5
Industrial Uses
Much like the consumer scenario, 3D printing in industry is technically feasible in many more settings than it is currently deployed in: the barriers to adoption often result from organizational issues, process workflows, difficulties in cost estimation, and the like. That is, the challenges now more often lie in business issues than in technical ones. Furthermore, the talent shortage represents a major constraint, but there is some “chicken-and-egg” going on: some young engineers are hesitant to commit to learning additive technologies because they are still outside the mainstream, and because they are not widely taught. Large corporations may hesitate to embrace 3D printing because the costs are still high and somewhat unpredictable, and because the necessary skills are scarce.
3D Printing across the Product Life Cycle
Any discussion of industrial 3D printing must address the many roles it can play in a factory or engineering facility. One way to do this is to look at a product life cycle view.
Creation
As its roots in prototyping proved, 3D printing allows designers, potential customers, and manufacturing engineers to turn a life-size model over in their hands, test its fit with adjoining structures and components, and assess its aesthetic and functional potential. CAD drawings are much more difficult to assess (though VR goggles help in this regard), and the speed advantage of getting a mockup in hours rather than months, in some cases, changes the design process dramatically by tightening feedback loops, expanding the number of people who can assess an idea, and getting input from manufacturing and possibly even service technicians early on.
Presentation models are integral to architecture, urban planning, and related fields. In addition, large-scale engineering projects such as rail systems, aircraft, and ships have a long history of scale models, many of which now reside in museum collections. Given the high precision, short production run, and potential need for adjustments to be made after discussions or public meetings, 3D printing is ideally suited for these applications. Multi-material printing allows transparent walls for showing internal details. Medical and surgical models perform a different function, but once again, the combination of intricate detail, fast turnaround time, multiple materials including transparent ones, and body-friendly materials fits the market well. These models improve surgical planning, create accurate drill guides for dentists, and contribute other necessary but often overlooked pieces of the treatment plan.
Hollywood movies that rely on special effects, futuristic worlds, and expensive car crashes are all using 3D printing. An early success story came in 2012 when the iconic Aston Martin DB5 from the early James Bond films was used in Skyfall. Given the multimillion-pound prices now attached to collector cars, whose owners do not want them driven in action scenes, the prop makers at Propshop Modelmakers enlisted voxeljet from Germany to build not models, but model parts: eighteen plastic parts per car were formed for three 1:3 scale cars, assembled onto steel frames, then painted, polished, and chromed by the model-makers to a perfectionist degree. Moviegoers had no hint they were not seeing life-size steel and rubber explode on the screen. One of the remaining two cars not blown up in filming sold at auction for nearly $100,000.1
Production
In the production process, 3D printing can play many roles. In many cases, tooling for mass production is a limiting factor in launching a new product or component, and 3D printing (whether in steel, wax, sand, silicone, or other materials) is ideally suited to make small quantities of highly precise jigs, molds, guides, and other things that make things.
As we saw in chapter 1, 3D printing can make positive models (patterns) that are encased in sand, or the printer can make the molds or tooling inserts directly. In the latter case, production steps are removed, saving both time (and thus schedule complexity) and money. It can be used for wax (investment casting), silicone, sand, and metal inserts/molds. One major advantage is the ability to include internal cooling channels to maintain the temperature of the insert or other production tooling. In one instance, those channels helped reduce cycle time from thirty-five to sixteen seconds per injection mold, a 54 percent improvement.2 Jewelers are also learning the molding technology, making their designs more repeatable, faster to produce, and impossible to distinguish from other casting methods. As long ago as 2007, an estimated two million jewelry patterns were 3D printed, resulting in more than $500 million of final product.3
More intuitively, 3D printing is being used in the production of metal and plastic parts. These are common in aerospace: Airbus has announced that it would print thirty tons of metal parts each month in 2018.4 Medicine is another industry with high adoption, for both custom implants (in the head area, for instance) as well as standard parts such as hip-socket cups. Fashion and apparel are being led by footwear, though eyeglasses are also an area of intense interest. In Formula 1 racing cars, additive methods shrunk lead time from more than six weeks to six days—and as a bonus the 3D printed parts weighed less.5 Regardless of the industry, the benefits and challenges will be discussed in more detail below.
