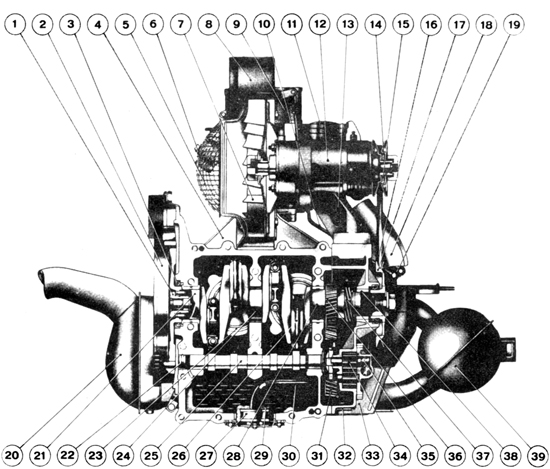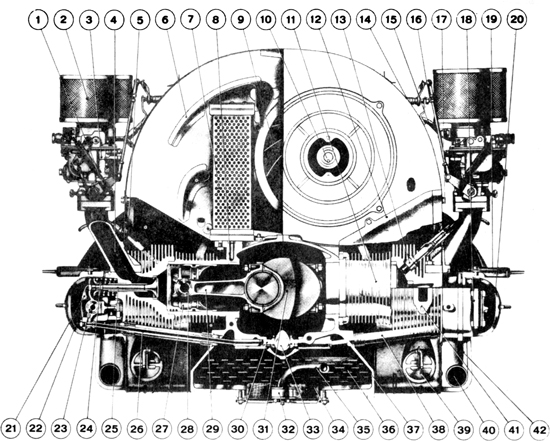
FIG 1:1 Transverse section of 1600 engine. All other models are basically similar
1:4 Removing and installing engine
1:6 Servicing crankcase, crankshaft and flywheel
1:7 Camshaft, tappets and timing gear
1:8 Connecting rods, pistons, cylinders
1:9 Cylinder heads and valve gear
1:10 Lubricating system and timing cover
1:12 Reassembling and testing engine
Dr. Ferdinand Porsche designed both the Volkswagen ’Beetle’ engine and the engine fitted to Porsche sports cars, so that it is not surprising that they closely resemble each other. Basically they are air-cooled flat-four engines with overhead valves operated by pushrods and a single gear-driven camshaft.
This manual starts with cars made after September 1957 because that date saw the abandonment of the roller-bearing crankshaft from the ’S’ range of engines. From then on, the engine has remained virtually unchanged apart from refinement in design and a steady increase in power output. For dimensions, compression ratios and other technical information, refer to Technical Data at the end of this manual.
Two sectioned views of a typical engine are given in FIGS 1:1 and 1:2. The crankcase is split vertically on the centre line (see 37 in FIG 1:1) and bolted to the rear face is a timing cover 32 which carries the oil pump 34 and No. 4 crankshaft bearing 38 (see FIG 1:2).
On each side of the crankcase are a pair of finned cylinders 11 carrying a common aluminium head for each pair (see FIG 1:1). Valve seats, guides and sparking plug bosses are pressed or screwed into the heads. A single camshaft 33 operates tappets 30, pushrods 26 and rockers 21.
The light-alloy pistons 27 carry compression rings, an oil control ring and a fully-floating gudgeon pin 28. The connecting rods 29 have bushed small-ends and renewable liners in the big-ends. The hardened crankshaft 31 runs in four main bearings which may be bushes or renewable liners according to their position and the engine type. The arrangement can be seen in FIG 1:2. Also in this view is the flywheel 2 which is retained on the front end of the crankshaft by hollow bolt 1. The rear end of the shaft carries the drive gear 36 for the camshaft, drive gear 37 for the distributor and pulley 17 for the belt drive to generator 12.
Fan 7 is mounted at the front end of the generator shaft and provides cooling air for the engine and also heated air for the car interior if required.
