Chapter 8
Plant By-Products and Food Industry Waste: A Source of Nutraceuticals and Biopolymers
Winny Routray*
Abstract
Processing of plant materials for food and feed production leads to a significant amount of by-products and biowastes, which are potential sources of nutraceuticals, biopolymers, and biofuels. The waste produced during processing can be rich in oil, carbohydrates, proteins, and other nutritional components. Researchers are increasingly exploring the utilization of by-products, to prevent pollution and related adversities. In past decades, plant by-products have been established as a source of nutraceutical components, including dietary fibers, phenolics, and many other compounds. Scientists have also explored plant by-products and the wastewaters of the food industry as the cheap feedstocks of a variety of biopolymers. This chapter summarizes the different plant by-products and food industry wastes explored for nutraceutical and bioplastic production, with the diverse technologies applied for that purpose, which in the future can decrease pollution and generate employment opportunities.
Keywords
nutraceuticals
waste
food processing
biorefinery
biopolymer
by-products
1. Introduction
Energy production, availability of nutritious food, and biochemical waste minimization are some of the major concerns worldwide. As the world population continues to increase, increased food and feed production has been made possible through extensive genetic research, advanced agricultural practices, and postharvest techniques. Economical methods of biofuel production are being increasingly promoted and augmented to decrease CO2 emissions, which has also enhanced the production demand for energy crops. Increased food, feed, and energy crop productions has stimulated increased harvest and postharvest unit operations, resulting in a huge amount of agricultural wastes and by-products, depending on the stages of unit operations, indigenous climatic constraints, connectivity of area of production to the targeted market, available storage and transport facilities, and the quality of end products.
Biomaterials are rich in nutrient components, including energy-rich biochemicals carbohydrates, fats, and proteins, and several micronutrients. These biomaterials are also potential sources of other bioactive compounds or nutraceuticals including different minerals, vitamins, antioxidants, amino-acids, dietary fibers, and digestive enzymes, which are vital for preventing and controlling various health ailments. Implementation of advanced processing techniques for the utilization of these biomaterials will help in addressing nutrition issues worldwide, and in the development of economical ways of preservation of a diet-related healthy lifestyle. The oil, starch, protein, and fibers present in biomass and wastes can also be used in the production of many bioplastics. Polylactic acid, polyamides, and polycaprolactones are some of the commonly studied bioplastics (Jabeen et al., 2015). Bioplastics have become an integrated part of the consumer products market, however the economical- and profit-oriented industrial application of bioplastics is still lacking in many parts of the world. In the past few decades, emphasis on development of technologies and advanced machineries for large-scale commercial manufacture of bioplastics from biological waste has increased.
This chapter summarizes the different by-products and wastes generated during agricultural practices and different food processing unit operations, and their application as sources of nutraceuticals and bioplastic feedstocks. To elaborate the concept, some specific examples of biomaterials have been also discussed along with the advanced processing, extraction, purification, and manufacturing technologies used for that purpose.
2. By-products and Wastes
By-products and wastes can be categorized as (1) agricultural harvest generated by-products, (2) postharvest by-products, and (3) food-processing by-products and wastes (Fig. 8.1). Agricultural by-products include branches, leaves, chaff, and other unedible parts of the plant, and commodities unsuitable for the food market. Postharvest by-products and wastes include mainly the nonfood parts of the harvested agricultural commodity, which includes stones, pulp and skin of different fruits, and bran, husk/hull of cereals, which are separated before making these items available for consumption. The food processing industry waste includes the biological by-products and wastes produced through further processing of the harvested and processed commodity, to produce more readily consumable commodities. This category can include various types of solid wastes, such as fruit pomace, seeds/pits produced during juice, sauce, or jam production, spent grain powders produced during production of grain flours, or can also include different liquid wastes such as spent biomass rich water or spent food extracts. Other food industry wastes include marine, poultry, and meat industry waste. Marine industry by-products mainly include fish head, guts and frame, crustacean shells, and liquid waste, such as viscera and blood, while meat industry by-products include skin, bones, viscera, and blood. The poultry industry produces feathers and eggshells as important by-products.
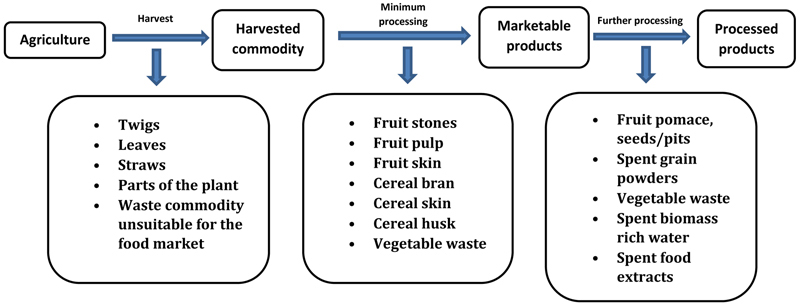
Figure 8.1 By-products and Waste Produced During Agricultural, Postharvest, and Food Industry Unit Operations.
This chapter focuses on plant by-products and food industry wastes generated during processing of plant products. A detailed discussion about both marine and meat by-products is out of the scope of this chapter, however application of marine and meat industry waste and by-products have been mentioned, wherever essential and pertinent to the topics covered in the chapter. Comprehensive studies on application of these by-products and wastes have been reported by several authors (Harnedy and Fitzgerald, 2012; Suleria et al., 2015), which provide detailed information about the categorization, processing, and application of these important biomaterials.
3. Nutraceutical
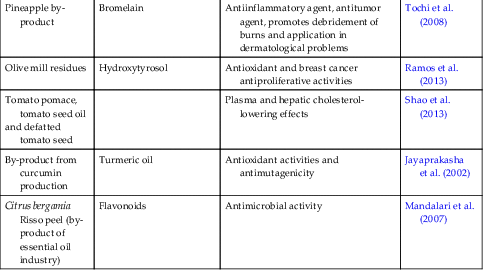
The term “nutraceutical” was first coined in 1989, by Dr. Stephen DeFelice, and was derived from the terms “nutrition” and “pharmaceutical” (Kalra, 2003). DeFelice defined “nutraceutical as a food (or part of a food) that provides medical or health benefits, including the prevention and/or treatment of a disease” (Aggarwal et al., 2009; Brower, 1998; Zeisel, 1999). A nutraceutical can be (1) any substance with established nutritional value, such as vitamins, minerals, amino-acids, and various fatty acids; (2) in the form of herbs or herbal extracts; (3) dietary supplements meant for weight loss, enhanced sports performance, or as a replacement for nutritional food sources, prepared from the specific components derived from other sources (Chauhan et al., 2013). Nutraceuticals can also be provided through the addition of various compounds (that can be sourced from agricultural by-products) as a part of a developed food recipe (Świeca and Gawlik-Dziki, 2015). The benefits of consumption of these nutraceuticals include antidiabetic, antiinflammatory, and antibiotic effects. Certain nutraceuticals have also been reported as effective against arthritis (Curtis et al., 2004), neurodegenerative diseases (Kelsey et al., 2010), cardiovascular disorders, and many other health ailments. Various nutraceutical components of different food waste and plant by-products and their corresponding beneficial effects are summarized in Table 8.1.
Table 8.1
Various by-products, with nutraceutical components and corresponding beneficial effects.
