PLATE 5
A perspective view of a Scutch Mill, with the Method of Breaking the Flax with groved Rollers, and Scutching it with Blades fixt on a shaft, both turn’d by the main Wheel. Great Improvements in the Method of Breaking and Scutching of Flax …
WILLIAM HINCKS 1783
ASUPERB INTRODUCTION to the industry as it evolved in the late eighteenth century is provided in the twelve engravings published by William Hincks in 1783 to illustrate the several stages in the preparation of linen from sowing the flax crop to the sale of the bleached cloth.2 Hincks portrayed not only contemporary methods but also some of the earlier skills that they had displaced.
PLATE 1
‘Taken near Scarva in the County of Downe, representing Ploughing, Sowing the Flax Seed and Harrowing …’
Because flax needs strong well-prepared ground it was usually grown after a potato crop which opened up the soil and cleansed the land of weeds, especially redshank, charlock and scutch grass. The land might require up to four ploughings and then harrowing to render it fine enough for the young shoots. The seed was sown broadcast in mid-April. Much of the seed was imported. It came in hogsheads (large barrels) from Holland and the Baltic countries but at the time of this picture much of it was being imported from New York and Connecticut. (See page 1)
PLATE 2
‘Taken near Hillsborough in the County of Down, representing pulling the Flax when grown, Stooking or putting it up to dry, Ripling or saving the Seed, and Boging or Burying it in Water …’
After about three months the flax was about three feet high and ready for pulling. It had to be pulled rather than cut because the fibre went down into the roots.
If the seed was to be saved for the next crop, the flax would be left for another fortnight or so to mature: this would produce a coarser yarn from the flax. During years when foreign seed was scarce, farmers were encouraged to save seed but in years of plenty foreign seed was preferred. The seeds were removed by drawing it through a ripple resembling a huge metal comb.
Flax had to be retted (soaked in water) for about ten to fourteen days so that the woody core could be softened and removed. (See page 7)
PLATE 3
‘Taken in the County of Louth representing taking the Flax out of the Bog when it has laid a sufficient time to separate the Rind, (which is the Flax) from the Stem, and strengthen it, spreading it to dry, stoving, beetling, and breaking it …’
After the flax was removed from the ‘lint dam’ it had to be dried. Because in Ireland drying in the open was difficult in damp weather, flax was often dried over a hot kiln. There was a risk that too much heat would harden the gum that had previously bound the fibre and the woody stem, thus making the flax difficult to scutch (separate the fibre from the stem). Once dried, the ‘beets’ or sheaves of flax were beaten by a long mallet or put through a flax breaker to fragment the woody stem in preparation for scutching. (See page 23)
PLATE 4
‘The common method of Beetling, Scutching and hackling the Flax …’
After the flax straw was pounded with a beetle, women scutched it with a long wooden blade over a scutching block to strike off most of the ‘shous’, or woody stem. The fibre was then drawn through a series of blocks containing different sizes of hackle pins in order to remove remaining pieces of straw as well as ‘tow’ (short fibres), and to comb out the long fibres for the spinner. Shows was burned on domestic fires and its acrid smell was said to identify the neighbourhood of a scutch mill. (See page 38)
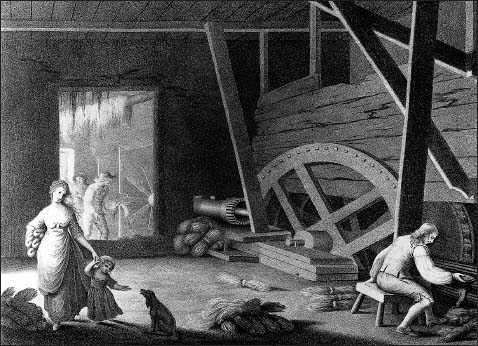
PLATE 5
‘A perspective view of a Scutch Mill, with the Method of Breaking the Flax with groved Rollers, and Scutching it with Blades fixt on a shaft, both turn’d by the main Wheel. Great Improvements in the Method of Breaking and Scutching of Flax …’
Although the scutch mill was invented in Scotland and introduced into Ireland about 1725, it was not popular: the Irish model appeared about 1760. Water power was used to turn the scutching blades to imitate hand scutching over the stock (as in Plate 4). Scutching was carried out in the autumn after the flax was retted so that the scutched flax could be sold by November, when rents were due. When scutching was in full swing the air in the mills was full of dust called ‘pouce’, which workers inhaled into their lungs. (See page 49)
PLATE 6
‘Taken on the spot in the County of Downe, Representing Spinning, reeling with the Clock reel, and Boiling the yarn …’
Throughout the eighteenth century the spinning of yarn was done by women in their cottages. Spinning was done on the Dutch wheel, kept in motion by a treadle. By two separate cords the wheel turned both the bobbin on which the spun yarn collected and the flyer which spins and distributes that yarn along the bobbin. A flax wheel is distinguishable from those used to spin other fibres by its rock or distaff on which the lint hangs for the spinner’s convenience.