A gear-type oil pump 34 is driven by the camshaft. When the lubricating oil is cold it bypasses oil cooler 7 (see FIG 1:1). As the oil heats up, a valve opens to allow the oil to pass through the cooler before it reaches the bearings. The cooler is in the path of cold air from the fan and effectively reduces the temperature of the hot oil.
Key to Fig 1:1
1 Throttle lever
2 Air filter
3 Dual throat downdraught carburetter
4 Inlet manifold
5 Side coverplate, vertical
6 Fan housing
7 Oil cooler
8 Passage from oil cooler to crankcase
9 Blower impeller
10 Generator shaft
11 Cylinder
12 Cylinder coverplate
13 Sparkplug
14 Throttle linkage
15 Fuel line
16 Throttle connecting link
17 Spark plug terminal
18 Exhaust rocker arm spindle
19 Coverplate
20 Rocker box cover
21 Inlet valve rocker
22 Valve adjusting screw
23 Inlet rocker arm spindle
24 Valve spring
25 Inlet valve
26 Pushrod
27 Piston
28 Gudgeon pin
29 Connecting rod
30 Tappet
31 Crankshaft
32 Magnetic oil filter
33 Camshaft
34 Oil strainer
35 Oil suction pipe
36 Oil sump
37 Crankcase
38 Pushrod tube
39 Lower air guide (heat exchanger)
40 Exhaust pipe
41 Exhaust port
42 Heater junction box
Refer to the respective chapters for maintenance instructions on the fuel pump, the distributor, the starter and generator, and the carburetters.
Oil changes:
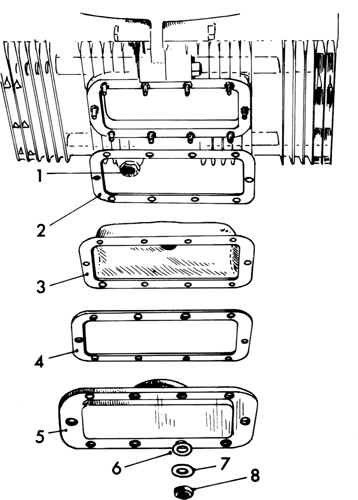
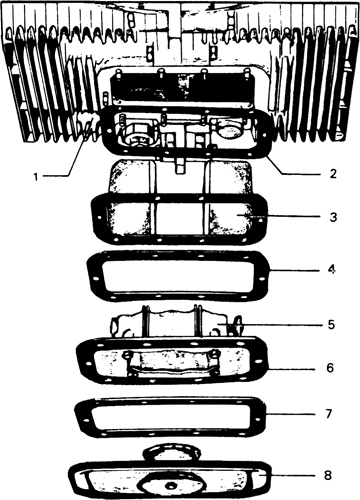
During the running-in period of an engine which has been rebuilt, change the lubricating oil at 500, 1500 and 3000 miles. Normal engine oil changes are made at 3000 mile intervals unless the car is used in extremely arduous conditions. Use HD oil of SAE.30 grade in summer and SAE.20 grade in winter (see appended note). FIG 1:3 shows the sump strainer and magnetic filter which should be cleaned when the oil is changed. Remove cover 5 (ten nuts). Clean strainer 3 with a brush and some fuel. Remove old gasket material from all flanges and wipe steel particles from the magnetic filter attached to the coverplate. Check that the cover flange is flat.
Reassemble with new gaskets, taking care that the oil suction pipe is correctly located in the strainer. Do not overtighten the nuts or the cover flange may be distorted. The drain plug is part 1.
Note that the 1600 S.90 coverplate is fitted with a centrifugal valve to ensure an adequate supply of oil to the pump when cornering at high speeds (see FIG 1:23).
Oil filter:
Every 6000 miles, change the oil filter element. The old element cannot be cleaned. Change more frequently if the engine is worn or road conditions are very dusty. Filter location can be seen in FIG 1:4. When refitting the cover make sure the gasket is sound and not trapped in any way. After changing a filter element, check for leaks by running the engine. Then check the oil level and top-up, running the engine again and making a final check on the level.
