot be withdrawn vertically, the mold is made to split on the centerline.
Some builders decrease the time needed to build stiffness into the mold by using sandwich Construction. After a portion of the fiberglass laminate has been laid up against the plug, they use a core material followed by more fiberglass. The mold stiffness is thus increased greatly by spreading the glass skins apart, the core material acting in much the same manner as the web of an I-beam that separates the flanges.
Suitable core materials are cellular foams and end-grain balsa. If the plug from which the female hull mold will be made is not constructed to be later used as a boat, then price dictates the choice of core material for the plug.
When the female mold for the production of a hull has been removed from the plug, it is polished to a mirror-like finish and waxed, and any blemishes are repaired. It is then ready for laying up a hull. Sometimes a partial disc of wood or steel, larger in diameter than the beam of the boat, is added to the outside of the mold near each end so the mold can be rolled from side to side while laying up the fiberglass and resin. When the hull is anything larger than dinghy size, this minimizes the amount of time the builders must spend actually working in the hull while laying up and makes the work mostly downhand. The more you can stay out of the sticky resin the less distasteful the job will be. This presumes that the hull will be made by laying up the laminates by hand and applying the resin with roller and brush. When hulls are produced in large quantity, resin and chopped glass fibers can be applied with specialized spray equipment, but these hulls are not as strong as those laminated with fiberglass cloth.
The high-gloss finish on the outside of molded hulls or other similarly constructed parts of the boat results from first spraying a gelcoat of resin on the surface of the mold, as has been mentioned earlier. The gelcoat can be of any color desired, and contrasting stripes at the waterline and other accent stripes can be sprayed as well when you know what it is all about.
After the gelcoat has been applied, the hull is laid up with fiberglass fabrics (usually cloth, woven roving, and chopped strand mat) until the necessary thickness has been reached.
How does one make a mold and lay up a fiberglass hull if detailed instructions are not available? Watching others do these things is the best way, but if this is not possible, there are books that spell out the techniques. The laminate schedule—information detailing the composition of the fiberglass hull laminate, such as the weight and type of glass reinforcement, number of layers, etc.—should be outlined in the plans of the boat. As experience is gained, the builder may develop his own ideas about laminates, but guidance is needed for the first attempt at this type of boatbuilding.
A book from which much can be learned is Fiberglass Boat Building for Amateurs, by Ken Hankinson. (Do not be fooled by the title.) In the realm of fiberglass hull repairs, another excellent book is Allan Vaitses’s The Fiberglass Boat Repair Manual, which deals with both cosmetic and structural repairs to fiberglass hulls.
Owners of fiberglass hulls were perplexed—beginning in the late 1970s—when blisters began appearing on hull bottoms. It was and is disconcerting to stick blisters with an ice pick and see water smelling of styrene trickle out. Boats built prior to 1973 have not blistered as badly or at all, perhaps because heavier laminates were used. Boats built in the late 1970s and early 1980s have proved most susceptible.
I know one sailboat owner who lost the use of his boat for a year because he thought it necessary to wait that long for the hull to dry out after the gelcoat had been removed by much sanding. This is not the book to discuss a proper cure for blisters—information on the subject is accumulating rapidly, and a mini industry has grown up around the prevention or cure of blistering on production fiberglass hulls. For our purposes in this book, the specter of “boat pox” is another reason to consider building a wood or wood-epoxy boat.
It was inevitable that builders would figure out a way to build a fiberglass hull without having to spend the time and money to construct a female mold. Seemann Fiberglass (now “Seemann Composites”) not only devised a method but also invented and patented C-Flex “planking,” which consists of parallel rods made of fiberglass-reinforced polyester alternating with bundles of continuous roving, with each “plank” being held together by a webbing of two layers of lightweight, open-weave fiberglass cloth.
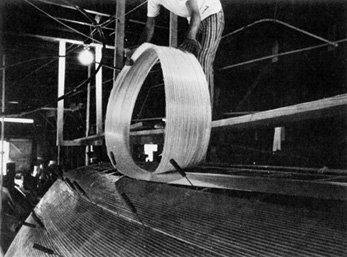
FIGURE 5-2. A roll of C-Flex being laid down. Note that the widths laid down earlier (being held in place by ice picks) are carefully butted against one another.
