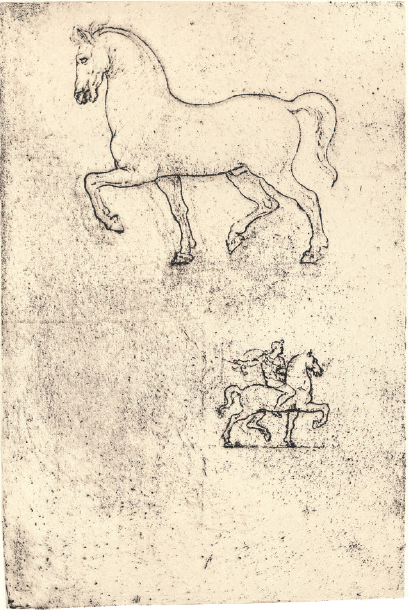
Sculptured figures that appear in motion will, in their standing position, actually look as if they were falling forward.
[1]
[1]
Of the length of the body of the gun: if you want it to throw a ball of stone, make the length of the gun to be six, or as much as seven diameters of the ball; and if the ball is to be of iron make it as much as 12 balls, and if the ball is to be of lead, make it as much as 18 balls. I mean when the gun is to have the mouth fitted to receive 600 lbs. of stone ball, and more.
Sculpture is less intellectual than painting, and lacks many characteristics of nature. I myself, having exercised myself no less in sculpture than in painting and doing both one and the other in the same degree, it seems to me that I can, without invidiousness, pronounce an opinion as to which of the two is of the greatest merit and difficulty and perfection.
In the first place sculpture requires a certain light, that is, from above, a picture carries everywhere with it its own light and shade. Thus sculpture owes its importance to light and shade, and the sculptor is aided in this by the nature of the relief, which is inherent in it, while the painter, whose art expresses the accidental aspects of nature, places his effects in the spots where nature must necessarily produce them.
The sculptor cannot diversify his work by the various natural colors of objects; painting is not defective in any particular. The sculptor when he uses perspective cannot make it in any way appear true; that of the painter can appear like a hundred miles beyond the picture itself. Their works have no aerial perspective whatever, they cannot represent transparent bodies, they cannot represent luminous bodies, nor reflected lights, nor lustrous bodies—as mirrors and the like polished surfaces, nor mists, nor dark skies, nor an infinite number of things that need not be told for fear of tedium.
As regards the power of resisting time, though they have this resistance, a picture painted on thick copper covered with white enamel on which it is painted with enamel colors and then put into the fire again and baked, far exceeds sculpture in permanence. It may be said that if a mistake is made it is not easy to remedy it; it is but a poor argument to try to prove that a work be the nobler because oversights are irremediable; I should rather say that it will be more difficult to improve the mind of the master who makes such mistakes than to repair the work he has spoilt.

[2]
[2]
Three braces, which bind the mold. If you want to make simple casts quickly, make them in a box of river sand wetted with vinegar.
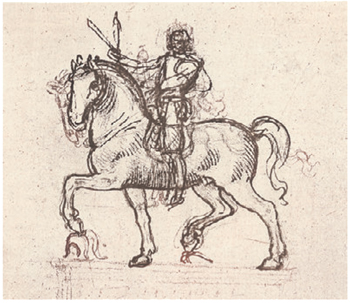
When you shall have made the mold upon the horse you must make the thickness of the metal in clay.
Observe in alloying how many hours are wanted for each hundredweight. In casting each one, keep the furnace and its fire well stopped up. Let the inside of all the molds be wetted with linseed oil or oil of turpentine, and then take a handful of powdered borax and Greek pitch with aqua vitae, and pitch the mold over outside so that being under ground the damp may not damage it.
To manage the large mold make a model of the small mold, make a small room in proportion.
Make the vents in the mold while it is on the horse.