Key to Fig 1:2
1 Gland nut
2 Flywheel
3 Oil seal
4 Air guide plate
5 Cooling air inlet
6 Engine compartment heater thermostat
7 Blower impeller
8 Fan housing
9 Air filter
10 Engine compartment heater control linkage
11 Oil filler cap
12 Generator
13 Generator bracket
14 Small V-belt pulley
15 V-belt tension adjusting spacers
16 V-belt
17 Large V-belt pulley
18 Air guide duct for engine compartment heating
19 Engine compartment heater control lever
20 Heater junction box (heat exchanger)
21 Main bearing journal No. 1
22 Camshaft end plug
23 Piston and cylinder
24 Main bearing journal No. 2
25 Camshaft
26 Connecting rod bearing cap
27 Magnetic oil filter
28 Main bearing journal No. 3
29 Oil strainer
30 Oil suction pipe
31 Camshaft timing gear
32 Timing case cover
33 Lower air guide (heat exchanger)
34 Gear oil pump
35 Tachometer drive pinion
36 Timing pinion
37 Distributor drive pinion
38 Main bearing No. 4
39 Silencer
Note that the oil recommendations are different for the 1600S and 1 600S.90 engines. In these, use HD oil as for diesel engines. This is also recommended for 1 600 engines which are used for competition work
Fan belt tension:
Every 3000 miles, check the belt tension. When correctly adjusted the belt can be deflected about ⅝ inch midway between the pulleys, using light thumb pressure. Renew the belt if it is oily or beginning to break up. Adjustment is made by altering the number of spacers between the generator pulley flanges.
To adjust belt tension, refer to FIG 1:2 and remove the nut from pulley 14. Hold the pulley by inserting a screwdriver in the slot in the inner flange and using a generator bolt as an abutment. Take off spacers and outer flange. Note spacers between flanges. Remove to tighten belt and add to pack to loosen. Any which are removed must be transferred to the outside of the outer flange. Refit parts, tighten nut to 72 lb ft and check belt tension. The belt must not ride on the spacers, nor reach the top of the flanges but must be about halfway up the flange faces.
If a new belt is fitted it will probably stretch after a short run, so check the tension again. Never try to lever a belt over the pulley flanges.
Valve clearance:
Adjusting the valve clearance is covered in Section 1:9.
FIG 1:3 Components of oil strainer in base of crankcase. Oil pump suction pipe picks up oil from inside strainer. All models except S.90
Key to Fig 1:3
1 Crankcase drain plug
2 Gasket
3 Oil strainer
4 Gasket
5 Coverplate with magnetic filter
6 Flat washer
7 Lockwasher
8 Nut
To ensure that operations are tackled in the best way, we suggest that a few minutes spent in reading ’Hints on Maintenance and Overhaul’ at the end of this manual will be time well spent. It will also be useful to repeat what has been pointed out in the ’Introduction’ to this manual, in case it has been missed. This is to the effect that locations of parts which are called ’righthand’ or ’lefthand’ are as if viewed from behind the car and looking forward.
For technical information, refer to the Appendix at the end of the manual. This also includes a ’Glossary of of Terms’ which may be useful in explaining the meaning of possibly unfamiliar expressions.
Most of the external parts of the engine will be reasonably accessible whilst it is in the car. It must be stressed however, that many operations are greatly facilitated with the engine removed. This is not a difficult job for two people, and even one person can manage it using a trolley jack and some care. There is, of course, no chance of working on the crankshaft and associated parts without removal of the engine, as there is no sump in the normal sense of the word. The following instructions are for working on the engine when it is on the bench. It will be obvious which of them can be tackled without removing the engine from the car, but the point will be made when it seems advisable.
Due to many variations in design it is essential to check all spare parts to ensure that they are of the correct type. Special tuning by a previous owner may have led to the installation of non-standard parts and due allowance must be made for this. As an example, light alloy pushrods require different valve clearances than those for steel pushrods.