Repair
Laser manufacturing has been used for roughly twenty years to help rebuild complex, expensive metal parts. One example is a polished drive shaft that has tight tolerances. Routine use eventually takes the diameter below the acceptable minimum, but other aspects of the part perform well. In repair, additive techniques (often directed energy deposition, which does not require a flat build plate or vacuum chamber) build the diameter up beyond the highest acceptable level with a metal of proper hardness and other characteristics, and it is then machined down to spec. A second category of repairs is made possible by reverse-engineering a part whose manufacturer no longer exists, or that predates CAD. 3D scanning of the original part can generate a printer file for the production of a replacement in an extremely rapid turnaround, especially compared to recreating the original tooling and manufacturing methods for a part that could be many decades old.
Spare Parts
In a mass-production model, spare parts must come out of long production runs and then be warehoused; forecasting demand for spares is notoriously difficult, so carrying costs for manufacturers of complex machines can be high given high inventory levels for products that may never be sold. In theory, once additive methods are validated for strength and quality, printing one spare at a time will become more feasible. In addition, the printing may happen at or near the point of use rather than at the point of original manufacture.
Constraints
Before additive manufacturing can become mainstream, several challenges must be addressed. Among them are the following:
Talent
Because it combines computer science, metallurgy, thermodynamics, and other technical disciplines, 3D printing requires a skill set that is currently in short supply. One promising development is that centers of excellence are emerging all over the globe: HP’s 3D printing efforts are centered in Barcelona (where 1,700 employees come from more than sixty nations). GE has centers of expertise in Ohio and Pennsylvania, a manufacturing facility in Alabama, and an innovative manufacturing experiment in India. Leading hubs for bioprinting innovation are in Japan, San Diego, and Winston-Salem, North Carolina. Carbon3D (now Carbon) was launched out of the University of North Carolina. Several innovative business models, including 3D Hubs, originated in the Netherlands. The global aspect of 3D printing will likely contribute to a new generation of designers, technicians, and engineers to support future growth.
Certification
In aerospace especially, parts that find their way into use must be rigorously certified: a bolt used on a plane and on a land vehicle may be physically identical, but the aerospace-certified one costs substantially more, in part because of the extensive information requirements that it must meet. 3D printed parts are a good fit for aerospace because of their need for high precision, light weight, and complex shapes, but until additively produced parts can be tested and found to be as strong and reliable as castings or other conventionally produced components, metal parts remain primarily in the experimental stage; polymer parts, such as carrier-specific interior details, are often produced with additive manufacturing at Airbus and Boeing. Biopharma and other medical fields have similar requirements: artificial hips or knees could, in theory, be custom-made from CT or MRI scan models, but the US FDA lags behind its Chinese counterpart, which approved certain 3D-printed hip replacement parts in 2015.6 Noncustomized hip sockets (acetabular cups), however, have been 3D printed in the United States for some time.
Build Size
For both plastic and metal 3D printing, the size of the build chamber is a limitation. Airplane parts, automobile components, and architectural elements often exceed the available dimensions (roughly a one-foot cube) of even very expensive and powerful machines. Industrial robots are being used to position print heads within much larger build envelopes, as at M3XD in Amsterdam: the firm is printing a stainless-steel pedestrian bridge. Cincinnati, a custom machine-tool manufacturer, is commercializing BAAM (Big Area Additive Manufacturing), a technique that began as a multiparty collaboration including Oak Ridge National Labs. The firm teamed with Local Motors and other partners to 3D print a car at a trade show in 2014. In the near future, GE will commercialize a one-meter cubic build volume for laser powder that was in development as of mid-2018.
Inspection
Metal or plastic that is built up layer by layer will generally fail differently than a piece that is molded or milled down from a solid piece. Both theoretical research and engineering trials are ongoing to understand more about these failure modes, which depend heavily on the orientation of the build (which in turn can be constrained by the build chamber dimensions). Furthermore, voids and other quality defects (often arising from glitches in temperature control over the duration of the build) may be difficult to discern. In some cases, pieces are run through a CT scanner or other X-ray machine, but some of the testing techniques that help maintain quality in traditionally formed parts do not carry over. In one research paper, it was reported that the CT scan revealed the presence of debris from post-processing in internal hydraulic channels. Those shavings could have caused catastrophic failure in associated equipment had the fitting been subjected to typical hydraulic fluid volumes and pressures.7 Introducing these new test instruments and processes into traditional manufacturing increases cost, complexity, and hesitation to commit to additive manufacturing.