| By-Products | Nutraceuticals | Beneficial Effects | References |
| Wheat bran | Dietary fibers | Protection against colon cancer | Alabaster et al. (1997) |
| Oat bran | Dietary fibers | Reduce serum cholesterol due to its capacity to bind bile acid; constipation management; increased bioavailability of Vit B12 | Drzikova et al. (2005); Sturtzel et al. (2010) |
| Citrus peel | Dietary fibers | Reduction of both serum total and high density lipoprotein-cholesterol levels | Wisker et al. (1994) |
| Mango and peach juice industry by-products | Soluble and insoluble dietary fibers, polyphenols, carotenoids, phytosterols, saponins | Reduced hyperglycemia; reduction of hepatic steosis; decrease the activity of α-amylase | Amaya-Cruz et al. (2015) |
| Guava juice industry by-products | Insoluble dietary fibers, phytosterols, saponins | Decreased the rate of body weight gain; reduction of hepatic steosis | Amaya-Cruz et al. (2015) |
| Apple juice industry by-product | Soluble dietary fiber, pectin | Lower cholesterol, delay gastric emptying; increase fecal excretion of steroids in rats | Leontowicz et al. (2001); Sembries et al. (2004) |
| Sugar beet pulp | Dietary fiber | Improve lipid metabolism | Leontowicz et al. (2001) |
| Cocoa powder | Phenolic compounds | Inhibit low density lipoprotein oxidation and atherogenesis | Baba et al. (2007) |
| Brassiaceae | Glucosinolates | Decrease in the occurrence of tumors in the reproductive organs and retardation of the growth of cancer cells | Jahangir et al. (2009) |
| Onion by-product | Fiber content | Decrease in serum lipid and total cholesterol increment, generally caused by high fat diet | Benítez et al. (2012) |
| Tomato peel, seeds, by-products | Phenols | Antioxidant and antimutagenic activities | Valdez-Morales et al. (2014) |
| Cherry by-product | Perillyl alcohol | Inhibit growth of mammary tumors; increased the apoptotic index approximately 10-fold in liver tumor cells | Mills et al. (1995) |
| Rice bran | Phytic acid | Suppression of colon carcinogenesis | Norazalina et al. (2010) |
| Rice bran | γ-Oryzanol | significantly lower mass of tumor | Kim et al. (2012) |
| Rice bran, palm oil | Tocotrienol rich fraction of oil | Hypoglycemic and nephroprotective effects | Siddiqui et al. (2010) |
| Corn wet milling by-products | Low molecular weight peptides | Antihypertensive effects in vivo and in vitro | Lin et al. (2011) |
| Soymilk industry by-product | Bioactive peptide | Angiotensin-converting enzyme inhibition and multifunctional antioxidant activities |
Jiménez-Escrig et al. (2010) |
| Pineapple by-product | Bromelain | Antiinflammatory agent, antitumor agent, promotes debridement of burns and application in dermatological problems | Tochi et al. (2008) |
| Olive mill residues | Hydroxytyrosol | Antioxidant and breast cancer antiproliferative activities | Ramos et al. (2013) |
Tomato pomace, tomato seed oil and defatted tomato seed |
Plasma and hepatic cholesterol-lowering effects | Shao et al. (2013) | |
| By-product from curcumin production | Turmeric oil | Antioxidant activities and antimutagenicity | Jayaprakasha et al. (2002) |
| Citrus bergamia Risso peel (by-product of essential oil industry) | Flavonoids | Antimicrobial activity | Mandalari et al. (2007) |

These bioactive compounds can provide benefits through different mechanisms. Dillard and German (2000) mentioned that these compounds could act as (1) substrates for biochemical reactions; (2) cofactors or inhibitors of enzymatic reactions; (3) absorbents that could bind or remove harmful components in the intestine; (4) ligands that oppose or provoke receptors on cell surface or inside cells; (5) reactive or toxic chemical scavengers; (6) compounds augmenting absorption and/or stability of essential nutrients; (7) supporting growth factors for beneficial gastrointestinal bacteria; (8) substrates for beneficial oral, gastric, or intestinal bacteria; and (9) selective inhibitors of harmful intestinal bacteria (Dillard and German, 2000). Intake of dietary fibers through different food commodities has been observed to prevent hydrolysis, digestion, and absorption in the small intestine, along with increment in the fecal bulk, stimulation of colonic fermentation, reduction in postprandial blood glucose, and/or reduction in preprandial cholesterol levels in human body (Elleuch et al., 2011). The beneficial effects of nutraceuticals vary not only with the dosage, but also with the form in which they are consumed. The concentration of these components vary in edible, as well as nonedible parts of the food products as a function of the agricultural practices (Domínguez-Perles et al., 2010), treatments, processing technique, and storage conditions (El Sedef and Karakaya, 2009). The effect and its intensity varies when consumed in the form of processed biomaterial, extract, or encapsulated form, depending on the interaction of different components, including different bioactive compounds and the carrier solvent or encapsulating material, and many of the mechanisms involved have yet to be elucidated.
Nutraceutical components can add several functional attributes; thus their addition enhances the final quality of the products developed. Addition of orange peel fiber to sausages has been observed to increase their shelf life by preventing oxidation and microbial growth (Viuda-Martos et al., 2010a,b). Application of whey permeates as a natural washing treatment for fresh-cut tomatoes, as compared to chlorine were observed as equally effective against microorganisms during a study by Ahmed et al. (2012). By-products such as apricot kernel with high fat content can be used as fat replacements in cookies. Apricot kernel is also rich in fibers and protein, which further increases the food value of the developed products (Seker et al., 2010). Leaf midribs, upper stem, and stalks of cauliflower have been applied as fat substitute/filler in beef sausages, where there was no significant difference between the control and the produced sausages (Abul-Fadl, 2012). Similar application of other fruit by-product powders such as mango peel powder to food formulations such as pasta noodles, has been observed to increase the nutritional value of the food product without negatively affecting the physical and textural properties of the end product (Ajila et al., 2010). In the following sections, various nutraceutical components majorly present in agricultural by-products and plant biomass are briefly discussed, followed by a brief discussion about the different methods of preparing them. The known beneficial components present in various food industry by-products and plant biomass are summarized in Table 8.2.
Table 8.2
Different by-products and corresponding beneficial components.
| By-Products | Beneficial Components | References |
| Cereal by-products | Dietary fibers | Elleuch et al. (2011) |
| Apple by-products (peel, pomace, seeds) | Pectin, polyphenolic compounds, dietary fiber powder | Kolodziejczyk et al. (2007); Schieber et al. (2003); Vasantha Rupasinghe et al. (2009) |
| Grape by-products (peel, seed, stem) | Grape seed oil, citric acid, methanol, ethanol and xanthan gum, polyphenolic compounds, dietary fibers | Chidambara Murthy et al. (2002); Deng (2011); Harsha et al. (2014); Krishnaswamy et al. (2013); Llobera and Cañellas (2007); Pinelo et al. (2005) |
| Lemon by-product (peel, seed, fruit pulp) | Dietary fiber, iron, phenolic compounds (Hesperedin), carotenoids | Gorinstein et al. (2001a); O’Shea et al. (2012) |
| Mango by-product (Kemel, Peel) | Dietary fiber, polyphenols, carotenoids, vitamin C and E, lipids, protein, enzymes, and pectin | Ajila et al. (2007, 2008, 2010); Sogi et al. (2013) |
| Orange by-product (seed, peel, fiber) | Dietary fiber, pectin, cellulose | Chau and Huang (2003); Maran et al. (2013) |
| Peach by-product (peel, kernel, stone) | Dietary fiber, phenolic content, carotenoids, peptides | Vásquez-Villanueva et al. (2015); Zhang (2014) |
| Apricot by-products (peel, kernel) | Dietary fiber, fat, protein, carotenoid | He and Liu (2013); Seker et al. (2010) |
| Carrot by-products (peels, pomace obtained after juice extraction) | Carotenoid, phenolics, dietary fiber | Roohinejad et al. (2014) |
| Cauliflower (floret, stem, leaves) | Nonstarch polysaccharides, phenolics (kaempferol and quercetin), glucosinolate (sinigrin) | Abul-Fadl (2012); Cabello-Hurtado et al. (2012); O’Shea et al. (2012) |
| Onion (skins, roots, two outer fleshy scales) | Dietary fiber, quercetin, biosugar | Benítez et al. (2012); Choi et al. (2015) |
| Potato by-product (peel, pulp, downstream waste) | Dietary fiber, Phenolic acids (Chlorogenic acid), water soluble polysaccharides | Schieber and Saldana (2009); Al-Weshahy et al. (2013); Jeddou et al. (2016); Wu et al. (2012) |
| Tomato by products (peel) | Dietary fiber, carotenoid (lycopene), phenolic compounds, umami taste amino acids, tocopherols, sitosterols | Herrera et al. (2010); Luengo et al. (2014); Perretti et al. (2013); Valdez-Morales et al. (2014); Zhang et al. (2015) |
| Banana by-products (peel) | Polyunsaturated fatty acid, carotenoid (β-carotene), starch, crude protein, crude fat, dietary fiber, essential amino acid, micronutrients, banana oil, phenolics | Anal et al. (2014); Mohapatra et al. (2010) |
| Brocolli by-products (leaves, stalks) | Glucosinolates, phenols, vitamin C, minerals, trace elements | Domínguez-Perles et al. (2010) |
| Camellia oleifera (fruit hull) | Phenols | Zhang et al. (2011) |
| Date by-products (syrup, press cakes, seed) | Carbohydrate, fat, protein, phenolics, dietary fiber | Al-Farsi et al. (2007) |
| Pomegranate by-product (seeds) | Tocopherol, aliphatic alcohol (including policosanol), squalene, phytosterols, and triterpene contents, linolenic acid |