The engine is relatively light and removal is comfortably within the powers of two people. The rear end of the car must be raised about two feet and it is essential that firm supports are fitted so that any force which may be needed will not lead to collapse of the car and possible injury.
Removing:
1 Disconnect battery. Close fuel tap. Slacken clamp on long inclined heater rod on righthand side and disconnect linkage. Remove the rear coverplate.
2 Disconnect leads from ignition coil, oil temperature sender unit, the green one from the oil pressure sender unit and the three generator leads, which are black (DF), red (D+) and yellow-white (D—) respectively.
3 Disconnect the ball joint in the throttle linkage at the fan housing. Raise the rear end of the car and support it firmly. Remove both heater flap cables. Disconnect heater linkage and loosen flexible heater pipes from engine.
4 Loosen exhaust pipe clamps and remove elbow pipes from silencer.
5 Disconnect fuel hose. Disconnect tachometer drive cable from oil pump cover. Working under car, remove both nuts from flange joining engine to transmission. Take the weight of the engine on a trolley jack but do not lift. With an assistant holding the upper bolts, release the engine from the transmission by removing the remaining two nuts.
6 Rock the engine slightly to break the joint and pull the engine to the rear until the mainshaft clears the clutch plate. Do this with care, keeping the engine centrally aligned with the transmission all the time.
Removing later engines:
When the latest B/T.6 heating system was introduced on the 356B, some changes in the removal sequence became necessary. Extra operations are to disconnect the heater air hose, and also the connecting duct from the fan housing. Remove the fuel pump shield and then proceed as before.
Installing engine:
Reverse the order of removal, taking note of the following:
1 Clutch release bearing must be 1 inch from the transmission flange and parallel to it. Put between 2 and 3cc of graphite grease in the bearing inside the flywheel securing bolt. Apply a thin film of graphite grease to the starter gear teeth, to the mainshaft splines and into the starter shaft bush.
inch from the transmission flange and parallel to it. Put between 2 and 3cc of graphite grease in the bearing inside the flywheel securing bolt. Apply a thin film of graphite grease to the starter gear teeth, to the mainshaft splines and into the starter shaft bush.
2 Clean both joint faces and lift the engine so that it is correctly aligned. No weight must fall on the mainshaft, the hollow flywheel bolt or the release bearing. Push the engine into place. It helps to engage a gear and rock the crankshaft by means of the generator belt. Fit the four mounting bolts and push the engine right home. Tighten the top bolts moderately, fit and tighten the lower nuts and then tighten all uniformly.
3 Install rubber seal and thrust washer when refitting tachometer cable.
4 On earlier engines, connect and adjust heater linkage as described in Chapter 4.
5 Fit weather strip round the floor plates by stretching a cord between the two strips before installing the engine. With the engine in place, draw out the cord on the side required and the strip will take up the correct position.
6 Finally, check the clutch adjustment as instructed in Chapter 5.
Drain the oil and then proceed as follows:
1 Remove front, rear and side duct plates (see Chapter 4). Loosen exhaust pipe clamps. Pull silencer to rear while tapping clamps with rubber hammer. Remove exhaust flange nuts, unscrew bolt on heater junction box and remove assembly.
2 Remove distributor cap and thin lead from body. Remove fuel pipes, throttle linkage and carburetters. Remove belt, disconnect oil filter and remove oil filler from generator bracket. Remove duct plates (see Chapter 4).
3 Remove generator clamp, then fan housing and generator (see Chapter 4). Remove coverplates and lower air channels. Remove fuel pump and oil cooler.
4 Remove distributor and drive pinion (see Chapter 3). Remove generator bracket. Remove rocker box covers and rocker bracket (see Section 1:9).
5 Remove pushrods. Remove inlet manifold. Remove cylinder heads, pushrod tubes and deflector plates. Remove cylinders and pistons and number them, cylinders 1 and 2 being righthand front and rear respectively and 3 and 4 being lefthand front and rear (see FIG 1:15).