The Construction method is fairly simple. A hull form is framed with sectional molds and sometimes stiffened with longitudinal strips let into the molds. Smaller hulls are most conveniently built upside down, as shown in Figure 5-2, but the larger sizes are best built right side up. The molds must be spaced so that the C-Flex “planking” will not sag between them, the spacing varying with the weight of the C-Flex. The C-Flex, which bends longitudinally and sideways, is then laid over the molds and conforms to the hull shape with little fitting. On the framework for a round-bottomed hull, one edge of the planking is usually shaped to the sheerline and secured; then each additional “plank” is carefully butted to the adjacent width (Figure 5-2). For a v-bottomed hull, the C-Flex is applied to the chine, and the covering is continued to the sheer and, on the bottom, to the centerline. When the frame has been completely covered with the C-Flex planking, it is wet out with resin, either polyester or epoxy, and then lamination is continued with conventional fiberglass materials until the desired thickness has been reached.
By the nature of its Construction, the C-Flex is very strong in the direction of the rods. It is made in two weights, 0.33 and 0.5 pound per square foot, is 12″ wide, and comes in 100′ and 250′ rolls. Like any similar Construction, the amount of finishing time depends upon the care taken to have a fair layup and the degree of smoothness desired. Seemann has patented a method of using C-Flex Construction for sheathing to prolong the life of wooden hulls and will furnish detailed information to anyone interested in this approach.
One-off fiberglass boatbuilders frequently use a technique known as sandwich Construction, where the laminate consists of a core between fiberglass skins. This type of Construction has several advantages over single-skin Construction. Probably the biggest advantage is its favorable stiffness/weight ratio. A sandwich laminate is significantly stiffer than a single skin of the same number of laminations, and with a lightweight core such as balsa or foam, the weight of the sandwich is not much greater than the single skin. This fact presents the designer using sandwich Construction with options: he can keep the same thickness and weight laminate as for a similar single-skin hull and end up with a thicker, much stiffer hull; he can reduce the thickness and weight of the glass skins and have a cored laminate with strength equal to the single skin; or he can use a sandwich laminate designed both to save weight and increase stiffness.
Other than stiffness and light weight, sandwich Construction offers additional benefits. The interior sweating for which single-skin fiberglass hulls are notorious is minimized or nonexistent in a sandwich hull. Noise and vibration are also reduced, and the absence of the transverse framing sometimes used in single-skin fiberglass hulls gives more usable space inside the hull.
Another comparison that should be made between single-skin and sandwich Construction is what happens in the event that the hull is punctured, particularly under the waterline. In such circumstances, the single-skin hull will admit water, but this is not true of a sandwich hull unless both skins and the core are punctured—something that advocates of sandwich Construction feel is unlikely during the normal life of a boat. It follows, of course, that if a cored laminate should be completely punctured the result of such an accident is no worse than for a single-skin hull. As a safeguard against impact, the outer skin of a sandwich is often made thicker than the inner skin, up to a ratio of 6:4. The repair of a sandwich laminate is no more difficult than for a single skin, unless the core material has been damaged, in which case a piece of the core will need to be inserted if the hull is to be repaired in the same way it was constructed. Otherwise, the damaged section of the outer skin is ground away with abrasive tools, feathered into the adjacent undamaged skin, and the void is filled with fiberglass and resin the same as for single-skin fiberglass repair.
To build a sandwich hull, a framework of transverse section molds and longitudinal strips (called ribbands or battens) is needed to define the shape of the hull, and it makes sense to build upside down. Figure 5-3 shows the forward end of a male mold for an 86-foot powerboat hull designed by the author.
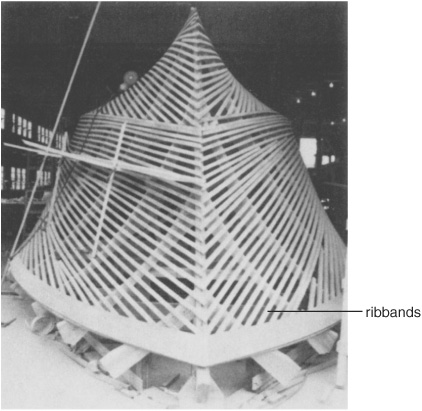
FIGURE 5-3. The male mold for an Airex-cored 86-foot powerboat. Note the close ribband spacing.