The bobbins of yarn were then passed to another woman for winding on the clock (or click) reel. One hundred and twenty revolutions of the wheel wound three hundred yards of yarn equal to one cutt; twelve cutts made a hank and four hanks a spangle. These standards were imposed and enforced by the Linen Board. When the hank was wound it was taken off the reel by twisting a movable head on one of the arms. The yarn was then boiled in a pot on the fire and dried. Then it was ready for weaving. Yarn was graded according to the number of hanks that would weigh one pound: sixteen hank yarn, for example, would weigh one sixteenth of a pound or one ounce per hank. (See page 58)
PLATE 7
‘Winding, Warping, with a new improved Warping Mill, and Weaving …’
The weaver needed both warp yarn and weft yarn. The warp yarn had to be strong enough to stand the tension of the loom for it stretched from the warp beam at the back of the loom forward to the cloth beam. On this new type of warping mill, or machine, the warp yarn was wound off a rack of bobbins on to the warp frame by employing a pulley.
In the background the boy had hung cutts of yarn on a swift and was busy winding pirns (bobbins of weft to fit into the shuttle) on a pirn winder which bears a superficial resemblance to a spinningwheel.
The loom is a simple treadle loom for weaving plain cloth. The weaver is using the traditional curved shuttle because the flying-shuttle, already in use in cotton and woollen weaving, was not adapted for linenweaving in Ireland until the turn of the century. This delay is surprising because the weaver with the hand-shuttle could not sit while he was weaving but had to crouch over the web so that he could ‘pitch each shot of weft across the loom’. Yet many experienced weavers were loath to use the flying shuttle. (See page 86)
PLATE 8
‘The brown Linen market at Banbridge in the County of Downe, the weavers holding up their pieces of Linen to View, the Bleachers elevated on Forms examining its Quality’
The weavers brought their webs to the weekly ‘brown linen’ markets where dealers known as linendrapers purchased them for bleaching and finishing. In the street these drapers agreed a price with individual weavers and later under cover measured the webs and paid for them. Although webs were checked for quality before sale and then stamped by seal-masters appointed by the Linen Board, there were continual complaints about dishonest practices.
Banbridge was one of the new towns that had arisen on the prosperity of the linen industry. At the beginning of the century it had been no more than a cluster of houses around a wooden bridge over the River Bann. A stone bridge was built in 1712 to carry the main road from Dublin to Belfast. The settlement grew rapidly in importance because of the bleach-greens in the district. Under a patent of 1726 Solomon White secured for the village of Ballyvally a weekly market and four threeday fairs each year. These linen fairs attracted merchants even from England to buy bleached linens. In 1750 the settlement was acquired by the Hill family of Hillsborough (later the Downshires) who laid it out in its present pattern and built the market-house. In 1766 a new patent for Banbridge took over the rights of the Ballyvally market and fairs.
Brown linen markets declined during the first half of the nineteenth century with the putting out of fine yarns to the weavers from the spinning mills. (See page 105)
PLATE 9
‘A complete Perspective View of all the machinery of a Bleach Mill, upon the Newest and Most approved Constructions, Consisting of the Wash Mill, Rubbing Boards moved by a Crank, and Beetling Engine for Glazing the Cloth, with a View of the Boiling House’
In the early years of the eighteenth century the Dutch method of bleaching required up to five months to produce white cloth. All the work was done by hand and the bleaching materials were potash (obtained from wood ashes) for the alkali ley (bleaching liquid) and buttermilk or bran sour for the acids to neutralise them. Much time was spent then in boiling the pieces over great turf fires and then rinsing them in clear cold water. The annual output of the largest bleach-greens would not have exceeded one thousand pieces.