6 Remove pulley and prise out key. Remove oil pump cover and extract the gears (see Section 1:10). Remove timing case cover 32 in FIG 1:2.
7 Remove clutch from flywheel. Remove flywheel hollow bolt or gland nut 1 and tap flywheel squarely off crankshaft. Remove strainer coverplate and part crankcase, first removing two camshaft bearing bolts in flywheel housing.
8 Lift out crankshaft and camshaft. Lift out tappets and bearing inserts from No. 2 housing (No. 1 bearing is at the front). Refer to following Sections for details affecting the dismantled components.
A view of the case with the timing cover removed is shown in FIG 1:26. Crankcase halves and timing cover are mated parts and must be renewed as a unit, but the cover may be renewed separately provided the crankcase is returned to the factory for machining.
Checking:
Inspect parts for cracks, clean off joint faces with solvent (do not use a scraper). Check faces for burrs and flatness. Clean oilways, check tappet bores and bearing bores for wear and make sure dowels are tight. If oil suction pipe is loose, peen housing to tighten.
Crankshaft:
See that the connecting rods and caps are marked for correct reassembly and then remove. Remove lock ring for drive pinion 37 (see FIG 1:2). Use a puller to remove the pinion, spacer, and timing pinion 36. Remove bearing No. 3. Clean parts and check for wear or damage. The pinions must be a tight press fit on the crankshaft.
Check crankshaft journals for wear. Maximum permissible ovality is .020 mm (.0008 inch). The factory grinds to three undersizes in steps of .25 mm (.010 inch) and provides suitable bearing inserts, including oversizes on outer diameter, so check housing bores and journals before ordering spares. Due to the hardening, outside workshops may regrind crankshafts only once. 1600S.90, 1600C and 1600SC crankshafts must be reconditioned at the factory. Worn crankcase bearing housings can be bored out at the factory. Check dimensions by bolting crankcase together, tightening 8 mm nuts to 18 lb ft and cap nuts to 29 lb ft. The bores for main bearings must be about .002 inch less than the outside diameter of the bearings so that the bearings are ’nipped’ when the the crankcase is bolted together. The standard bore for all engines is 60.24 ± .005 mm for bearings 1, 2 and 3. It is 50.000 to 50.024 mm for bearing No. 4 at the rear (see FIG 1:6).
356A and B engines have light alloy bushes for main bearings 1,3 and 4, and split light alloy shells for bearing No. 2 356C (1600C and SC) engines have light alloy bushes for bearings 1 and 4, and split, steel-backed lead-bronze inserts for bearings 2 and 3. The 1600 S.90 engine has split steel-backed inserts for bearings 1, 2 and 3 and a light alloy bush for No. 4. In all models, No. 4 bearing bush is pressed into the timing cover (see Section 1:10).
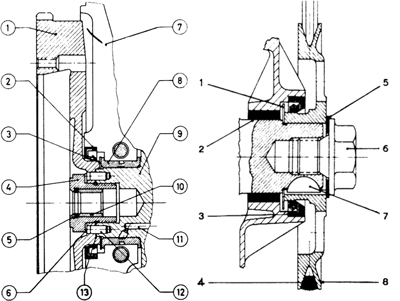
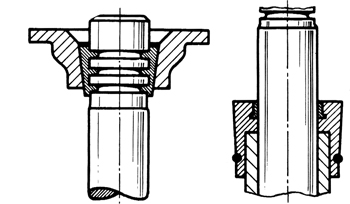
FIG 1:6 Sectioned diagram of fiywheel mounting to crankshaft (left). Bush 10 supports the rear end of the clutch shaft. Crankshaft pulley mounting on right
Key to Fig 1:6 (left)
1 Flywheel
2 Oil seal
3 Spacer washer
4 Gland nut
5 Oil seal
6 Lockwasher
7 Crankcase
8 No. 1 main bearing
9 Crankshaft
10 Pilot bush
11 Oil passage
12 Dowel
13 Soft iron gasket
Key to Fig 1:6 (right)
1 Oil seal washer
2 Main bearing No. 4
3 Oil seal
4 V-belt
5 Lockwasher
6 Pulley bolt
7 Woodruff key
8 Crankshaft pulley
Clearance between bearings and journals can be calculated by using inside and outside micrometers or the ’Plastigage’ method can be used. In this, a plastic strip is squashed between bearing and journal when assembled. The width of the flattened strip is measured against a scale to give the clearance. Using either method, the crankcase must be assembled and fixings tightened to correct torque.