Using foam core as an example of one-off Construction, the sheets are fitted against the mold (using a heat lamp to make the foam pliable where necessary or using scored, or “contoured,” core material instead) and held in place with nails driven through plywood scrap “washers” until the foam can be held in place with screws through the ribbands from inside the mold into the foam (Figure 5-4). (See “Temporary Fasteners” in Chapter 6 for another method of holding foam core in place.) The foam is then covered with the specified thickness of the fiberglass outside skin (Figure 5-5).
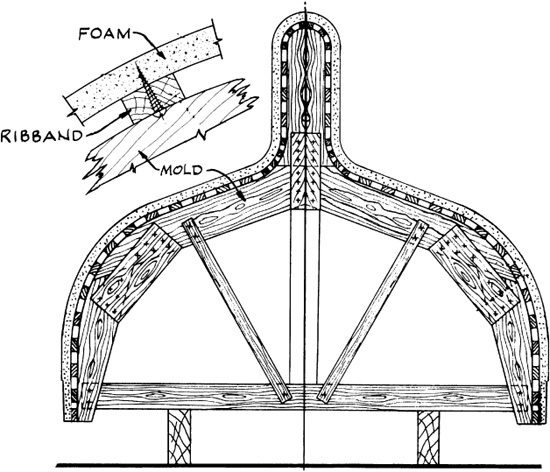
FIGURE 5-4. The foam is held in place temporarily with screws through the ribbands.
Careful workmanship is required to ensure a complete bond between the core material and the glass skins. Interruptions in the bond will hasten delamination of the sandwich when the lamination is loaded to deflect between supports, and this will weaken the affected part of the hull. When there is a good bond between the skins and the core, some of the burden of the laminate strength falls upon the core itself. For this reason the laminate designer must carefully investigate the available core materials for use in boat hulls. Obviously, a material that resists crumbling upon impact and does not absorb water is desirable.
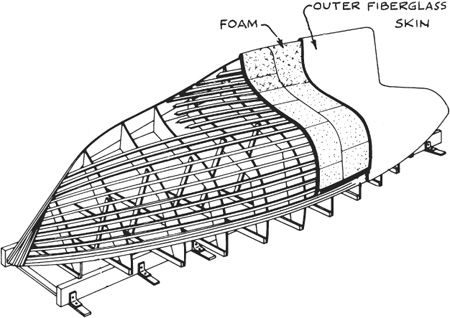
FIGURE 5-5. The foam is covered with fiberglass.
Some of the most popular cores are:
Airex. Closed-cell thermoplastic structural foam, which has been used extensively in the United States and abroad. Used in boats as far ranging as those sailed by Russell Couts and megayachts.
Klegecell. Closed-cell PVC/polyurethane foam.
Divinycell. Closed-cell PVC/polyurethane foam.
ContourKore. End-grain balsa wood attached to a fiberglass scrim, which makes it a very conformable material.
DuraKore. A glued and hot-pressed sandwich, with presealed end-grain balsa inside and lauan mahogany veneers outside; sold in 8-foot finger-locking strips for hull “planking,” and in sheets for such areas of gentle curvature as transom and decks.
Also: Corecell (SP/High Modulus), Nidacore, and Trciel Honeycomb.
I cannot go into all the Construction details here; suffice it to say that while the hull is still upside down, the outside fiberglass skin should be smoothed to the extent desired while it is still possible to work downhand.
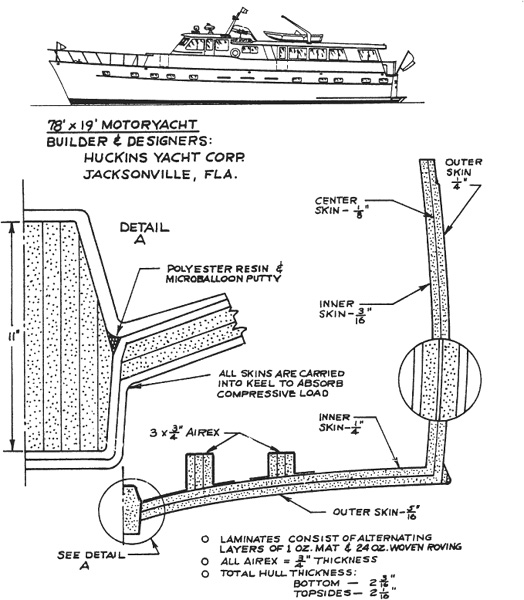
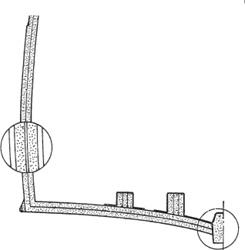
FIGURE 5-6. The 78-foot motoryacht Deep Stuff, designed by the author. The “club sandwich” Airex foam core/fiberglass hull was engineered by Thomas J. Johannsen. The cross section shows how the skins are carried down into the keel.
