At its most basic, welding is a process of joining materials so that the result is a continuous solid. It seems silly, but I find it helps to look at the definition of continuous; it means “an unbroken whole (solid) without interruptions.” This means that if you have two pieces of steel and you weld them together, the result is one uniform piece of steel without interruptions. People generally think of welding metals such as steel, aluminum, titanium, cast iron, or copper, but welding even can be used to join plastics and synthetic fibers. Because of the diverse properties of these materials, welding takes on many forms in terms of tools and procedures used.
To weld steel, you first must be able to bring the steel above its melting temperature of around 2,600°F. When the steel melts, it then can combine with a neighboring piece of steel or filler steel, both of which also must be melted. The properties of steel allow it to cool and re-form into a solid without any other steps, so really the welding process is, in theory, very easy. For electrical welding, one other element is needed to create a solid weld, and that is shielding gas. An inert or semi-inert gas must be directed around the weld area to promote the electric arc and keep impurities out of the finished weld.
All of the welding processes I will discuss in this book have these things in common: a controllable heat source, a method of adding filler material, and some type of gas welding environment. It is the way in which these various elements are controlled that gives the different types of welding their own advantages and disadvantages and also determines how “easy” they are to learn. For this book, I am going to focus on welding steel using two methods. The first is a process that is roughly a century old, and it uses a 6,000°F flame to bring an area of steel to its melting point, at which time you manually introduce a filler rod to blend the two pieces together (Figure 2.1). You’ll also learn an electric-arc welding process called metal-inert gas (MIG) welding, a gas-metal arc welding (GMAW) process, where you use an electric arc to melt the steel and automatically add filler material. With this narrow focus, I can redefine welding as the process of joining together steel pieces by heating them to their melting temperature and adding steel filler to take up any voids.
FIGURE 2.1 Handwritten “welding” using a weld bead.
The first method, oxygen-acetylene (oxy-acetylene) torch welding, is a great way to understand the principles that make MIG welding work. While torch welding, you are in complete control of the heat and filler material. In this way, you get instant feedback when adding too much or too little heat: Add too much heat, and your material starts to burn away; add too little heat, and the filler won’t melt properly. The MIG machine does so much automatically (exactly why it’s great for beginners) that if you don’t take time to understand the process, it’s easy to get it wrong. I also find oxy-acetylene welding to be somewhat relaxing and therapeutic. It’s relatively quiet and requires your complete attention. At the same time, oxy-acetylene welding is a bit more challenging, so if you struggle with it, I don’t want you to give up hope. Just move onto the next chapter, where you’ll learn about MIG welding, and then come back to it later.
Welding has a number of advantages over other joining techniques. Being able to combine multiple pieces into one uniform piece is a big one. This has a clear advantage for engineering purposes; when you understand the characteristics of a material, it is easier to predict how a complex shape will perform when stressed. Steel and other metals are very workable; you can cast, forge, bend, draw out, and manipulate them almost endlessly. When these processes are combined with welding, the possibilities are even greater. Figure 2.2 shows a typical welded steel connection. Welding lets you free yourself of a lot of the work that would go into preparing a strong connection of a different type. For example, if you wanted to securely attach a ½-in-diameter round steel stock on end to a flat 1-ft square of ¼-in steel plate without welding, as shown in Figure 2.3, the process would involve drilling, cutting threads in both materials, and fitting them together. The result would be a strong, removable connection, but lost are many hours of shop time. If you can weld this connection, all you have to do for preparation is to clean both surfaces, and you can make a strong, permanent connection in a matter of minutes.

FIGURE 2.2 A welded connection.
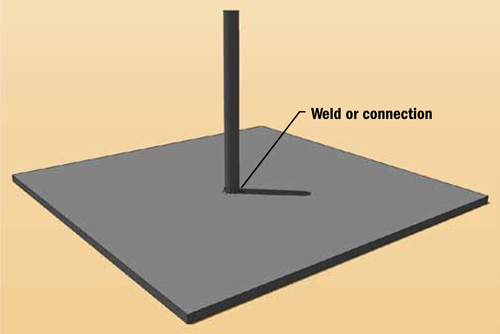
FIGURE 2.3 A ½-in piece of round stock attached to ¼-in plate.