Hold the hoofs in the tongs, and cast them with fish glue. Weigh the parts of the mold and the quantity of metal it will take to fill them, and give so much to the furnace that it may afford to each part its amount of metal. And this you may know by weighing the clay of each part of the mold to which the quantity in the furnace must correspond. And this is done in order that the furnace for the legs when filled may not have to furnish metal from the legs to help out the head, which would be impossible.
[3]
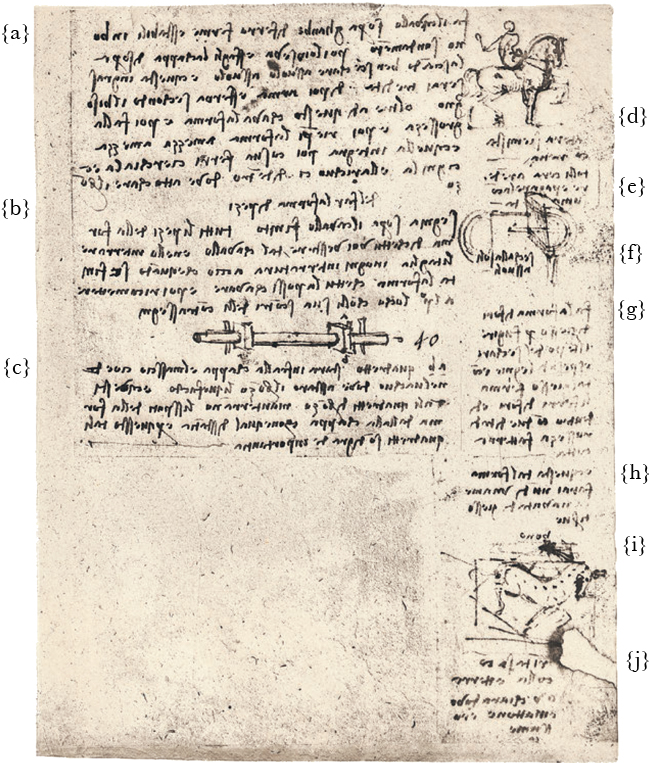
{a} Make the horse on legs of iron, strong and well set on a good foundation; then grease it and cover it with a coating, leaving each coat to dry thoroughly layer by layer, and this will thicken it by the breadth of three fingers. Now fix and bind it with iron as may be necessary. Moreover take off the mold and then make the thickness. Then fill the mold by degrees and make it good throughout; encircle and bind it with its irons and bake it inside where it has to touch the bronze.
{b} Of making the mold in pieces: Draw upon the horse, when finished, all the pieces of the mold with which you wish to cover the horse, and in laying on the clay cut it in every piece, so that when the mold is finished you can take it off, and then recompose it in its former position with its joins, by the countersigns.
{c} The square blocks a b will be between the cover and the core; that is in the hollow where the melted bronze is to be. And these square blocks of bronze will support the intervals between the mold and the cover at an equal distance, and for this reason these squares are of great importance.
{d} The clay should be mixed with sand.
{e} Take wax, to return [what is not used] and to pay for what is used.
{f} Dry it in layers.
{g} Make the outside mold of plaster, to save time in drying and the expense in wood; and with this plaster enclose the iron [props] both outside and inside to a thickness of two fingers; make terra cotta.
{h} And this mold can be made in one day. Half a boat load of plaster will serve you.
{i} Good.
{j} Dam it up again with glue and clay, or white of egg, and bricks and rubbish.
[4]
[4]
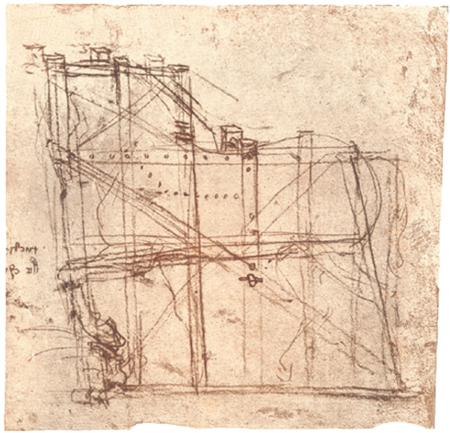
{a} This day, the 20th of December, 1493, I have decided to cast the horse without tail and lying on the side. And because the horse measures 12 braccia, if I cast it upside down, the water would be as close as one braccio. And as I cannot remove the soil, humidity might harm the mold for many hours. And the head, being one braccio from the water, might then become impregnated with humidity, and the cast would not succeed.