If you wish more information on sandwich Construction, the core manufacturers can supply it.
The aforementioned book Fiberglass Boat Building for Amateurs includes details of cores and vacuum-bagging techniques for sandwich-core hulls, plus an enormous amount of valuable information about fiberglass boatbuilding.
Overturning a cored hull is a trying procedure because the shell is quite limber before the inner fiberglass skin is added to the laminate to complete the sandwich. One method used by several builders of hulls with Airex foam cores is shown in Figure 5-7. This involves the use of a holding cradle fitted to the upside-down hull to support the hull as it is overturned, and which the hull sits in while the Construction of the boat is completed.
Although the aforesaid is a “one-off” method of hull Construction, the mold can be used for additional hulls. It is a matter of economics to calculate how many hulls can be produced before the cost of a female mold is justified. Female molds that have been built for the production of single-skin fiberglass hulls can also be used for molding a sandwich hull. The laminate is simply changed to include a core.
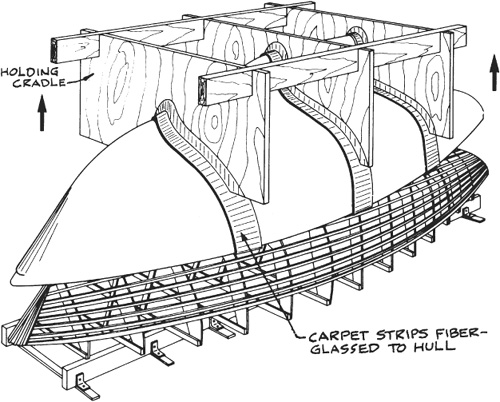
FIGURE 5-7. Constructing a holding cradle makes overturning a cored hull a tad easier.
The use of an existing hull as a male mold—either with permission if necessary, or without conscience if plagiarized—is yet another method of making a hull shape.
When you stop to think about it, steel is a remarkable material. It is strong, very inexpensive when compared with other metals, and with proper equipment, it can be worked to almost any shape desired. The relative ease of joining pieces by electric welding makes it a suitable material for small craft with a saving in weight over old-fashioned riveted Construction. One disadvantage of steel is its low resistance to corrosion by seawater. Fortunately, the years have brought about improved coatings to protect steel against corrosion, but the coatings must be constantly maintained. An advantage of steel Construction (and aluminum Construction as well) is that inner bottom integral fuel and water tanks can be built in, using the hull for one to three sides, enabling larger capacities to be carried than in wooden hulls.
Steel is not a material for the average beginner by any means, but without reflecting for too long I can remember two good-sized auxiliary sailboats of steel built by people who had not built a boat before. However, they did have metalworking experience and the necessary equipment. The worst fault of these boats was the humps and hollows in the hull plating, and both builders said that they had gained experience so that if they did it again the hulls would not be so rough. This would reduce, if the vessel is a yacht, the time and material necessary to fair the hull.
Rough plating of steel hulls is often disguised by skillful application of trowel cement, probably because it is cheaper to do this than to expend the labor needed to smooth plating by heating and quenching. The roughness of the plating is caused by stresses set up when welding the plating to the frames and one plate to another. The sequence of welding is of importance in this respect.
Here in northern Florida there are several builders of full-bodied steel sailboat hulls using a system of framing and plating that results in better-than-average fairness.
Even though steel is an old material, research technicians have invented new alloys of higher strength so that steel hulls can be built lighter today than ever before, and somewhat more resistant to corrosion as well.