With welding, you are able to connect parts in ways that make sense even to a non–mechanically minded person. If you want to “stick” a piece of steel on another piece of steel, weld it! Upside down? That’s okay. Sideways? Of course. Almost any way you can imagine putting two things together, you can achieve through welding.
Another advantage to welding is that it’s quick enough to let us prototype a design in full size and also strong enough to be used permanently and safely as the final connection method. You can quickly answer design questions or problems and try the result out in the real world. Say that you are curious what height a stool you’re designing should be. Why not weld a simple mock-up together and try it out by putting it to use?
Welding also can fit a number of aesthetic design choices. If you want your project to have a clean, joint-free look, there is no better way than welding; if desired, you could grind away all your welds until they nearly disappear. If you want the final product to look rough, natural, or decorative, welding lets you add decoration to the material infinitely. The look of a weld bead is unique, and some artists choose to leave the beads visible, grind them away, or even build sculptures completely from weld bead. Depending on your artistic vision, you can achieve anything from Mad Max gnarly to Martha Stewart chic.
So welding sounds pretty great, but there are a number of other connection methods that you see in everyday life, such as adhesives, nails, screws, bolts, and even rope. Why don’t you just weld everything? One answer is that not everything can be welded. A solid must melt into a liquid when heated as opposed to sublimate to a gas. For example, if you try to heat wood with your oxy-acetylene torch, it just burns away. As you learned at the beginning of this chapter, welding is mostly limited to metals and some plastics. In terms of joining, any joint between two or more materials that interrupts the material is not a weld.
Another answer is that other joining techniques actually have a lot of advantages. There is a wide array of fasteners, all of which are designed to join material in a particular way. Whether to weld or fasten a joint should be determined by the demands of the specific application. For example, welded joints are as permanent as joining gets. If there is the chance that you’ll need to remove or adjust something on your workpiece, it may be better to fasten that part with bolts or screws.
Let’s take a look at different ways of joining materials to better understand what makes welding unique. For projects later in this book, you’ll return to some of these techniques as needed.
Figure 2.4 shows a cross section of a welded joint. This weld, if performed correctly, has at least the same strength as the material surrounding it, and it didn’t require any brackets to be fabricated or expensive hardware.

FIGURE 2.4 A cross section of a successful weld.
Mechanical connections are those where the joining force is applied through mechanical fasteners such as screws, nails, rivets, bolts, clamps, or even a simple string or some type of glue. Mechanical connections are very useful because they can be strong, are very versatile, usually don’t require expensive tools, can be permanent or temporary, and can allow for movement. Although some mechanical connections may be uniform in material, the resulting piece is not a continuous solid, such as steel rivets on sheet steel or a bolted steel connection. These two examples may seem to meet the rules of welding, but just because they are composed of the same material does not mean that they are a continuous solid.
An adhesive is a material or chemical compound that bonds items together. Adhesives harden after they have been applied through evaporation or a chemical reaction. Adhesion occurs either by mechanical means, where the adhesive works its way into small pores on the surface of the object, or by a chemical method, where the adhesive reacts with the material. Adhesives can be very strong and easy to work with and can bond many dissimilar materials. An important consideration when determining the strength of an adhesive connection is the surface area to be bonded. If you were gluing two sheets of paper together face to face, the result would be incredibly strong. However, if you wanted to attach the two sheets edge to edge, it would be nearly impossible to create a bond. However, edge-to-edge connecting is possible through welding.
Much like welding, soldering is a form of connection that also involves heating a parent material and adding filler. The difference is that the filler is the only material to melt in the soldering process. That is, the object requiring connection does not reach its melting temperature. Brazing is a type of higher-temperature soldering that occurs when the filler metal has a melting point of over 842°F.
It is possible to solder or braze many of the same materials that can be welded. For example, for a lugged steel bicycle frame, steel tubing and castings are brazed together using brass filler, and in many houses, the plumbing is mostly copper tubing and fittings joined by a silver-alloy solder. It is often easy to identify a soldered or brazed connection because there will be a metallic material of a different color along the seam or joint. Soldering is very useful when working with small pieces such as jewelry because less heat is generated than with welding, and therefore there is less metal distortion.