Time
Measuring the speed of 3D printing relative to conventional techniques is complex, because the time to tool up to produce a single injection molded plastic piece, for example, often becomes irrelevant given that the production run could be in the hundreds or thousands. In other cases, the time between design and prototype can be accelerated by a large multiple by having a 3D printer available rather than sending the piece out to a vendor. Even so, first-run success is not expected: GE Additive expects a minimum of two practice builds to optimize support structures, refine build orientation, and/or address shrinkage or distortion.8 Once the build specifications are dialed in, often the time to build up a piece can be extreme, and given the material, geometry, and other factors, additive techniques may not make sense. Many machines include video cameras and other sensors to monitor the build for quality, allowing some of them to run overnight without being attended by a human worker. Metal builds can run longer than a week.
Cost
Mass production is tough to beat for cost if the production run is sufficiently long and amenable to conventional manufacturing techniques. Finding the optimal combinations of short runs and/or complex builds to target for 3D printing is still an ongoing process. Powdered metal or plastic is often much more expensive than solid feedstock (often between ten and one hundred times the cost per kilogram), electricity to power ovens and lasers is not free, and technical expertise for additive manufacturing might require a highly paid engineer rather than a shop-floor machine operator.
Workflow Integration
Factory layouts traditionally change slowly when a new technology is introduced, whether it is electric motors or CAD. Additive manufacturing is still sufficiently new that its place in the overall workflow is unclear. How do designers optimize a part for cost-effective additive manufacturing? Which parts are 3D printed? When does printing happen, relative to both the customer order and the next factory process step? How do risks and dependencies change? What are the quality, flow, and other metrics to be benchmarked and managed? What are the skill sets, workflows, and inspection points when parts need to be cleaned, deburred, plated, sandblasted, or otherwise worked on after they leave the printer?
Materials
Ever since the first generation of stereolithography in the 1980s, progress in 3D printing has required the collaboration of machine manufacturers, manufacturing practitioners, and materials suppliers. Ciba-Geigy introduced the first acrylate photopolymer resins in conjunction with 3D Systems in the late 1980s. More recently, Alcoa opened a new powdered metals business specifically aimed at additive manufacturing applications: prior to the early 1990s, there were few markets for powdered aerospace metals, yet they are an important market twenty-five years later. Further, the characteristics of metal powder for coating, for example, may not be optimal for either powder-bed or nozzle-blown additive manufacturing processes. Finally, the high costs of titanium alloys, Inconel, and other products give distributors a strong disincentive to stock them without reasonable expectation of a quick sale.
Another factor involves certification. Powder suppliers to the aerospace industry, for example, must obtain ISO or other quality certifications. Once again, the “chicken and egg” problem is in play: vendors won’t undertake the cost and effort of certification without sufficient demand, but demand from regulated industries requires certifications across the supply chain, each instance of which freezes certain aspects of the business process and imposes costs for monitoring, reporting, and auditing.
Case Study: GE LEAP Jet Engine Nozzle
In many ways, the jet engine nozzle is a perfect illustration of how 3D printing can change production manufacturing rather than only prototyping or custom parts.9 Additive manufacturing reduced defect rates, decreased weight, improved performance, and helped the engine deliver its fuel savings target to customers: the value produced by additive production is significant. In addition, it shows how manufactured complexity can be close to free rather than expensive. This mindset change may be the most significant contribution of all.
The story began in 1994 when Greg Morris cofounded Morris Technologies to commercialize 3D printing. His team first worked with stereolithography and then with metal-based laser technologies. His firm was located near GE’s jet engine operation in the Cincinnati, Ohio, area, and by 2003, Morris Technologies was known to GE as a useful partner in prototyping and similar tasks.
In 2006, GE engineers were working within CFM International, a joint venture between GE Aviation and France’s Safran Aircraft Engines, to design a new, fuel-efficient jet engine for the single-aisle passenger plane segment. A key component designed by the GE engineers was a radical new nozzle to spray fuel into the combustion chamber: the new design reduced both fuel consumption and emissions. It was also extremely complex, requiring welds and brazes to assemble twenty parts. Casting was impossible: eight attempts failed.
Mohammad Ehteshami was the head of engineering at GE Aviation whose team had the idea for using additive manufacturing to make the nozzle. GE engineers had been using Morris Technologies to print prototypes of new engine parts and rapidly iterate new designs. The LEAP team now wanted to know whether Morris could use 3D printing for mass production of a complex part.
The project was treated with the highest corporate secrecy, given the stakes and the competitive environment in the aerospace industry. Morris received the computer file with the drawing of the intricate nozzle tip, printed it in a nickel alloy, and showed it to the GE team. (The production part is made from a cobalt-chromium alloy.)