Bluewater cruising on your mind? This Roberts 392B, a radius chine steel sailboat, was built in England by Peter Boast. (Bruce Roberts)
A few of the many aluminum alloys, notably alloy 5086 in the United States, are satisfactory for boatbuilding. These alloys are relatively high in strength and corrosion resistance and can be satisfactorily welded. Standard practice calls for using alloys 5086-H116 or 5086-H32 in critical high-strength areas requiring welding. All bottom plating and fabricated structural framing should be 5086-H116; 5086-H32 may be used for hull sides. A fair amount of this metal is consumed by yacht builders, but by far the most of it has been used to build a large fleet of offshore oil field crew transports and platform supply vessels.
If the reader is capable of building a welded aluminum alloy hull, and the number of calls during recent years indicates there are a growing number around, be sure to use plans and specifications prepared by a designer familiar with this type of Construction. As an example, at this time hull framing materials such as flat bars, angles, and channels are hard to find in the 5086 alloy; 6061-T6 is an acceptable substitute for structural shapes.
In general terms, alloys of aluminum reduce Construction weight over that of steel. This permits the carrying of more deadweight or an increase in speed, or the possibility of achieving speed with less horsepower.
Several builders of pleasure boats either build only in aluminum or have a line of aluminum boats in addition to those of other materials. Small craft such as dinghies and runabouts of aluminum are made by stretch-forming sheets over male molds to produce a large part or an entire half out of one piece of metal, or by assembling precut parts using formed aluminum extrusions at the joints. Otherwise, regular transverse or longitudinal framing is used and covered with plating as in steel Construction. Aluminum Construction is more expensive than steel Construction, for not only does the aluminum itself cost more per pound than steel, the actual welding also costs more. This more than makes up for the fact that the weight of aluminum involved in a particular project will always be less than the weight of the steel required. On the other hand, reduced maintenance costs of well-built aluminum hulls often make them cheaper to own over time.
Many builders of steel boats have converted to aluminum Construction with little need to change equipment except for welding, but like steel, it is not a material for the beginner. One very important problem area encountered with aluminum Construction is galvanic corrosion. This occurs between the aluminum hull and dissimilar metals found in such fittings as seacocks, propellers, shafts, rudders, etc., and it also occurs when the aluminum hull is exposed to stray electrical currents in anchorages. This can be prevented, and the methods for doing so should be spelled out in the plans and specifications for the boat. If you lack this information, the marine departments of the aluminum manufacturers can be consulted for help.
Welding and the preparation of the finished surface are also areas that require care. Welding aluminum is quite different from welding steel. It is imperative that weld areas be absolutely clean if good welds are to be made. If you are in need of information about welding, see Boatbuilding with Aluminum, by Stephen F. Pollard. When it comes to painting the surface, marine paint makers offer special systems for coating aluminum and steel, and instructions for cleaning them before coating. The highest-quality hull takes a lot of labor; a really smooth yacht finish on the topsides of a welded aluminum yacht hull requires smoothing of the surface with fairing compounds.
J. B. Hargrave of West Palm Beach, Florida, has designed a great many pleasure craft from moderate to megayacht in size and has made a study of common full materials based on weight. During a design symposium he indicated that aluminum is one-third the weight of steel yet is nearly as strong and can be designed in structures that, with equal strength, weigh 45 percent as much as a comparable steel structure. Aluminum, compared to wood, produces boats of about equal weight and cost where an equal complexity of structure is accepted. Wood boats offer better inherent insulating qualities, both in thermal values and in the capacity to absorb noise.
Some years back there was a wave of enthusiasm about constructing hulls of ferrocement. Essentially, the system consists of a framework of concrete reinforcing rod interlaced with wire, with cement applied to it so that the steelwork is completely embedded and not exposed to the atmosphere. It is understood that great care must be taken to eliminate voids in the cement, and that the basically heavy weight of the Construction makes it impractical for hulls under 30 feet in length. At this writing interest in ferrocement Construction seems to have declined, but the method continues to have adherents, and at least one designer is actively promoting it.