With a wear limit of .170 mm (.006 inch), running clearance new is .028 to .078 mm (.0011 to .0031 inch) for bearing No. 1 (except 1600 S.90 where it is .035 to .090 mm (.0014 to .0035 inch). For bearings 2 and 3 it is .046 to .100 mm (.0018 to .004 inch), (except 356C and 1600 S.90 engines where it is .035 to .090 mm (.0014 to .0035 inch)). On all models, clearance at bearing No. 4 should be .040 to .104 mm (.0016 to .0041 inch).
Crankshaft end float:
Measure on an assembled engine, using a dial gauge on the belt pulley. With engine removed, check at flywheel. If engine is dismantled, fit bearing No. 1 and shims, followed by flywheel. Tighten gland nut to 254 to 272 lb ft. Check the end float with feeler gauges (see FIG 1:5). Correct figure is .130 to .180 mm (.005 to .007 inch). Adjustment shims are .80 to 1.05 mm thick in five steps of .05 mm (.032 to .042 inch in steps of .002 inch). Do not confuse with smaller soft iron gasket which is .10 to .14 mm thick (.0039 to .0055 inch). (See part 13 in FIG 1:6). Never fit more than one soft iron gasket in an attempt to adjust end float.
Because No. 1 main bearing has split shells on the 1600S.90 engine, crankshaft end thrust is taken on a thrust washer. There are no shims for adjusting end float but five thicknesses of washer are available. The washers are marked A, B, C, D and E, the thicknesses being 2.80, 2.85, 2.90, 2.95 and 3.0 mm respectively. In inches these thicknesses are .110, .112, .114, .116 and .118 respectively. The figure for end float is the same. Check by using a dial gauge on the flywheel face, after reassembling the crankcase and bearings and tightening the gland nut that secures the flywheel to a torque of 325 to 363 lb ft. It often saves time to check the end float before the crankcase is dismantled.
Assembling crankcase and crankshaft:
Clean and inspect the parts and renew those which are worn. Check camshaft and bearings as described in Section 1:7, and the tappets and bores must be passed as fit for service. Oil all bearings liberally.
Fit inserts and bushes into lefthand case, aligning dowels and oil holes. Mark bushes along joint face to facilitate fitting. Remove bushes and fit to crankshaft. Fit Woodruff key, timing pinion, spacer, and distributor pinion, heating both pinions to 80°C or 175°F in an oil bath and pressing into place. Install lock ring. Flush oil passages with oil and install connecting rods (see Section 1:8). Fit the tappets and install crankshaft, making sure dowels locate properly. Fit camshaft and align timing marks (see Section 1:7). Fit thrust washer and oil seal 3 (see FIG 1:2). Apply sealer and fit plug 22. Use jointing compound sparingly on mating faces and fit righthand crankcase half. Tighten fixings evenly to torque of 21 lb ft on 8 mm nuts and 29 lb ft on through-bolts. Check that both shafts turn freely.
Fitting flywheel:
FIG 1:6 shows the flywheel assembly in section on the left. Note spacer washer or shim 3 and soft iron gasket 13. The gasket fits between the flywheel and crankshaft. Before fitting flywheel, check starter teeth, running surface for oil seal, dowel pins and dowel holes. Number on flywheel must be the same as number on adjacent crankshaft web, or balance will be affected. Flywheel fits in one place only. Also check bush 10 in gland nut 4 and renew if necessary. Always fit a new soft iron gasket. Tighten gland nut to 254 to 272 lb ft (325 to 363 lb ft on 356C and S.90 engines).