Caligiani et al. (2010); Verardo et al. (2014) |
| Kenaf by-product (seed, leaf) | Protein, carbohydrate, Mg, K, P, phenolic content | Chan et al. (2013) |
| Pineapple, acerola, cashew apple, guava, papaya, passion fruit, Surinam cherry | Carotenoid, phenolics | Da Silva et al. (2014) |
| wheat by-product | Wheat bran oil, vitamin E, carotenoids, quinones, lipids, and fatty acids |
Durante et al. (2012) |
| Cherry by-product | perillyl alcohol | Duarte et al. (2008) |
| Olive leaves | Secoiridoid oleuropein, secoiridoids, flavonoids, triterpenes | El Sedef and Karakaya (2009) |
| Olive oil processing by-product (alperujo) | Hydroxytyrosol, monosaccharides, oligosaccharides | Fernández-Bolaños et al. (2004); Ramos et al. (2013) |
| Rice by-product (husk, bran fiber, straw) | Cellulose, hemicellulose, lignin, phenolics, tocopherol, γ-oryzanol, peptide | Patel and Naik (2004) |
| Almond by-products (Shell, hull, skin) | Phenolics, xylo-oligosaccharides | Esfahlan et al. (2010) |
| Vigna mungo L. by-products | Dietary fiber, phenolic acids, proteins, carotenoids | Girish et al. (2012) |
| Barley by-products | Dietary fiber, protein, minerals, vitamins, amino acids | Gupta et al. (2010) |
| Flax processing waste (cuticle fragments, flax shives, processing dust) | Wax esters, long-chain fatty alcohols or policosanols | Buranov and Mazza (2010); Holser and Akin (2008) |
| Eggplant by-product | Anthocyanins | Todaro et al. (2009) |
| Peanut (skin) | Phenolics | Ballard et al. (2010) |
| Ipomoea batatas by-product (leaves) | Phenolics | Song et al. (2011) |
| Corn starch industrial waste | Carbohydrate | Yoshida et al. (2010) |
| Corn wet milling by-products | Low molecular weight peptides | Lin et al. (2011) |
| Plum by-products (Seed) | Bioactive peptides | González-García et al. (2014) |
| Soymilk industry by-products | Bioactive peptides | Jiménez-Escrig et al. (2010); Stanojevic et al. (2013) |
| Canned bamboo shoots by-products | Bioactive peptides | Liu et al. (2013) |
| Hempseed protein | Bioactive peptides | Lu et al. (2010) |
| Pineapple latex and peel | Bromelain | Ketnawa et al. (2010, 2012) |
| Oil palm wastes | Carotenoids, phenolic compounds, sterols, tocols | Ofori-Boateng and Lee (2013) |
| Raspberry seeds | Tocopherols, fatty acids | Oomah et al. (2000) |
| Blueberry leaves | Polyphenols | Piljac-Žegarac et al. (2009) |
3.1. Classification of Various Nutraceutical Compounds
3.1.1. Dietary fibers
Different groups of researchers have defined and categorized dietary fibers in different ways (Champ et al., 2003). According to the various published reports, dietary fibers can include soluble and insoluble fibers; the nondigestible carbohydrate lignin; or “nondigestible carbohydrate polymers with three or more monomers.” The broader classification of dietary fibers also includes fibers from animal origin (Borderías et al., 2005) and in some cases modified or synthetic nondigestible carbohydrate polymers (Elleuch et al., 2011). It also includes compounds, such as cellulose, hemicellulose, pectic substance, gums, resistant starch, inulin, and other noncarbohydrate components, such as polyphenols, waxes, saponins, cutin, phytates, and resistant protein (Elleuch et al., 2011). The categorization and beneficial effects have been discussed in detail by various researchers during studies and many reviews (Champ et al., 2003; Elleuch et al., 2011; O’Shea et al., 2012).
Dietary fibers are the nutraceuticals that include many agricultural by-products. Cereal by-products are considered to be one of the chief sources of processed dietary fibers (Nandeesh et al., 2011). The most applied cereal by-products that have been established for their health beneficial effects include oat bran, barley bran, and psyllium. Fruit and vegetable by-products have also been applied as sources of dietary fibers in processed foods (O’Shea et al., 2012). Fiber preparations can be applied as a principal component and as a substitute in bread, cookies, pasta, and other commodities including jams, jellies, juices, sausages, or dairy products. Addition of fruit fibers, prepared from skin and pomace, can improve/enhance the flavor profile and can act as a replacement for sugar, thus reducing the need for sugar addition within a formulation while increasing the consumption of phenolic compounds.
Addition of dietary fibers to different commodities has been described to affect the physio-chemical composition, textural and organoleptic/sensory properties of the developed products (Turksoy and Özkaya, 2011). Deviations in the physiochemical properties of the resulting product can be attributed to the composition of the by-products, which depends on the industrial processing the commodity has gone through, as different processing methods will lead to different residual compositions. The by-products of the apple juice industry are a rich source of soluble fibers and also provide pectin for further applications as gelling and thickening agents (O’Shea et al., 2012). Depending on the nature of the additive dietary fiber and base matrix, the physiochemical properties may vary. In a reported study, the addition of dried apple pomace to a wheat flour base led to increased water absorption, decreased dough stability, decreased extensibility, and reduced peak viscosity of the dough. Also, the resulting cake had reduced bulk volume (Sudha et al., 2007). Although the organoleptic properties are generally the final deciding factor when considering the composition of by-products as replacements, dried skin powder obtained from the apple cultivar “Idared” could be used as a successful replacement for wheat flour up to 16% weight basis, without any significant effect on the sensory and physiochemical properties (Vasantha Rupasinghe et al., 2009). Similarly, tomato fiber has been observed to have a similar effect within a cereal-based matrix than those of fruits, which has been attributed to their higher insoluble fraction of fibers than their soluble fraction (Herrera et al., 2010; O’Shea et al., 2012). Peach fiber has also been reported as a potential replacement for fat and flour in muffins (Grigelmo-Miguel et al., 1999). Powdered tomato peel, orange peel powder, and cocoa fiber have also been used as fat replacers in products, including sausages and muffins (De Moraes Crizel et al., 2013; Martínez-Cervera et al., 2011; Wang et al., 2015). In other cases, such as macaroni pasta made with mango peel powder, the cooking, textural, and sensory properties of the resulting pasta were not affected when the mango peel powder was added in the ranges of 2.5, 5.0, and 7.5% (Ajila et al., 2010). In case of addition of fruit fibers in yogurt, though at lower concentrations, the addition of orange peel fibers leads to a disruption of texture, where a higher concentration combined with pasteurization leads to strengthening of the gel structure and increased viscosity (Sendra et al., 2010). Addition of carrot pomace to cornstarch can enhance the expansion properties of the obtained extrudate, along with increasing the overall nutritional value (Kaisangsri et al., 2016).
3.1.2. Protein, peptides, amino acids, and protein hydrolysates
Protein, peptides, amino acids, and their different forms present in food commodities have been extensively studied in past decades. These beneficial components have been mainly accounted and studied in animal sources, such as milk, egg, fish, and meat (Clare and Swaisgood, 2000; Kim and Wijesekara, 2010; Lafarga and Hayes, 2014; Meisel and Bockelmann, 1999). Plant sources including soybean, pulses, and other protein-rich commodities including flax, canola, oat, hemp seed, and wheat are also potential sources of many beneficial peptides (Hartmann and Meisel, 2007; Ortiz-Martinez et al., 2014; Udenigwe and Aluko, 2012). Bioactive peptides have several beneficial effects, including ACE inhibitory, hypotensive effect, immune-modulatory effect, cytomodulatory and antimicrobial effects, antithrombotic effect, anticarcinogenic effect, and hypocholesterolemic and antioxidant effects (Hartmann and Meisel, 2007). Bioactive peptides are the basic structural component of the protein present in many plant and animal derived food commodities and are present as inactive forms of amino acids. These peptides are released during different food processing steps or within the digestive tract following consumption. Many protein hydrolysates and peptides have been observed to have better bioactivity as compared to the parent protein (Udenigwe and Aluko, 2012).
Many peptides and amino-acids are also flavor-contributing components in various commodities. Umami flavored amino acids, glutamic acid and aspartic acid, have been reported in significant amounts in tomato seeds, and were successfully extracted using enzymatic extraction (Zhang et al., 2015). Contribution of peptides to the umami flavor of several other food commodities have been also reported (Lioe et al., 2006). In several food items, aroma compounds are produced through the Maillard reaction, which has also promoted the use of various protein- and bioactive-peptide-rich by-products and wastes for flavor compounds production (Pérez-Santín et al., 2013). Though peptides are generally extracted from dairy-, fishery-, and meat-based food sources and by-products (Cudennec et al., 2008; Harnedy and Fitzgerald, 2012; Lafarga and Hayes, 2014; Wilson et al., 2011), in past years plant-based food by-products and processing wastes have also been studied as sources of peptide and protein hydrolysates (González-García et al., 2014; Lin et al., 2011; Liu et al., 2013; Vásquez-Villanueva et al., 2015).