The late Platt Monfort of Monfort Associates developed a new way of building very light small-craft hulls. Plans, and sometimes materials kits, are available. The hull is built of a simple wooden framework reinforced with triangulated tensile strands of DuPont Kevlar (a very strong material), then covered with heat-shrinkable Dacron cloth airplane wing-covering material. Also used are epoxy glue and a high-bond adhesive tape. At this writing all of the boats in the line (more than a dozen of them) are of cartop size and weigh from 8 to 30 pounds.
The Classic 12 model, a 12-foot-long, 30-pound Whitehall-type boat for rowing or sailing, is shown in all the Geodesic airolite Construction pictures. The light diagonal lines in the hull are the Kevlar strands (see Figures 5-8 and 5-9).
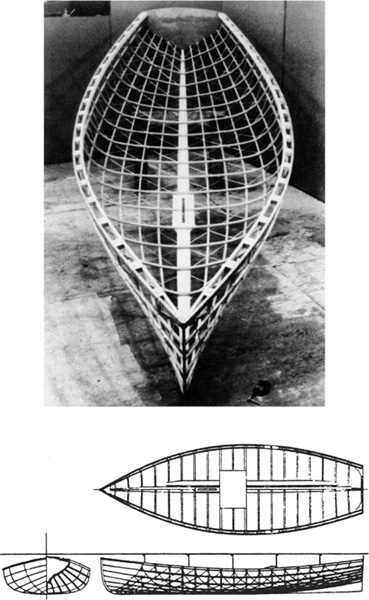
FIGURE 5-8. Platt Monfort’s Classic 12 model 30-pound boat of “Geodesic Airolite” Construction. The diagonal thread-like reinforcements shown in the photo are Kevlar cords.

FIGURE 5-9. Platt Monfort’s Classic 12 under sail. The sail is made of Tyvek.
The sail is a do-it-yourself “Jiffy Sail” designed by Monfort to be made of Tyvek, a plastic material used in the house-Construction industry and for mailing envelopes that cannot be torn; the seams of the sail are joined with a fiberglass-reinforced double-faced outdoor carpet tape called Turf Tape.
There have been a number of materials developed recently that have higher strengths and lower weights than wood and fiber-reinforced plastic, and development in this area is bound to continue. Carbon fiber has been used in super-lightweight fishing rods and in highly stressed areas of racing sailboat hulls. It is three times stronger and five times stiffer than steel. Likewise, S glass, which is twice as strong as the common E glass from which the standard boatbuilding glass fabrics are made, is much stronger and is stiffer for its weight than steel. Kevlar fabric, made from DuPont aramid fibers, is another lightweight, high-strength material.
Exotic materials have also found their way into bulkheads. Years ago, the introduction of relatively stiff marine plywood bulkheads was a giant step forward in strength as compared to the bulkheads made of vertical wood staving or decorative panels. Now, plywood as a bulkhead material has been surpassed by at least two other materials that are stiffer and much lighter. Panels of both these materials come with fiberglass skins, and they are used in large transport aircraft. One type of core is end-grain balsa, and the other is a honeycomb made of a DuPont material called nomex, which is used in helicopter blades.
Although such exotic materials can work out well, especially where light weight is a consideration, there are other factors to consider. If they are to be used properly these materials require specialized techniques and knowledge. Another consideration is their high cost. For example, S glass is twice as expensive as E glass. As for Kevlar, a builder of high-speed powerboats who uses this material once told me that, pound for pound, a Kevlar/resin combination was as much as seven times more expensive than the standard mat/woven roving/resin combination. Since these exotic materials are not used throughout a hull, but only as a local substitute for strength-contributing laminate material, it is hard to make a general comment about the cost of building hulls using exotic fibers, for laminate designs differ from boat to boat. About all that can be said, then, is that the use of such exotic materials will certainly lead to an increase in cost.
The state of the art is constantly changing. New materials will always be developed, and there are always those who will try to apply them to boatbuilding, just as surely as there are always those who seem not to care about the cost of yachts that appeal to them. Various boatbuilding techniques and materials become popular or fall out of favor. But it remains safe to say that few amateurs—and certainly very few beginning boatbuilders—build using the methods above. Unless you are particularly experienced with an alternative material, you are well advised to build your first boat from wood. There are so many off-the-shelf designs available that, in most cases, you can find something close to what you want to build in a set of preexisting plans. There are many techniques of wooden boatbuilding to choose from, and there are many books, articles, and websites to help you every step of the way.