{b} And the window can be made on the back. The bronze will find the same depth and will fill up evenly without having the metal of the hind leg run to the front, which is what would happen if the horse were cast upside down.
[5]
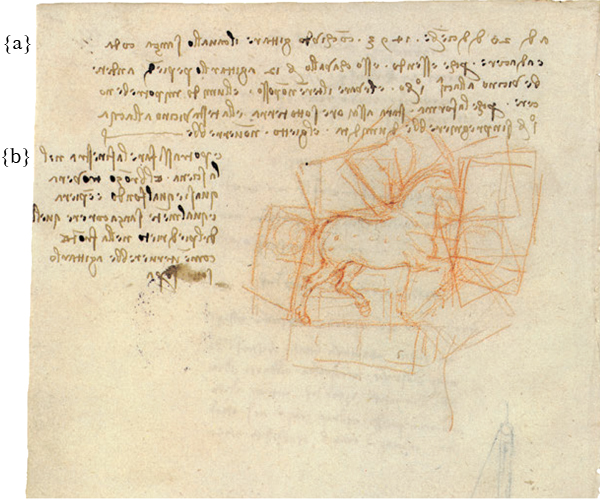
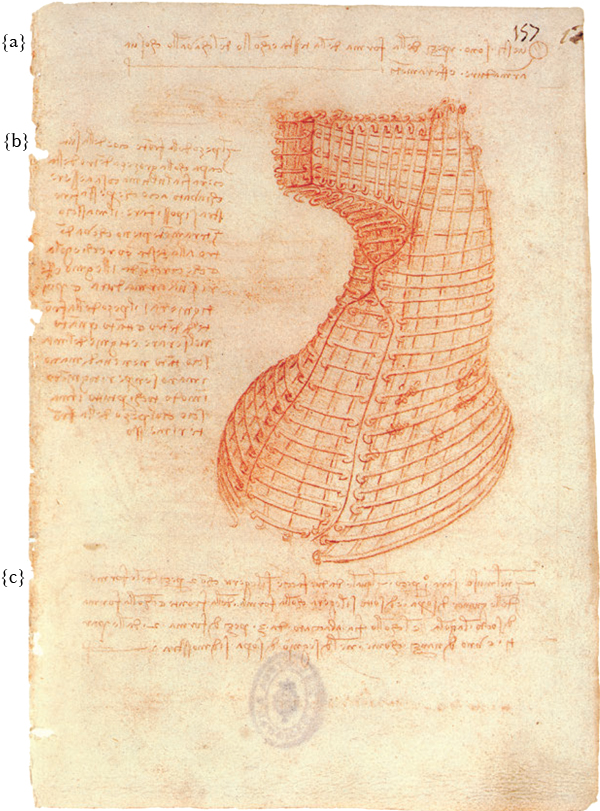
{a} These are the pieces belonging to the mold of the head and neck of the horse along with their armatures and irons.
{b} The piece of forehead, that is, the piece of its form which has the thickness of wax on the inside, must be the thing to be locked in order to make an entirely solid core through this opening. This core goes on the inside of the head, ears, and neck, and is surrounded by the wooden and iron armature. Afterwards, you shall stain the piece of the forehead on the inside and remove it, little by little, always staining again so long as the core touches the piece of the forehead once it is put in its place.
{c} The muzzle shall have a piece that will be fastened on both sides with two mold pieces belonging to the upper part of the cheeks. And below, it shall be fastened to the mold of the forehead and the mold under the throat. The neck must be embraced by three mold pieces, two on the sides and one in front, as shown above.