You learned that in order to weld steel, you need a controllable heat source, a filler material added in precise amounts, and usually some type of shielding gas to keep your weld clean. The ways in which either the user or the machine controls these variables determine the advantages and disadvantages of each welding process. Now I’m going to provide a look at four specific types of welding to show you how they control their variables: torch welding, which uses a flame to create heat, and metal–inert gas (MIG), tungsten–inert gas (TIG), and stick welding, all of which use an electric arc to create heat.
Before I get into specifics, let’s review a basic principle of electricity and how it applies to MIG welding. We know that opposite charges attract electrons thanks to research by Charles Augustin de Coulomb and Georg Simon Ohm. When a medium is provided to allow the exchange of electrons, an electric current is produced. For electrical welding, the opposing charges are a positive electrode and a negative clamp connected to your work (also called a ground clamp). In electric welding, however, the medium is a little unusual. The high-amperage output from a welder causes an electric arc to jump between the electrode and the base material, ionizing the air (essentially this is plasma). From this point on, the medium required to aid in the exchange of electrons is this arc. When you’re welding, you won’t feel the electrode actually touch the base material because it has already turned into a liquid at that point. Because ionized air isn’t a perfect conductor, some of the electron energy is converted into heat and light energy. This is where the arc gets its bright light and extreme heat.
There are many types of metal welding used by artists and industry today. MIG welding is one of the most common, versatile, speedy, and easy-to-learn methods of welding. A few other common forms of welding that you may encounter while shopping for tools or in a shared work environment are TIG welding (a type of GTAW), stick welding (or shielded metal arc welding [SMAW]), and of course, torch welding. As you develop your metalworking skills, there may be applications where one of these other welding methods is preferred. For example, for very precise welding and for welding thin materials, the TIG process is usually used over MIG welding. For structural welding, although MIG welding is common, stick welding may be required or specified in construction documents.
Torch (or gas) welding was one of the first industrial welding methods and is still used today. Figure 2.5 shows an oxy-acetylene torch forming a weld along a corner joint. The flame created by the burning of oxygen and acetylene gas is over 6,000°F, which is more than enough to bring steel to its melting temperature of around 2,600°F. Still, it takes some time to bring the temperature up enough to weld. The thicker the material, the longer it will take because the heat is absorbed into the steel. As the metal gets hotter, it will change from dark red, to orange, to yellow, until a shiny pool of molten metal is formed. Both materials here should be brought to this molten point before adding filler. Once they are ready, gently “stir” the pools together using the tip of the flame and bring the filler close enough so that it starts to melt. Dab the filler rod into the molten pool as the torch slowly moves along the seam, making sure to keep both sides molten as you go. The quickly spreading heat will make the molten pool form more quickly as you move along the joint. It should be noted that to weld with an oxy-acetylene torch, you don’t actually have to add filler; swirling the metal together with the flame also forms a weld.

FIGURE 2.5 Torch welding.
Of the modern welding techniques, torch welding has the most indirect heat source. The flame created by the burning of acetylene in oxygen is over 6,000°F, hot enough to bring steel to its melting point, but it requires more time than an electric arc. Over time, the heat at the source of the flame is dispersed over the steel and can cause the steel to warp or bend. Clearly, a small flame is an improvement over using an open fire to heat steel, but it is not nearly as precise as an electric arc.
Controlling the addition of filler material with your hand is not the easiest way to add filler, but with practice, exceptional welds can be achieved. An experienced welder will get feedback immediately from the weld area and can adjust the amount of filler to match.
No shielding agent is required for most torch welding, but when needed, it can be added before heat is applied in the form of paste flux.