Check flywheel runout. Maximum permissible is .30 mm (.012 inch), measured centrally on the clutch plate surface. Maximum eccentricity inside largest recess is .10 mm (.004 inch). Put oil on the flywheel boss before pressing into the oil seal.
Flywheel oil seal:
This is part 2 in FIG 1:6 (left). If necessary, it can be renewed without splitting the crankcase, by removing the flywheel. Lever out the old seal and remove any sharpness round the edge of the recess. Apply a thin coat of sealer and press seal squarely into place until right home. Apply a little oil to the seal surface.
The camshaft runs direct in the crankcase, so that excessive wear means renewal of parts. The light alloy camshaft gear is available in five sizes to permit adjustment of tooth clearance. 1600 and 1600S engines have different camshafts.
Check clearance at bearings by ’Plastigage’ method described in preceding Section. Clearance new is .020 to .054 mm (.0008 to .002 inch). Top wear limit is .120 mm or .0045 inch. Top limit on bore size is 24.070 mm or .948 inch.
Check end float with a dial gauge. New, it is .040 to .080 mm or .0015 to .003 inch. Top limit is .100 mm or .004 inch.
With camshaft between centres, centre bearing must be true within .020 to .025 mm (.0008 to .001 inch). Check that cam surfaces are smooth and not worn.
The gear is secured by three tapered dowels and three bolts. Check backlash between teeth of gears at many points, using a dial gauge. Maximum clearance is .015 to .040 mm (.0006 to .0016 inch). Renew gear(s) if backlash is excessive or teeth are worn. New camshaft gears are available in standard size marked ’0’. Do not confuse this with ’O’ mark on tooth on other side. Undersize gears are marked ’—2’ and ’—1’ and oversize are marked ’+1’ and ’+2’. Crankshaft gears are in one size only.
When fitting a new gear, line up the timing mark, the nearest bolt and the oil pump slot. Mount gear and check for eccentricity. Drill 5.8 mm (.228 inch) holes and taper them towards camshaft. Drive in three taper dowels from outside until just below surface and lock with three punch marks each. Tighten bolts to 18 lb ft.
When installing camshaft before joining crankcase halves, set timing correctly by meshing ’0’ on tooth of large gear between punch marks on teeth of crankshaft gear (see FIG 1:7). Do not forget to insert tappets. The clearance of tappets in crankcase bores is .016 to .052 mm (.0006 to .002 inch) when new. Top wear limit .10 mm or .004 inch. A spring wire hairpin can be fashioned to bridge pairs of tappets to keep them in place during assembly. Also remember to put some jointing compound on the sealing plug at the flywheel end of the front bearing for the camshaft.
FIG 1:7 Correct meshing of camshaft gears. Mark ’O’ on large gear lies between two teeth with punch marks on small gear
FIG 1:8 Drawing a small-end bush into place using a long bolt, a washer and a suitable piece of tubing
Connecting rods:
These are removed as described in Section 1:6. The big-ends are fitted with renewable shells and the small-end is bronze bushed. If the crankpins are excessively worn, a factory regrind is necessary. Do not try to lap the crankpins as they are nitride-hardened and all treatment must be carried out at the works. Maximum permissible ovality is .020 mm or .0008 inch.
Maximum weight difference between a set of connecting rods is specified as 15 grams or .53 oz. This would be too high for competition purposes and 5 grammes difference would be more reasonable. Rod weight is indicated by a colour code.
Gudgeon pins should be a light push fit. Renew worn parts. Bushes can be pressed out and new ones drawn in by using a piece of tubing and a long bolt, as shown in FIG 1:8. This can be done with the crankcase assembled if required. Precision-ream bush after fitting.