![]()
If you wish to make a figure in marble, first make one of clay, and when you have finished it, let it dry and place it in a case that should be large enough, after the figure is taken out of it, to receive also the marble, from which you intend to reveal the figure in imitation of the one in clay.
After you have put the clay figure into this said case, have little rods that will exactly slip in to the holes in it, and thrust them so far in at each hole that each white rod may touch the figure in different parts of it. And color the portion of the rod that remains outside black, and mark each rod and each hole with a countersign so that each may fit into its place.
Then take the clay figure out of this case and put in your piece of marble, taking off so much of the marble that all your rods may be hidden in the holes as far as their marks. And to be the better able to do this, make the case so that it can be lifted up; but the bottom of it will always remain under the marble and in this way it can be lifted with tools with great ease.
![]()
How to make lead combine with other metals: if you wish for the sake of economy to put lead with the metal, and in order to lessen the amount of the tin that is necessary, first alloy the lead with the tin and then put above the molten copper.
![]()
Of alloying the metal: the metal used for bombards must invariably be made with six or even eight parts to a hundred; that is, six parts of tin to one hundred of copper, but the less you put in, the stronger will be the bombard.
When the tin should be added to copper: the tin should be put with the copper when you have the copper changed into a fluid state.
How the process of melting may be expedited: you can expedite the process of melting when the copper is two-thirds changed to a fluid state. With a chestnut rod you will then be able frequently to manage to stir the remainder of the copper that is still in one piece amid the melted part.
![]()
How casts ought to be polished: make a bunch of iron wire as thick as thread, and [use this to] scrub them with water. Hold a bowl underneath that it may not make a mud below.
![]()
Stucco for molding: Take of butter six parts, of wax two parts, and as much fine flour as when put with these two things melted, will make them as firm as wax or modeling clay.
Glue: Take mastic, distilled turpentine, and white lead.
![]()
How to remove the rough edges of the bronze: you should make an iron rod, which may be of the shape of a large chisel, and rub it along the edges that remain upon the casts of the guns and that are caused by the joins in the mold; but see that the rod is a good weight and let the strokes be long and sweeping.
To facilitate the melting: first alloy part of the metal in the crucible and then put it in the furnace: this being in a molten state will make a beginning in the melting of the copper.
To guard against the copper cooling in the furnace: when the copper begins to cool in the furnace proceed instantly as soon as you see this to slice it up with a stirring pole while it is in a paste, or if it has become entirely cold, cut it as you would lead, with broad large chisels.
For the making of a large cast: if you have to make a cast of a hundred thousand pounds, make it with five furnaces with two thousand pounds for each, or as much as three thousand pounds at most.
![]()
To make a plaster cast for bronze: take for every two cupfuls of plaster one of burnt ox-horn, and mix them together and make the cast.
For casting: tartar burnt and powdered with plaster and used in casting causes such plaster to adhere together when it is annealed; then it is dissolved in water.
For mirrors, thirty of tin upon a hundred of copper; but first clarify the two metals and plunge them in water and granulate them, and then fuse the copper and put it upon the tin.
![]()
When you want to take a cast in wax, burn the scum with a candle, and the cast will come out without bubbles.
[6]
[6]
{a} Mint at Rome.
{b} It can also be made without a spring. But the screw above must always be joined to the part of the movable sheath.
{c} All coins that do not have the rim complete are not to be accepted as good; and to secure the perfection of their rim it is requisite that, in the first place, all the coins should be a perfect circle. And to do this a coin must before all be made perfect in weight, and size, and thickness.
Therefore have several plates of metal made of the same size and thickness, all drawn through the same gauge so as to come out in strips. And out of these strips you will stamp the coins, quite round, as sieves are made for sorting chestnuts. And these coins can then be stamped in the way indicated above, etc.
{d} The hollow of the die must be uniformly wider than the lower, but imperceptibly.
{e} This cuts the coins perfectly round and of the exact thickness, and weight; and saves the man who cuts and weighs, and the man who makes the coins round. Hence it passes only through the hands of the gauger and of the stamper, and the coins are very superior.