All the ingredients to form a weld with the MIG welder are pretty much the same as with torch welding but in very a different form. Rather than using a flame to create heat for melting the steel, a MIG machine uses a powerful electric arc. This arc reaches temperatures of over 10,000°F, enough to bring steel to its melting point very quickly. To create an arc, you need an electrical circuit. The steel workpiece is connected to the negative clamp on the welder, completely charging it. The tip of the MIG gun acts as the positive electrode, and the filler rod protrudes out of the tip. Once you pull the trigger on the gun, the filler rod is automatically fed through the tip and carries with it the positive charge from the machine. This type of electrode is called a consumable electrode. As soon as the positively charged electrode and negatively charged workpiece are within roughly  in, they begin to arc. The arc continues as long as this distance is maintained and the trigger is held down. Figure 2.6 shows a MIG weld in progress.
in, they begin to arc. The arc continues as long as this distance is maintained and the trigger is held down. Figure 2.6 shows a MIG weld in progress.

FIGURE 2.6 MIG welding.
The MIG welding machine automatically adds filler material, shielding gas, and heat, all with the push of a button. Before starting a weld, the user must dial in the correct voltage, select the right wire size and feed rate, and adjust the gas to the correct setting. Once that is done, however, all the user needs to do is pull the trigger and control the MIG gun’s movement along the weld path. It is essentially a one-handed operation.
A big advantage to using a TIG welder is the added control put into the hands (and feet) of the person doing the welding. The only “automatic” feature of a TIG welder is the delivery of shielding gas. Even the amperage is finely tuned by the operator’s foot pedal. There is no automatic feed for the filler rod either, which is held in one of the welder’s hands and fed manually, much as in torch welding. Because a smaller, more controllable heat source is used with TIG welding, there is more control and less risk of damaging the metal than with a torch. TIG welding can deliver quite a bit of electric current, so it too can be used for structural applications.
Another advantage to a TIG setup is its low noise and low mess. Because the user controls how much filler is added, as long as the proper amount is added, TIG welding has no sparks, spatter, or popping noise.
Lastly, since TIG welding machines have added adjustability and put so much control into the hands of the welder, they end up being the most versatile welding machine in existence, able to weld many different types of metal. They can weld many types of steel alloy, titanium alloy, copper alloy, aluminum alloy, magnesium, and nickel. These various types of metals have uses from extremely specific and well-engineered aircraft parts to “pot-metal” gizmos and ornaments.
Stick welding has been around for over a century and was one of the first forms of electric arc welding. Like our other forms of electric welding, it has a positive electrode and negative clamp, but there is no separate shielding gas. The shielding gas is in the form of solid flux and coats the consumable electrode. As it and the electrode burn away, a gas environment is created around the weld area. Stick welding is great when a lot of heat and weld penetration are required and is a relatively easy tool to set up and use. It is slightly more difficult to learn than MIG welding and is fairly limited in its use. Only the most skilled welder would be able to weld any type of sheet metal using a stick welder, for example. Stick welding machines (Figure 2.7) often resemble tombstones and sometimes are called by that name.
FIGURE 2.7 Stick welder.
Another disadvantage to stick welding is the slag that is left behind on the surface of the weld. To weld over a previous stick weld and for finishing, the slag must be hammered off.
All these methods of welding are extremely important to today’s artists and industry, but I think the most satisfying technique for beginners is the MIG welding process.
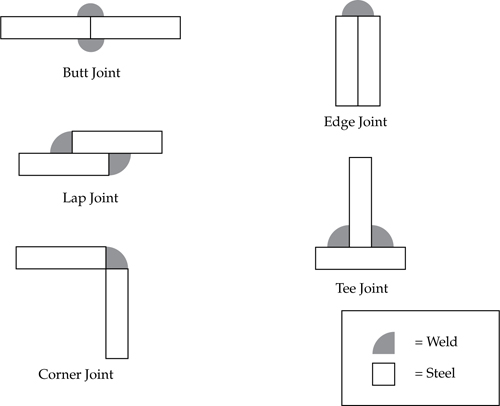
The general name for the line of filler material that you lay down with each weld is the bead. A weld bead that is not used to connect two or more pieces together is referred to as a surface weld and is used mostly for decorative or labeling purposes, as shown in Figure 2.1 (i.e., surface design, labeling your work, etc.). Figure 2.8 shows other examples of welds that are used to hold one or more pieces of steel together called butt joints, corner joints, edge joints, lap joints, and tee joints. These welds all have applications depending on the types of connections you need to make.
FIGURE 2.8 Surface welds, butt joint, corner joint, edge joint, lap joint, and tee joint.