3.1.3. Enzymes
Enzymes are essential component of all the bioprocesses taking place in all living organisms including microorganisms, plants, and animals. Foodgrade enzymes are applied in many cases for the extraction of bioactive compounds. The food-processing industry prefers that enzymes be extracted from biological sources, which include fungi, yeast, bacteria, and animal sources, and relatively less from plant sources. Microbial sources are preferred as compared to plant and animal sources because (1) as they can be more uniformly and economically produced from microbial sources, and (2) extraction of enzymes from plant and animal sources also leads to extraction of other components including phenol degradation by-products, quinones, and tannins (Anderson, 1968), enzyme inhibitors and proteases that can lead to instant degradation. Broadly applied enzymes extracted from plant sources include actinidin (kiwi fruit) (Čavić et al., 2012), α- and β-amylase, β-glucanase (malted barley), bromelain (pineapple latex) (Ketnawa et al., 2010), ficin (fig latex) (Zare et al., 2013), lipoxygenase (soybeans) (Lakshmi et al., 2012), papain (pawpaw latex) (Chaiwut et al., 2010). Papaya fruit, as well as peel has been reported as a potential source of different proteases. Papaya proteases include four similar molecular weight cysteine proteases: papain, chymopapain, glycyl endopeptidase, and caricain (Chaiwut et al., 2010). An unconventional proteinase was also obtained from Asian pumpkin (Cucurbita ficifolia), which was used to obtain ACE-inhibitory peptides from egg-yolk protein by-product (Eckert et al., 2014). Other enzymes have been also extracted from various agricultural wastes, including pectin methylesterase from orange peel (Rodriguez-Lopez et al., 2013), apple pomace (Joshi et al., 2011), and tomato (Kant and Gupta, 2012). Depending on the nature, specificity, and thermal stability of these plant-derived enzymes, their application varies, where they can be applied for meat tenderization (Ha et al., 2012), beer chill proofing, juice extraction (Joshi et al., 2011), and/or as pharmaceuticals and for other health-promoting effects.
3.1.4. Oils/essential oils/fatty acids
Various agricultural by-products are also rich in oil, essential oils, different fatty acids, and triglycerides (complex mixtures of various fatty acids). Along with various health beneficial effects of these components, the specific characteristics of these oils and fatty acids including thermal behavior, blending properties, and physiochemical properties can encourage their particular applications. In the case of mango seeds, triglycerides observed in mango seed fat have been extensively studied. Addition of 1,3-distearoyl-2-oleoyl-glycerol (SOS), a major mango seed triglyceride has been reported to increase the solid fat content, simultaneously inhibiting the fat bloom and slightly decreasing the tempering time (Jahurul et al., 2015). SOS-rich mango seed fat has been also suggested as a potential starter material for the preparation of “temperature-resistant hard butter” in places with hot climates. It was also suggested that the combination of “mango seed fat and palm stearin” can be used as replacers for chocolate butter (Jahurul et al., 2014b, 2015). Rice bran oil is another nutraceutical that has been extensively studied and applied, and has hypoglycemic and nephroprotective effects (Siddiqui et al., 2010). Other agricultural by-products that have been applied for oil extraction include pomegranate seed (Caligiani et al., 2010; Verardo et al., 2014), grape seed (Davidov-Pardo and Mcclements, 2015), turmeric (Jayaprakasha et al., 2002), and raspberry seed (Oomah et al., 2000), which are also a source of other nutraceutical components such as tocopherols in many cases. Many polyunsaturated fatty acids (PUFA), which are categorized as the essential fatty acids, are not produced in the human. Essential fatty acids omega-3 and 6 fatty acids are still mainly extracted from marine sources as compared to plant sources (Rubio-Rodríguez et al., 2010). Banana peel is also a rich source of PUFA linoleic and α-linoleic acid (Emaga et al., 2007). In the past decade, very long chain polyunsaturated fatty acids have been reported in the plants attributed to the genes encoding enzymes participating in the omega 3 and 6 ∆8-desaturation biosynthetic pathways for the formation of C20 PUFAs (Qi et al., 2004).
Extraction of these oils along with oil-soluble compounds can be a good option for combined extraction, storage, and application of a nutraceutical rich oil, as compared to the individual application of the constituent nutraceuticals. Shao et al. (2013) reported the extraction of 61.6 ± 1.6 mg of lycopene per kilogram tomato seed oil, which is a significant amount of lycopene as compared to 100.2 ± 6.2 μg observed in case of tomato pomace. Lycopene has been observed as a potential antioxidant and was also reported to have chemo-protective properties. In a different study, tomato seed oil was extracted through cold press and enriched with the lycopene obtained from tomato pomace, by addition of oleoresin obtained through enzymatic treatment and solvent extraction (Zuorro et al., 2013). Combination of grape seed oil and orange oil has been applied for the development of “delivery systems for resveratrol” by Davidov-Pardo and Mcclements (2015). Astaxanthin is the major carotenoid compound present in by-products of crustacean species and has been successfully extracted and stored in oil (Pu et al., 2010). Also combined extraction of oil with astaxanthin from krill using supercritical extraction and organic solvent extraction has been reported by Ali-Nehari et al. (2012), which also provides nutritional enrichment of omega 3-PUFAs eicosapentaenoic and docosahexaenoic acids.
3.1.5. Polyphenols
Fruits and vegetables are major sources of phenolic compounds, and in past decades, extraction of phenolics from various agricultural and food industry by-products has been one of the major topics of study (Table 8.2). Phenolic compounds are mainly known for anticarcinogenic (Yang et al., 2001), antidiabetic (You et al., 2012), antibacterial (Aziz et al., 1997), and positive ocular and gastric effects (De Pascual-Teresa and Sanchez-Ballesta, 2008). They are also effective against cardiovascular disorders (Morton et al., 2000), hepatic damage (Adzet et al., 1987), and neurodegenerative disorders (Ramassamy, 2006) and help in the prevention of atherosclerosis (Baba et al., 2007).
Some phenolic-rich food industry by-products can be directly applied in different food recipes, thus enhancing the food value, antioxidant properties and sensory properties of the final product. Phenolics are not only present in the edible part of various food commodities, they are also present in the leaves and nonfood/inconsumable parts of the various medicinal plants and food crops (bushes, trees, etc.) (Ehlenfeldt and Prior, 2001; Lee and Lee, 2010; Maheshwari et al., 2011; Siddhuraju and Becker, 2003; Simirgiotis and Schmeda-Hirschmann, 2010; Sunil and Ignacimuthu, 2011; Vongsak et al., 2013; Zainol et al., 2003). Leaves with phenolics, which are generally an agricultural by-product and dried fruit processing industry by-product have been applied for preparation of tea in different studies, as observed in the case of blueberry leaves (Piljac-Žegarac et al., 2009) and ginseng leaves (Choi et al., 2012). Phenolic content has been observed to affect the organoleptic properties of the products developed. In the case of juice production, excess release of phenolics into the juice leads to the astringent and bitter taste of the juice. Hence, the extent of fortification of food commodities with phenolics cannot exceed the highest limit decided by the sensory appeal of the final developed product. However, processed by-products and wastes rich in phenolic components, which can’t be applied in their processed form for food and nutraceutical applications, can be further exploited for extraction of specific nutraceutical compounds, and applied in preparation of chemical standards or used in the preparation of a combined nutraceutical concoction. Such commodities include apple seeds, rich in phloridzin and chlorogenic acid (Schieber et al., 2003); watermelon rind, which has moderately higher phenolics than flesh (Tarazona-Díaz et al., 2011); pistachio skin, which is a significant by-product of the pistachio industry (Tomaino et al., 2010); and guava seeds (Castro-Vargas et al., 2010). Other food industry by-products, such as guava and pineapple leftovers, have been also applied as a constituent of growth media for the accumulation of phenolics by microorganisms such as Rhizopus oligosporus (Correia et al., 2004a,b).
3.1.6. Other components
By-products are also a rich source of minerals and in various food commodities, the amount of these minerals is higher in the by-products than the part used as a principal food source. In the case of apples and persimmons, higher levels of Na, K, Mg, Ca, Fe, Zn, Cu, and Mn have been reported in peels as compared to flesh (Gorinstein et al., 2001b). Vegetables of family Brassicaceae are a rich source of many minerals including Ca, Fe, Cu, Mg, K, Zn, Na, and Mn (Jahangir et al., 2009), which can be also expected in the by-products. Other categories of nutraceuticals extracted from the various by-products include triterpenes, carotenoids, glucosinolates, and many other compounds as observed in Table 8.2.