The 3D printed nozzle was an engineering breakthrough. All twenty parts were now a single solid unit weighing 25 percent less than an ordinary nozzle; later tests showed it was at least five times as durable (see figure 5.1). It also started a major shift in GE corporate direction. GE Aviation acquired Morris Technologies in 2012, so Ehteshami, Morris, and their teams started a new set of experiments on an old helicopter engine. Ehteshami put six engineers on the task of reproducing the engine with additively produced parts. Significantly, he had to hide the effort to prevent his finance officer from cutting the nonproductive work from the overall budget.
Within eighteen months, the team was able to print half of the helicopter engine. Nine hundred separate components were combined into only sixteen; one 3D piece replicated an assembly of more than three hundred parts. As with the fuel nozzle, the additively produced parts reduced weight by 40 percent while costing 60 percent less.

In 2014 Ehteshami shared his findings with his superior, the head of GE Aviation, who then told the CEO and the board. As a result, 3D printing soon became a core GE competency. Additive technology research and development centers were launched in Cincinnati, Dayton, Pittsburgh, and elsewhere. More acquisitions were completed: in 2016 GE bought 75 percent of Arcam, the Swedish manufacturer of metal 3D printers using electron beams, and 75 percent of the German firm Concept Laser, which pioneered powder bed selective laser melting. GE opened a 3D printing factory for the LEAP nozzles in Auburn, Alabama. The first pair of more than 12,000 engines ordered was delivered and put into service in 2016. In Italy, meanwhile, a GE additive facility is printing turbine blades out of a titanium alloy for the GE9X, a jet engine used on the Boeing 777.
GEs engineers also worked to apply additive techniques to a new engine, this one a turboprop. This time the team consolidated 855 individual parts into twelve 3D printed assemblies. Once again, the advantages included reduced weight, 20 percent better fuel efficiency, and 10 percent more power output. In addition, development time was a third faster using additive techniques for rapid prototyping. In 2016, GE’s engine design was chosen by Textron Aviation for its initial run of Cessna Denalis.
Several aspects of the GE story are worth underlining. First, 3D printing can change performance criteria by significant margins: fuel savings, power, development time, cost, and durability all saw major improvements. Second, rather than being expensive or impossible, complexity gets inexpensive: in some sense, the bigger limit is the designer’s imagination and tools rather than the capability of the fabrication technology. Third, conventional manufacturing financial metrics had to be managed, in this case through stealth, as GE engineers climbed the learning curve. Finally, complex fuel nozzles proved the benefits of additive manufacturing on a part that isn’t particularly mechanically strong or stressed. Parts subject to physical load (wheel struts, flight control surfaces, door hinges) are still problematic in that the long-term stress and failure points of 3D printed parts are not fully understood.
Additive manufacturing appears to have two primary industrial uses along with three secondary ones. As we have just seen, the first relates to complex geometries. In the second, it is worth considering the textbook definition of economies of scale (see figure 5.2).
In conventional mass production, investments in tooling, raw materials inventories, and labor skills do not pay back instantly. Once the organization has learned how to make an item and has a reasonably well known demand for it, however, it can be produced for some duration in large numbers at a low cost. Late in the life cycle, demand will slow, increasing carrying costs. Machines break, people retire or quit, and new priorities compete for production equipment, investment, and labor. Late in the product’s life, it often becomes more expensive to produce as obsolescence also becomes a factor.
Various studies have identified the break-even point where long-run mass production begins to exhibit a cost advantage. Dynetics is a US defense contractor that developed a control module to be housed in a plastic shell comprised of six parts that would need to be adapted for aquatic, airborne, and land deployment. Jabil, a contract electronics manufacturer, has been an early partner deploying HP’s 3D printers. Jabil calculated that 3D printing was cheaper per part until the 5,000th part, at which time the estimated $300,000 tooling cost was justified. One of the smaller parts in the assembly did not reach break-even until 25,000 parts. Not surprisingly, additive production was chosen to produce all variants of the controller housing.10 A widely cited study out of the University of Turin in Italy compared high-pressure die casting with a DMLS 3D metal printer to make wheel strut assemblies for a 1:5 scale model of a light aircraft. The break-even in this case was forty-two units, far more than would have been necessary to validate the proof of concept.11
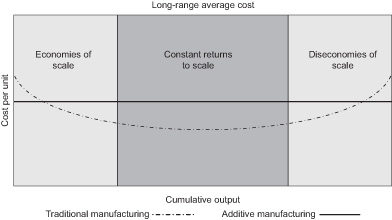
Figure 5.2 Conceptual model illustrating how additive manufacturing pays off in small production quantities and late in production
In contrast to the familiar U-shaped curve of long-run average costs (see figure 5.2), additive methods should theoretically cost the same to produce whether it is the fifth item or the 500th. The flat line of long-run average costs for additive manufacturing puts it at an advantage in two time periods (assuming the product can be produced via mass production methods). Early in the production cycle, when runs are too short to trigger economies of scale, and late in the cycle, when spare parts and custom orders are more common, additive methods prove their worth, as they have since their origin as prototyping tools in the 1980s. On the left-hand side of the curve lie short runs of customized parts, for example.