• Butt joints. Butt-joint welds are connections where two pieces are welded end to end (180 degrees). A square butt joint has no chamfer (a corner that’s been ground at 45 degrees), and in a bevel butt joint, or v-joint, one or all corners have been chamfered.
• Corner joints. When two pieces are joined perpendicular to each other, it is a corner joint. Any joint that is between 180 and 0 degrees is a corner joint.
• Edge joints. An edge joint is like a butt joint, only the two pieces are parallel to each other, and the weld happens on the edge.
• Lap joints. Any time two pieces overlap each other and are welded edge to face, this is a lap joint.
• Tee joints. These are like corner joints, when the materials are situated perpendicular to each other, but with area for a fillet weld on either side.
As I stated earlier, almost any way you can dream of attaching two pieces together, you can achieve with welding. Fortunately, a lot of these connection styles are used regularly and have common names. What Figure 2.8 shows is how the two pieces are oriented to each other and where to grind away each material to allow for the best heat penetration and weld strength. I am not going to go into how these chamfered edges are made quite yet, but this figure will prove very valuable when you put your grinding, welding, and fabricating skills to work.
The earliest examples of welding date back to the Bronze Age, but with no electricity, compressed gases, or power tools, it was quite different from the forms discussed in this book. Heat from a fire was used to bring materials up to nearly melting temperature, and then they were hammered or pressed together to form a continuous solid. This form of welding is actually still used today by blacksmiths and is commonly called forge welding. Tools discovered dating back to 1000 BC show signs of this kind of welding.
Techniques based on forge welding were used into the nineteenth century until advancements came in the form of the electric arc and the discovery of acetylene gas. Along with acetylene gas, advancements had been made in tooling used to control an open flame. This meant that rather than using an open fire as the heat source, heat could be focused to a smaller area for more efficient heating. The electric arc is really just another way of focusing heat to an even finer point.
It wasn’t until the beginning of the twentieth century that the combination of pure oxygen with an acetylene flame and further developments in torch technology really made the oxy-acetylene welding technique more viable. It’s wild to think that welding as we know it has only been around for a little over 100 years!
Just before the turn of the twentieth century, the first U.S. patent was awarded to C. L. Coffin of Detroit for an arc welding process using a metal electrode. This is the first record of welding using an electric arc to carry filler material into the weld pool. Around that same time, electrodes and filler rods were being developed with a coating that would provide a more stable arc. World War I added pressure to all industry around the world, including welding, and gas and arc welding were further developed through the war until 1919. Immediately after the war, the American Welding Society (AWS) was formed, and it is still one of the greatest welding resources today.
Soon after the end of World War I, the first type of automatic welding was introduced, and it fed filler at a rate determined by arc voltage. While advancements were being made to automatic welding technology, they were being paralleled by advancements to stick welding. New types of electrodes came into existence, and codes specifying the quality of welds raised the bar for production standards. Also during this time, research was being done into types of gas environments for arc welding. This research would directly affect the technology behind MIG welding.
In the 1940s, GTAW (TIG) and GMAW (MIG) processes were developed further and patented. At that time, GTAW was used primarily for nonferrous metals (e.g., magnesium and aluminum) and the ferrous alloy stainless steel. GMAW, although intended for use with nonferrous metals, saw its most effective use on steel. The use of a carbon dioxide (CO2) atmosphere with a consumable electrode was announced in the early 1950s. The CO2 atmosphere increased the temperature of the arc, allowing bigger electrodes to be used. Since it could be used with the already popular GTAW and GMAW tools, it gained immediate favor.
Welding technology saw many more improvements in the 1960s. New forms of welding that were based on the already tried and true forms were invented. Fluxcore welding wire, electroslag welding, and plasma arc and electron-beam welding all were introduced at that time.
The development of welding technology can be summarized by one main goal: being able to precisely focus the heat source. We’ve come a long way since using an open fire to heat material, probably the most indirect heat source available. As scientific research developed, we were able to control fire using torches and compressed gas to make a very precise flame. When electricity was discovered, the heat from an electrical arc then was focused even further and was capable of higher heat. The most recent innovation, using lasers to quickly heat material, is by far the most precise heat source to date.