3.2. Major Processing Methods for the Preparation of Nutraceuticals
Processing operations applied to obtain various products vary with the required properties of the end-product, consumer demands and the regulations adopted for food safety in various parts of the world. The processing methods of nutraceutical production can be broadly categorized as (1) pretreatment or preparation of sample, (2) extraction, (3) purification, and (4) encapsulation depending on the target components, their purity, and final composition of the product required.
3.2.1. Pretreatment steps
Application of the by-products depends not only on their beneficial effects but also on the quality of the end-product, which is mainly decided by the treatment and unit operations applied for the processing. Some of the methods commonly applied include drying, milling (wet milling and dry milling), blanching, irradiation, and enzymatic digestion. Among different drying methods, freeze-drying has been observed as the best drying method as compared to many others, such as hot-air or vacuum drying, for the preservation of nutraceutical properties, especially antioxidants and phenols as observed in mango peel and kernel (Sogi et al., 2013). However, freeze-drying is an expensive method, hence low-temperature hot-air drying is industrially and commercially applied in many cases. To retain the beneficial properties of the by-products, extrusion is applied in certain cases where by-products are rich in dietary fiber and protein. This process can lead to major physiochemical changes, including changes in the water activity, protein denaturation, starch disintegration, and complex formation between the fat and amylose content. Extruded products can be applied as snack foods or breakfast cereals, which are shelf-stable product (Gupta et al., 2010).
Fractionation of dietary fibers into different components, such as cellulose, hemicellulose, and lignin is carried out to increase the quality of the developed product, as the relative quantity of specific fibre components affect the intensity of the physiological and physicochemical effects of dietary fibers (Elleuch et al., 2011). Other processing methods can also increase the extraction efficiency or availability of different components. Extrusion has been observed to increase the extraction efficiency of pectin from apple pomace (Hwang et al., 1998).
In the cases of many nutrient and nutraceutical rich agricultural by-products, utilization of the whole agricultural by-product is not practical, or a specific compound present in the by-product is more commercially accepted. Hence, extraction of bioactive compounds is the first step, which is followed by purification and encapsulation depending on the degree of purity, type of product, and end application.
3.2.2. Extraction
Solvent extraction is the most commonly applied method of extraction. Most common solvents applied include methanol, ethanol, hexane, ether, acetonitrile, benzene, and chloroform, a combination of these, or their combination with water, depending on the targeted compounds. Also different concentrations of acids and alkalis are applied to enhance the extraction of different compounds. Though, this is one of the most economical and basic methods of extraction, it has been described as a time consuming, sometimes tedious method where a high amount of solvent is consumed. The extraction efficiency depends on the properties of the targeted analyte and the properties of the biomatrix, nature of solvent, and its compatibility with compound and matrix, temperature conditions, and the extent of degradation of the matrix that contains the targeted compound during extraction. Solvent and the extraction process are primarily decided based on the nature of the target compound. Polar molecules (polar phenolics) are generally extracted by polar solvents, while nonpolar phenolics and fatty acids are efficiently extracted by nonpolar solvents such as hexane. Simultaneous extraction of polar and nonpolar compounds or extraction of compounds with moderate polarity molecules is carried out with a mixture of solvents (polar and nonpolar) in different proportions or solvents with moderate polarity found appropriate for the target compounds. Extraction efficiency is also affected by the extent of association of different constituents with other components and interaction and interassociation within the targeted components. In case of mango peel, a significant content of polyphenolics has been observed to be in the form of “bound phenolics” attached to dietary fibers, which was found to be higher in ripe peel than in raw peel (Ajila and Rao, 2013). In many cases, bioactive components were reported in higher concentrations in the by-products than in the pulp (Da Silva et al., 2014). However, in most cases the nature of part of a plant produce and processed food commodity consumed as food (which is generally extensively studied), is different from the physiochemical composition of the biomatrix of by-product. Hence, distinct studies are essential for concluding optimized extraction process with maximum amount of high quality extract as a function of the feedstock.
For the extraction of compounds from agricultural by-products., many solvents-based advanced procedures of extraction have been applied recently. Depending on the nature of the target compound and nature of solvents, applicability and efficiency of these advanced methods vary. The advantages and disadvantages of different advanced methods of extraction are summarized in Table 8.3. Application of ultrasonic and high temperature with/without high pressure (pressurized solvent extraction) has been observed to increase the degradation of the cellular structure of the agricultural by-products, thus increasing the penetration of solvent into the biological matrix and the movement of biomolecules out of the cellular structure (Gil-Chávez et al., 2013). Microwave-assisted extraction is another solvent-based extraction method that has been successfully applied for extraction of many nutraceuticals including phenolics, carotenoids, essential oils, and several nutraceutical compounds from various by-products (Amarni and Kadi, 2010; Ballard et al., 2010; Farhat et al., 2011; Hiranvarachat and Devahastin, 2014; Inoue et al., 2010; Terigar et al., 2011; Wakte et al., 2011; Wang et al., 2010; Wu et al., 2012; Xie et al., 2010; Yoshida et al., 2010). The nature of solvent, power level, time of extraction along with nature of biological matrix, solid to liquid ratio, and extraction cycles are some of the major factors affecting the efficiency of microwave extraction. Extraction with modern techniques including high hydrostatic pressure extraction, ultrasonic and pulsed electric fields have also led to 50% higher extraction of anthocyanins from grape by-products than observed in the control samples (Corrales et al., 2008).
Table 8.3
Various extraction methods applied for nutraceutical with respective benefits and drawbacks.
| Extraction Methods | Advantages | Drawbacks | References |
| Pressurized liquid extraction |
• Efficient as compared to solvent extraction
• Consumes less solvent
• Water and generally recognized as safe solvents can be efficiently applied
|
• Thermolabile compounds can be damaged due to high temperature
|
Gil-Chávez et al. (2013) |
| Subcritical water extraction |
• Water is under subcritical conditions
• Efficient method for both polar and nonpolar compounds
|
• Nature of the different target compounds might change due to the exposure to high temperature water
|
Gil-Chávez et al. (2013) |
| Super critical CO2extraction |
• CO2 is nontoxic, nonflammable, noncorrosive, cheap, recyclable
• Highly efficient
• Efficient for extraction of nonpolar compounds
• With addition of polar solvents, polar compounds can also be extracted
• Ideal for thermosensitive molecules
• Inactivates microorganism.
• Rancidity development is prevented, due to no oxygen contact
• Gives solvent free extracts
|
• Needs dry samples as water content of the samples can adversely affect the efficiency
• Is not efficient for the extraction of very polar compounds
|
Durante et al. (2012); Routray and Orsat (2012) |
| Pulsed electric field extraction |
• Effective nonthermal method of extraction
|
Azmir et al. (2013) | |
| Microwave extraction |
• Efficient method of extraction
• Less solvent consumption
• Less time consumption
• Better quality of extracts
|
• Further research required for pilot-scale production
|
Routray and Orsat (2012) |

Nonthermal extraction methods including pulsed electric field extraction and supercritical fluid extraction are being increasingly applied for retention of thermolabile components and a variety of flavor and taste compounds. Pulsed electric field has been applied extensively for microbial inactivation in various biological commodities and juice extraction, owing to its effect on increased permeabilization of microbial and cell membranes (Donsì et al., 2010). However, in the past decade, pulsed electric field has been increasingly applied as a pretreatment process before extraction or as a direct extraction method for nutraceuticals (mainly antioxidants), as observed in the case of extraction of anthocyanins in grape by-products (Corrales et al., 2008), and as a pretreatment process for the extraction of carotene from carrot pomace (Luengo et al., 2013; Roohinejad et al., 2014). In case of supercritical fluid extraction, the supercritical state of solvent is reached when both the temperature and pressure are raised above their critical value. CO2 is the most common solvent and this process has been more and more applied for extraction of targeted nonpolar analytes. For efficient extraction of Curcumin cyminum essential oils (Hu et al., 2010), rice bran oil (Balachandran et al., 2008), cherry antioxidant extracts (Duarte et al., 2008), tocopherols from olive by-products (Ibanez et al., 2000), fat from mango seed kernel (Jahurul et al., 2014a), lycopene, tocopherols, and sitosterols from tomato processing by-products (Nobre et al., 2009; Perretti et al., 2013; Vági et al., 2007), and cuticular wax from flax processing waste (Morrison et al., 2006), supercritical CO2 extraction technique has been recently applied. Supercritical CO2 extraction combined with ethanol was reported as a less efficient extraction method for grape by-product phenolics recovery, though it was a very successful technique for the “selective extraction of grape seed oil” without any adulteration (Fiori et al., 2009). These methods have been also applied for the extraction of other nutraceuticals including triterpenes and flavonoids (Li et al., 2010). Detailed reviews of these extraction methods have been reported by several researchers including Gil-Chávez et al. (2013), Mustafa and Turner (2011), Sharif et al. (2014), and Routray and Orsat (2012).