In the 1730s bleachers began to adapt the heavy wooden machinery of the local ‘tuck’ mills (for finishing woollens) to prepare their linen cloth: although the Linen Board was anything but enthusiastic, wash mills and rubbing boards came into general use. The beetling engine for finishing off the quality linens with a glaze appeared about the same time. All this machinery has survived in use into the twenty-first century. (See Appendix 2)
More important even than machinery in increasing the output of the bleachgreens was the chemical revolution that greatly reduced the time required for bleaching. For neutralising the alkalis based on potash, dilute sulphuric acid (known then as ‘oil of vitriol’) replaced buttermilk in the 1760s and by the close of the century a new bleaching liquor derived from chlorine reduced the time required for souring from several weeks to a single day. By the end of the century some greens could turn over ten thousand pieces each year, and this output continued to increase. (See page 116)
PLATE 10
‘Perspective View of a Bleach Green taken in the County of Downe, Shewing the methods of Wet and Dry Bleaching, and the outside View of a Bleach Mill on the most approved Construction …’
Until the end of the eighteenth century bleaching was restricted to the period from March to October. Because bleachgreens operated in the summertime only, their owners had to acquire reliable and inexhaustible supplies of water. The consequence was that the major greens were soon to be found along the banks of those rivers that continued to provide a good flow of water in summertime. When this linen was watered regularly as it lay on the green, the process was termed ‘wet bleaching’. It was considered superior to ‘dry bleaching’ by the Cootehill method.
The number of bleachgreens reached a maximum of 357 in 1787, but after this the number fell rapidly as bleaching methods continued to improve. By the 1850s there were only forty coping with many times the quantity of cloth finished in an eighteenth-century green. (See page 127)
PLATE 11
‘Perspective View of a Lapping room, with the Measuring, Crisping or Folding the Cloth in Lengths, picking the laps or lengths, tying in the Clips, acting by the mechanic power of the Laver [sic] to press the Cloth round and firm, and Sealing it preparatory to its going to the Linen hall …’
Throughout the first half of the eighteenth century the most important men in the linen trade were the linendrapers or merchants who purchased brown linens from the weavers in the markets and had them bleached on commission before taking them to Dublin to sell in the White Linen Hall. By the time of this engraving, however, the bleachers were beginning to displace the drapers: some drapers took up bleaching as well while many bleachers employed their own buyers in the brown linen markets. They invested the profits of their bleachgreens in linen that they exported direct to London and Chester rather than through Dublin. It was estimated that more than two-thirds of all the linen woven in Ireland was exported and that ninety per cent of all exports in the eighteenth century went to Britain. The success of the bleachers in gaining control over the trade was responsible for much of its future success. As buyers of the linen the bleachers were able to reward the best weavers and attack malpractices; they benefited directly from the improvements they introduced in bleaching methods; and they were able to respond to changing market demands. In the long term it was the bleachers who organised the response of the industry to the challenge of new technology. (See page 132)
PLATE 12
‘Perspective View of the Linen Hall in Dublin, with the Boxes and Bales of Linen ready for Exportation, the Emblems of their Industry …’
The White Linen Hall had been built in 1728 by the Linen Board with the assistance of the Dublin government to accommodate those linen merchants and factors who dealt in the finished linens. Administered by the Board, it was ‘a plain brick building, consisting of six large courts, surrounded by stores, which communicate below by piazzas and above by galleries, and a yarn hall. The Linen Hall contains five hundred and fifty-seven rooms, an elegant coffee-room, and a board room for the trustees …’ Because Dublin finance and commerce was essential to the subsequent development of the industry, the Linen Hall had been frequented by Northerners to such an extent that three neighbouring streets were named after Ulster towns: Lisburn, Lurgan and Coleraine.
In 1782, the year before this view was drawn, a violent argument broke out between the Northerners and the Linen Board over the regulation of the trade. The result was that the Northerners resolved to build a white linen hall in Ulster. Since they could not agree on a site, white linen halls were erected in both Belfast and Newry, resembling that in Dublin. This turn of events, however, was not unexpected since the percentage of finished linen shipped direct to England from both Belfast and Newry had been increasing steadily since at least 1750. The Dublin hall continued to operate as the headquarters of the Linen Board until its dissolution in 1828. (See page 157)
1 First published in an illustrated brochure, The Irish Linen Industry, prepared for the ‘Our Linen Industry’ exhibition in the Ulster Folk and Transport Museum, 1987.
2 W.G. Strickland, Dictionary of Irish Artists (Dublin and London, 1913), vol. 1, 485–7.