Benefits of Additive Manufacturing
Changeover Time
In conventional manufacturing of plastic items, tooling changeover can be extremely complex and costly: every molding technique is different, but few are premised on short runs of customizable items. In contrast, once the software model has been validated and “sliced” for production in an additive fashion, production can begin as soon as a machine is free.
Reduced Need for Tooling
Whether in metal or polymer, being able to go directly from CAD to production bypasses the lead times, sometimes prolonged, associated with the production of molds, dies, and other tools. These are often expensive and many eventually break or wear out, sometimes creating unexpected delays.
Part Consolidation
Being able to additively print one part in place of up to dozens or hundreds of individual components simplifies maintenance and reduces the chances of production or repair being held up by a single part being late (or being made by a now-bankrupt supplier). The weight of the combined additive part is typically lighter as well, a major advantage in aerospace applications.
Sustainability
Additive manufacturing can reduce the production of spare parts that are never used and end up as scrap. It can also make existing parts lighter (for improved aircraft or automotive fuel economy) and use less material in doing so. Finally, making parts at or near the point of use rather than at a central facility reduces freight costs as well as the carbon footprint associated with transporting the part from the factory or warehouse to the field.
Supply-Chain Decisions
Additive manufacturing has the potential to remap the manufacturing supply chain. Firms are rethinking the costs of centralized manufacturing in low-cost environments far from end customers. As a result, many manufacturers are establishing distributed production facilities close to the ultimate customers: BMW manufactures cars and SUVs in China, South Africa, South Carolina, and of course Germany. Additive manufacturing has the potential to decentralize some aspects of production even further: what if a hospital could print a titanium-alloy knee joint, custom-fit and on-demand, a day before surgery? From a supply chain perspective, such a process addresses three main considerations: it reduces the time a part spends in inventory, thereby increasing turns; it reduces risk of missed forecasts and subsequent stock-outs or excessive inventory carrying costs; and it improves financial health by freeing up working capital and accelerating the order-to-cash cycle. Parts consolidation also has the potential to reduce the number of suppliers, which counts as an additional supply chain win.
Several challenges must be addressed for such a scenario to become practical. A big question revolves around the intellectual property, not only the CAD files but also the process knowledge required to guarantee that the hip joint printed in humid Manila performs the same as those printed in cold Calgary or desert Cairo. Rather than Stryker certifying one or two metals providers, meanwhile, will every hospital be assured that the right powdered metals will be delivered and subsequently handled properly? How will the various national food and drug administrations monitor thousands of “factories” rather than a handful per country? Will there be sufficient financial incentive and protection to ensure that designers of useful devices will not be dissuaded (or worse) by counterfeiters?
One Path to Adoption
Given the vast amount of technical, financial, and organizational learning that must occur, few organizations apart from specialized startups can jump to exotic metals in complex geometries printed for custom applications. A much more common ramp-up might include the following:
- 1. Prototyping Get the technology into the hands of designers as they assess form, fit, and function.
- 2. Tooling Whether one-off jigs and fixtures or production molds and dies, 3D printing has proved to deliver countless wins on the shop floor outside of producing parts.
- 3. Spare parts Exploit the technology’s capacity to produce short runs of potentially obsolete or otherwise low-demand parts, especially in plastic rather than metals.
- 4. Adapt current production to additive In the right scenarios, parts can be consolidated and other business cases made for moving highly customized and/or short-run conventionally produced parts to additive manufacturing.
- 5. Design for Additive Manufacturing Having climbed the learning curve, companies can then actively exploit 3D printing’s capacity to execute complex geometries in heretofore impossible materials.
Note that the initial step involves working with low-cost plastic filaments and the last step potentially requires working with an exotic aerospace or medical metal. The cost of failure rises with the level of expertise and the community of interested employees.