Enzymatic hydrolysis using various proteases is an efficient method widely applied for the extraction of both proteins and lipids from complex biomaterials such as fish by-products (Hathwar et al., 2011). Enzymatic extraction is the most common method applied in peptide research. Factors considered for peptide extraction include process time, degree of hydrolysis of proteins, enzyme-substrate interaction, and method of protein pretreatment applied preceding the hydrolysis. Thermal treatment and maintenance of optimum temperature for enzyme activity has been also observed to increase the efficiency of enzymatic extraction. Occasionally sonication and hydrostatic pressure treatments are also applied, which enhance the breakdown of cellular membranes and peptide bonds (Udenigwe and Aluko, 2012). Advanced selective methods of extraction such as affinity-based reverse micellar extraction and purification have been applied for selective extraction of the enzyme bromelain from pineapple (Kumar et al., 2011). Other extraction methods including microwave assisted extraction, microwave steam-diffusion method, and conventional hydro-distillation have also been widely used for extraction of essential oils from various sources including orange peel and mango flower (Farhat et al., 2011; Wang et al., 2010).
3.2.3. Separation/purification
Depending on the required purity level of the targeted compound in an extract, its bioactivity, biosorption, enhancement of its bioavailability and targeted application, separation and/or purification methods for different compounds are selected. The methods applied also depend on the physical and/or chemical properties of the targeted components. Liquid–liquid phase separation is a common method of separation applied for the fractionation of molecules. In this case, solubility of different compounds in various solvents and the corresponding pH are some of the factors affecting dissociation of constituents present in an extract. Enzymes such as bromelain have been observed to be purified by precipitation through solvent (ethanol) application (Soares et al., 2012). Many chromatographic methods are also applied for the separation of various nutraceutical components, which include paper chromatography, thin-layer chromatography, solid-phase extraction, high-performance liquid chromatography (HPLC), and gas chromatography (GC). Depending on the accessibility and applicability, some methods are more frequently applied for separation, detection, and analysis of certain categories of compounds than others. Among the different methods aforementioned, solid phase extraction and HPLC are two of the most extensively applied methods for the separation of phenolics, where polarity, absorptivity, and solubility are some of the most significantly affecting factors (Routray and Orsat, 2013). GC is a more frequently applied method for the analysis of fatty acids (Ichihara and Fukubayashi, 2010; Petrović et al., 2010), essential oils (Li et al., 2013; Shellie and Marriott, 2003), and other compounds soluble in fat; however, it is inappropriate for carotenoids (Feltl et al., 2005). For peptides, based on their size and the net charge and hydrophobicity of the targeted bioactive peptide, membrane ultrafiltration and size exclusion chromatography are applicable, to obtain low molecular weight peptides withstanding further in vivo proteolytic digestion. Other techniques that are used for fractionation and analysis of peptides include HPLC, chromatography using selective ion-exchange columns, and electrodialysis-ultrafiltration. A protein-rich fraction from the hydrolysates can also be obtained by passing through a column packed with activated carbon or by mixing with activated carbon. Supercritical fluid extraction is another effective method, which has been applied in the concentration of different fatty acids (Rubio-Rodríguez et al., 2010) and preparation of high purity extracts such as astaxanthin from shrimp wastes (Sánchez-Camargo et al., 2011) and other nutraceutical compounds.
3.2.4. Encapsulation
Efficient usage, bioavailability, and delivery of the purified bioactive compounds depend on the delivery mechanisms and properties of the delivery systems. Encapsulation provides the mechanism of efficient transfer of food ingredients, enzymes and various nutraceuticals through proper carriers. Depending on the targeted component, the properties of the carriers are decided. Some components are more compatible with one specific carrier rather than any other. The encapsulation stability governs the storability of the bioactive compounds and the release mechanism of the composite in the digestive tract following consumption. In the case of crystalline components such as resveratrol (phenolic compound), to avoid precipitation and sedimentation during storage, the concentration levels have to be lower than the saturation level (Davidov-Pardo and Mcclements, 2015). Encapsulation also helps in limiting undesirable flavor, as observed in the case of some unpalatable hydrolysates (Mendanha et al., 2009). When using multiple solvents, the intermiscibility of the solvents and the solubility of the target component within the solvent combination are very important factors. Emulsifying agents can also be added for increasing the miscibility of different components or fractions. Nanoemulsions and emulsions with radius more than 100 nm are the most common emulsion-based delivery systems, which have been observed to be thermodynamically unstable systems, could be designed to have enough kinetic energy for food and nutraceutical applications (Davidov-Pardo and Mcclements, 2015). In past decades, several studies have been conducted for the successful encapsulation of various valuable compounds extracted from by-products. Antioxidants extracted from grape pomace were successfully encapsulated within a lipid-based nano-delivery system (Sessa et al., 2013). Similarly, extracts prepared from olive oil by-products were also encapsulated and their stability was also studied (Chanioti et al., 2016). In a different study, pomegranate seed oil was encapsulated with maltodextrin/Tween 80 while phenolic compounds extracted from the peel were encapsulated with maltodextrin and whey protein isolate (Goula and Lazarides, 2015).
Detailed discussion about the unit operations involved in the use of encapsulation methods is beyond the scope of this chapter; however, the details of such methods have been discussed by various authors (Azmir et al., 2013; Bharti and Swetha, 2016; Fang and Bhandari, 2010; Feltl et al., 2005; Gibbs et al., 1999; Mustafa and Turner, 2011; Routray and Orsat, 2012; 2013; and Sahena et al., 2009).
4. Biopolymer-Based Products
Biopolymers include all the polymers produced from biological resources, comprising polysaccharides (starch and cellulose), proteins, fats, and nucleotides. Bioplastics are plastics derived from biobased polymers, which are expected to be naturally renewable and their uses should help reduce consumption of fossil fuels, pollution, and carbon footprint. In certain sectors including food packaging and agriculture, and for the production of certain commodities such as composting bags, use of biodegradable biobased polymers is necessary. Some of the most applied bioplastics include polylactic acid, polyhydroxybutyrate, soy-based plastics, cellulose polyesters, starch-based bioplastics, vegetable oil-based bioplastics, poly- (trimethylene terephthalate), and biopoly-ethylene (Pilla, 2011). However, due to the inferior properties of most bioplastics as compared to synthetic alternatives or counterparts, the use of bioplastics is still limited in most sectors. To improve the physical, chemical, and thermal properties of these components, different types of fillers are incorporated including inorganic fillers, natural fibers, and other categories of fillers (such as carbon nanotubes). These composite materials are known as biocomposites, which possess several generally unique and uncommon material properties. The applications development of biocomposites has expanded in the sectors of aerospace, automotive, building construction, marine, electronic components, and many other consumer products (Pilla, 2011).
The chemical composition and nature of bonding in the polymers prescribes the physical and thermal nature of the developed material and its applicability. Cost of production and availability of resources are primary factors deciding/guiding the production method of various biobased polymers. However, the properties that are required by the polymeric material destined for a specific application are the major factors deciding on the composition, as well as the processing technique to obtain the final bioplastic product. The application advantage of biopolymers, that is emphasized widely is its biodegradability. This particular attribute helps in reducing pollution and physical waste.
Some of the important material properties to be considered in the fabrication of biobased packaging material include its permeability to gas and vapor; resistance to chemicals, UV, and light; transparency; machinability; and other required mechanical properties, such as strength, hydrophobicity, and interfacial bonding (Pilla, 2011). In the case of biomedical applications, biopolymers applied should be biocompatible with the animal tissue. Some of the biopolymers applied in biomedical sector include PLA, chitin, chitosan, and cellulose. Hence, depending on the required chemical composition, available resources, required physical, chemical and thermal properties of end product, and machinability and ease of manufacture, the processing techniques are selected.
4.1. Processing Techniques to Manufacture Biopolymer-Based Products
Processing of bioplastics is generally similar to fossil fuel-based plastic, which involves mixing or compounding followed by shaping or modelling and finishing processes. The unit operations for obtaining functional bioplastics, biofibers or biocomposites are decided as a function of the chemical, physical, and thermal properties required. Mixing can be done through blenders, extruders, pulverizers, or mills, however extrusion is the most commonly applied method for mass and industrial production. Shaping can be done in molten, rubbery, or wet state and shaping methods can be broadly categorized as molding, forming (including methods as extrusion, calendaring, thermoforming, casting and rotomolding), and foaming (which can be conventional, microcellular, or nano-cellular foaming). Foaming is specifically applied for reduction of density, and in facilitating the production of cushioning and insulating properties (Pilla, 2011).
For extraction of the various required biopolymers from biomass, various techniques are applied. The common unit operations can be divided into (1) breaking down of the basic structure of the by-products to obtain the elementary molecular units, (2) processes involving reconstruction of basic structural molecular unit, and (3) application of unit operations for the building of complex bioplastic structures. Chemical, as well as enzymatic hydrolysis of the various by-products are widely applied for extraction of polysaccharides, oils, and proteins from the biomass structure. Chitin is a major polysaccharide extracted from the exoskeleton of a variety of arthropods (marine waste), which is further converted to chitosan as a building block in the production of polymeric films. The extraction of chitin can be either (1) only chemically assisted or (2) a combination of enzymatic and chemical processes. In the case of extraction of chitin from crustacean shells, deproteinization is followed by demineralization, washing, drying, and size reduction methods. Deproteinization and demineralization can both follow chemical extraction methods (Limam et al., 2013). However, the deproteinization method can be conducted using enzymes extracted from biological sources such as protease from Bacillus cereus SV1 (Manni et al., 2010), or by application of microorganisms to utilize their proteolytic activity for the effective deproteinization of crustacean shells as observed in the case of deproteinization of crab shells with the protease-producing Serratia marcescens FS-3 (Jo et al., 2008).
Studies are also concentrating on minimization of processing required for bioplastics production to save time, resources, and human effort along with the creation of new viable biobased products. A simple method was recently developed by Bayer et al. (2014) based on the digestion of cellulose-based by-products and wastes with trifluoroacetic acid for the direct conversion of vegetable and cereal processing waste (rice hulls, cocoa pod husks, and parsley and spinach stems) into applicable forms of bioplastics with exceptional thermo-physical properties and mechanical properties similar to the petroleum-based synthetic plastics. For this process, the biological waste sources were (1) washed only in the case of parsley and spinach stem; (2) dried overnight (to remove excess water); (3) digested in trifluoroacetic acid for a few days (4); centrifuged (to remove residues); (5) aged; and (6) the prepared viscous solutions were cast in petri dishes to form free-standing films or spin-coated onto microscope glass slides; and finally (7) the acid was evaporated through storage under a fume-hood (Bayer et al., 2014). Similar methods should be further exploited and researchers should further explore other available food by-products that can be converted into applicable biobased polymers with minimum processing steps.
In case of bioplastics/biopolymers produced by microorganisms, some of the major steps include (1) the selection of appropriate strains of microorganisms, (2) selection of proper growth media, (3) study of the physiochemical aspects of the fermentation process enhancing the accumulation of the target biopolymer by the microorganism, (4) determination of stress factors enhancing the accumulation of the polymer, and (5) product recovery. Product recovery can be done through solvent extraction and/or enzymatic extraction followed by or combined with other unit operations such as centrifugation and filtration. Many biopolymers produced through microbial fermentation are gaining interest because of their strong biodegradability; however, the major challenges for their commercial scale up include availability of cheap substrates, development of economical process, and profitable products (Bharti and Swetha, 2016). Genetic engineering has promoted the enhanced production and accumulation of biopolymers including polyhydroxyalkanoates through modification and enhanced performance of native microbial pathways and also transfer of pathways to nonnative microbial producers (Bohmert-Tatarev et al., 2011).
4.2. Different Biopolymers and Their Sources
4.2.1. Biofibers and polysaccharides
Hemp, kenaf, and wood, among other plant materials, are potential sources of biofibers, which can be applied on their own or combined with bioplastics as a green composite substituting equally functional synthetic material. Sugarcane processing waste, bamboo, banana, date palm, pineapple, flax, and nettle are currently applied sources of fiber. The tensile strength of plant sourced fibers is comparable to that of fiber glass, which encourages the application of biofibers in green composite materials (Jagadeesh et al., 2015). According to a new philosophy suggested by Mathijsen (2016b), natural fibers can be utilized for reinforcing recycled thermoplastics.
Cellulose, starch, and chitin are some of the commonly applied polysaccharide biopolymers for the production of bioplastics and biocomposites. Cellulose is also applied for reinforcing various thermoplastics, which provides unique technical properties to the resulting biocomposites (Mathijsen, 2016a). Cellulose is the main building block of plants; hence it accounts as the most abundant biopolymer found in nature. The straight chain conformation of this polymer with its crystalline unbranched structure makes it perfect for the manufacture of strong fibers. Thermo-forming and dissolution cannot be applied in the case of cellulose for breaking the extensive intermolecular hydrogen bonding network, which also restricts the preparation of pure cellulose bioplastics. Hence, in many cases the cellulose is applied as cellulose derivatives including cellulose esters or ethers. However, recently cellulose-based bioplastics were prepared from various vegetable and cereal wastes with the direct application of trifluoroacetic acid, which exhibited diverse tunable thermo-mechanical properties varying with different biosources. These biopolymers were biodegradable and exhibited similar properties as synthetic polymers. Development of these biopolymers overcame different prohibiting factors in biomass use and made cellulose relatively more available to enzymatic actions (Bayer et al., 2014). In a different case, cellulosic waste from agave bagasse was employed for the production of polyhydroxyalkanoate. The major part of the plant cell wall (cellulose) was broken down by Saccharophagus degradans, which also utilized this degraded plant by-product as the source of carbon for polyhydroxyalkanoate accumulation (Munoz et al., 2008). However, further studies are required in this area for future large-scale application.
4.2.2. Proteins
One of the most commonly applied proteins for polymeric capsules and gelled coatings is gelatin, which is a hydrolyzed form of collagen extracted from various animal sources including skin, bones, and the connective tissues of animals. Some of the other proteins that are applied for preparing bioplastics include corn zein, wheat gluten, soy protein, milk proteins, myofibrillar protein (Hernandez-Izquierdo and Krochta, 2008), rice protein (Félix et al., 2016), and cotton seed protein (Yue et al., 2012). However, to improve the processibility and obtain the targeted properties in the final product, plasticizers are added, which can be either internal or external plasticizers (Hernandez-Izquierdo and Krochta, 2008). Other components such as fatty acids are also added to the protein biopolymers to improve hydrophobicity; however, they also affect the mechanical properties, which depend on the chemical nature of the fatty acids and the nature of bonding (Du et al., 2016). Compression molding and extrusion are the most commonly applied processing methods for protein-based thermoplastic preparation (Hernandez-Izquierdo and Krochta, 2008). Most plant-based sources of protein-derived thermoplastics are edible sources of protein. However, one of the waste resources, rich in protein, which is still massively unexplored is marine food processing waste, which might lead to the production of a variety of protein-based bioplastics with diverse and useful properties.
4.2.3. Oils
The food industry also produces a significant amount of waste oil, which is disposed of in either landfills or into water resources in many countries, thus decreasing the oxygen availability to aquatic flora and fauna with its high biological oxygen demand. From an environmental perspective, the use/exploitation of oil-degrading microorganisms, with their substantial capability for biopolymeric accumulation, could reduce water pollution and contribute to diversifying biopolymeric production. During a study, Song et al. (2008) observed that Pseudomonas sp. strain DR2 isolated from rice fields with enrichment cultivation, produced polyhydroxyalkanoate from waste vegetable oil. Higher amounts of polyhydroxybutyrate were also accumulated by Cupriavidus necator where substrate provided was waste frying rapeseed oil, as compared to pure oil and heated oil (Verlinden et al., 2011). However, further investigation in this case is required for the potential commercial large-scale application of this concept.
4.2.4. Microbial resources and waste
Biopolymers are naturally found in nature; they can be produced through a variety of processes and they can also be derived from microorganisms using various media with adequate nutrients, growth, and fermentation conditions (pH, temperature, and physical conditions) required for maximum accumulation by the microorganisms. One of the major groups of bioplastics produced from microbial resources are the polyhydroxyalkanoates (PHA), which have been widely studied. Polyhydroxybutyrate is a biodegradable bioplastic produced by a wide range of microorganisms including mainly Alcaligenes eutrophus, Bacillus megaterium, Methylobacterium rhodesianum, M. extorquen, Pseudomonas putida, and Sphaerotilus natans (Bharti and Swetha, 2016).
Polyhydroxyalkanoate shows thermal properties similar to the plastics derived from petroleum sources, and the manufacture of PHA has been reported as an expensive procedure. PHA can be employed for the making of everyday articles, such as bottles, medical products including sutures, and slow-release formulations and mulch films (Accinelli and Abbas, 2011). One of the strategies to cheaply produce PHA suggests the use of pure cultures on waste as the feedstock instead of the well-defined substrates as the feedstock, which can account for 30%–50% of the total production costs. During a study in Saudi Arabia, growth of B. megaterium isolated from sludge was optimized and accumulation of poly (3-hydroxybutyrate) was intensified in the medium with 5% (w/v) date syrup or beet molasses supplemented with NH4Cl (Omar et al., 2001). Aburas (2016) also reported on the production of PHB from cheap sources including corn steep, molasses, chitin, whey, and starch, by P. putida MAO12 isolated from waste water. In a different case, polyhydroxyalkanoate was also produced from the effluents of palm oil mill. Organic acids were obtained through acidogenic fermentation of the effluent, which were further employed as substrate for the accumulation of PHA by Comamonas sp. EB 172 (Mumtaz et al., 2010). There are several other cases where the waste was used as a nitrogen source for various microorganisms to produce different types of polyhydroxyalkanoate as summarized in Table 8.4.
Table 8.4
Various biopolymers with respective source of nutrient (type of waste) and the source of microorganisms.
| Biopolymers | Microorganisms | Type of Wastes | References |
| PHB | Bacillus cereus strain | Pea shell slurry/casein hydrolysate | Kumar et al. (2009) |
| PHB | C nectar DSM 545 | Waste glycerol/(NH4)2SO4 | Cavalheiro et al. (2009) |
| PHB | Ralstonia eutropha NCIMB 11599 | Saccharified waste potato starch | Haas et al. (2008) |
| PHB | Bacillus sp. | Molasses/peach pulp | Kivanç et al. (2008) |
| PHBV | Activated sludge | Malt waste/soya waste | Wang et al. (2007) |
| PHBV | Osmophillic organism | Hydrolyzed whey | Koller et al. (2005) |
| PHB | Bacillus megaterium | Date syrup/beet molasses | Omar et al. (2001) |
| PHB | Activated sludge | Malt waste | Yu et al. (1999) |
| PHBV | R eutrophus TF 93 | Fermented organic waste | Ganzeveld et al. (1999) |
| PHB | Recombinant Escherichia coli | Whey | Wong and Lee (1998) |
| PHBV | Activated sludge | Fermented paper mill wastewater | Bengtsson et al. (2008) |
| PHB | Activated sludge | Raw rice grain-based distillery spentwash | Khardenavis et al. (2007) |
| PHB | Sphingopyxis chilensis S37 |
Kraft cellulose mill effluent |
Tobella et al. (2005) |
| PHA | Pseudomonas putida KT2442 harboring the plasmid pSK2665 |
Olive oil wastewater (Alpachen) |
Ribera et al. (2001) |
| PHB | Actinobacillus sp. El-9 | Alcoholic distillery wastewater |
Son et al. (1996) |
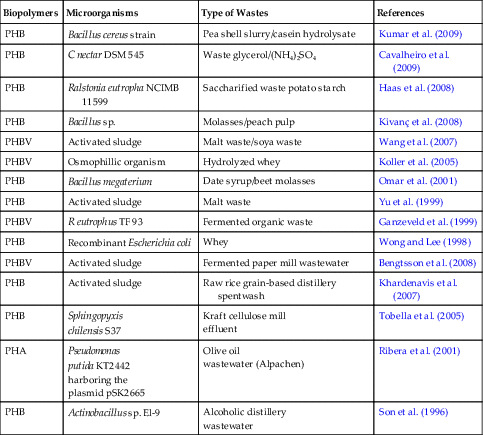
Source: From Mumtaz, T., Yahaya, N.A., Abd-Aziz, S., Yee, P.L., Shirai, Y., Hassan, M.A., 2010. Turning waste to wealth-biodegradable plastics polyhydroxyalkanoates from palm oil mill effluent: a Malaysian perspective. J. Clean. Prod. 18, 1393–1402.
PHA, Polyhydroxyalkanoate, PHB, polyhydroxybutyrate; PHBV: poly(3-hydroxybutyrate-co-3-hydroxyvalerate).
In another study, jack fruit seeds were simultaneously saccharified and fermented with an amylolytic lactic acid bacterium Streptococcus equinus, from which pure lactic acid was separated. Polylactic acid was synthesized from this pure lactic acid by applying direct condensation polymerization (Nair et al., 2016).
5. Biorefinery
By-products are generally rich sources of many components, hence the extraction method developed should be able to extract maximum components with least negative effect on the various constituents. Depending on the industrial process that produces the waste, the extraction yields of valuable compounds contained in the by-products will vary. Some processing steps can lead to deterioration of valuable components in the by-products, making them unsuitable for further economical and practical application. However, planned biorefinery concepts and processing steps can be introduced to govern the success of the sequential extraction of constituents, the development of further derived products, and their application.
In the case of traditional apple juice extraction, the process involves rapid maceration within a screw-press, which leads to bulk amounts of apple pomace produced that are suitable for both pectin and polyphenolic extraction. Application of proteolytic and pectolytic enzymes leads to increased breakdown of the cell walls leading to increased release of polyphenolic compounds as observed in the case of black currant processing (Landbo and Meyer, 2001). Application of pectolytic and cellulolytic enzymes also led to the extraction of oligosaccharides and polysaccharides from fruit pomace cell wall. The yield of phenolic compounds obtained from apple pomace through employment of pectolytic and cellulolytic enzymes were much higher than in the case of processing applying only pectolytic enzymes (Will et al., 2000). However, in certain parts of the world such as in the European Union, the application of cellulolytic enzymes is prohibited and elevated levels of some phenolic compounds can also lead to unwanted flavor development. Also increased application of these enzymes partly depolymerizes the polysaccharides, making the by-product unsuitable for further extraction of pectin (Dongowski and Sembries, 2001; Schols et al., 1991). An extraction method for the efficient combined recovery of pectin and phenolic compounds from apple pomace was developed by extraction with diluted mineral acid and adsorption of phenolic components on a hydrophobic styrene–divinylbenzene copolymer (Schieber et al., 2003). Similar attempts for sequential recovery of other beneficial components from common food industry by-products should be developed.
Biodiesel can be produced from bioresources with high oil content, however detail in this regard is out of the scope of this chapter. Research projects are concentrating on utilization of plant biomaterial and development of processing technologies concurrently leading to bioplastics and biodiesel extraction, where either of the components are the by-products or waste of the manufacture of the other. Plants with seeds rich in oil, along with augmented capability of bioplastic biopolymer accumulation, can lead to the efficient and cheaper production of both. Another aspect which has attracted the scientific community’s attention is the development of biopolymers and biocomposites, which can be also converted to other valuable compounds or polymers. This will encourage the production of these biopolymers and will also help in situations of overproduction, by preventing waste and pollution. In past years, scientists and environmentalists have increased state of art research for enhancing the mechanical properties of polyhydroxyalkanoates. Many PHAs can be converted to other chemical intermediates through simple processing methods. Through a simple thermal procedure, Zhong et al. (2005) derived acrylic acid from poly-3-hydroxypropionic acid (Bohmert-Tatarev et al., 2011). Similar applications can be developed for other components.
6. Conclusions
Plant by-products and food industry waste are rich in many beneficial or useful components. In the past few decades, state of the art scientific research has led to the identification and quantification of many nutraceuticals and biobased chemicals driving a still-evolving market. Increased health awareness along with environmental consciousness has further augmented the scientific interest in this area. Biopolymers are becoming increasingly popular, attributed to their biodegradability and renewable nature. However, to develop profitable applications of biopolymers and biocomposites, research is increasingly focussing on the utilization of waste and plant and food industry by-products as the primary feedstock. Biorefineries combining the profitable extraction and manufacture of various nutraceuticals and biopolymers are also increasingly becoming the focus of interest of the current scientific community, which will not only decrease the pollution but also create new sources of income.
Abbreviations
ACE Angiotensin-converting Enzyme
GC Gas chromatography
HPLC High-performance liquid chromatography
LDL Low-density lipoprotein
PHA Polyhydroxyalkanoate
PHB Polyhydroxybutyrate
PHBV Poly(3-hydroxybutyrate-co-3-hydroxyvalerate)
PLA Polylactic acid
PUFA Polyunsaturated fatty acid
UV Ultraviolet