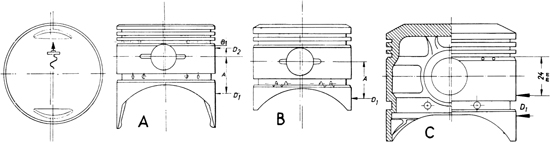
FIG 1:9 Piston ’A’ is the type fitted to 1600 engines, type ’B’ is fitted to 1600S engines and type ’C’ to 1600 S.90 engines. Diameter is measured at ’D1’ and ’D2’. Dimension ’A’ is .30 mm (1 inch) and ’B’ is 2 mm (
inch) and ’B’ is 2 mm ( inch). Note offset of gudgeon pin. Arrow on crown must point to flywheel (extreme left)
inch). Note offset of gudgeon pin. Arrow on crown must point to flywheel (extreme left)
Do not try to ream a worn bush and fit an oversize pin. Clearance (new) is .020 to .036 mm (.0008 to .0014 inch) with a wear limit of .050 mm or .0019 inch. On 356C and SC engines, reduce these clearances by .008 mm or .00035 inch. After fitting new bushes, have connecting rods checked for alignment, particularly if there has been trouble with excessive piston or bearing wear. For further details of gudgeon pin clearances, see ’Pistons’.
Check running clearance of big-ends using ’Plastigage’ as described for main bearings in Section 1:6. Tighten nuts to 32½ lb ft. Running clearance (new) is .040 to .092 mm (.0016 to .0035 inch). Maximum clearance .130 mm or .005 inch. Side clearance .10 to .30 mm (.004 to .012 inch). Note that 1600 engines (from engine No. P.606801, 1600S engines (from engine No. P.700001) and 1600 S.90 engines (from engine No. P.804001) are fitted with bearing shells which have a slight relief to the linings adjacent to the joint faces. It is most important that these shells are used in the 1600S.90 engine.
Renew linings which are worn, scored or breaking up. Never at any time try to adjust clearances by scraping or filing the connecting rods or bearing shells.
Assembling connecting rods:
Check that surfaces are free from dirt and burrs and fit bearing halves, making sure the tags engage in the notches in rod and cap. Oil, and fit rods to crankshaft. Tighten nuts to 32½ lb ft, tapping lightly with a soft hammer to settle parts together. Rods should turn freely under their own weight.
Pistons and cylinders:
This is a fairly complicated subject due to three variations in cylinder material and many bore and piston sizes.
1600, 1600C and some 1600S engines have cast iron cylinders and pistons of type ’A’ (see FIG 1:9). Generally, 1600S engines have light alloy cylinders with chrome-plated bores and pistons ’B’. S.90 engines have light alloy cylinders with sprayed steel bores of ’Ferral’ and pistons ’C’. 356C (1600SC) engines have ’Biral’ cylinders.
Pistons and cylinders are always matched pairs. If one part is renewed, the identities must be matched. Cylinders are stamped on the base and pistons on the crown.
Removing pistons:
Mark pistons to ensure correct reassembly. Prise out gudgeon pin circlips, taking great care that they do not drop into crankcase. Heat pistons to about 80°C or 175°F. Push out gudgeon pins. Check piston dimensions and clearance as described under each type of cylinder. If cylinder is not worn, but piston needs renewal, simply fit one of the same size or letter group. Fit rings as described under that heading.
Gudgeon pins must be an interference fit, and an easy fit in a cold piston calls for renewal. Colour mark inside piston indicates correct pin size, black for 21.994 to 21.997 mm diameter (.8659 to .8660 inch) and white for 21.997 to 22.000 mm diameter (.8660 to .8661 inch). Piston pin colours are black for nominal diameter of 22 mm —.003 to .006 mm (.0001 to .0002 inch), white for —.003 mm only (.0001 inch) and blue for +.003 mm (.0001 inch). Black is supplied with new piston only, white with new piston or as spare part and blue as a spare only. New oversize gudgeon pins may need attention to connecting rod bushes.
Cast iron cylinders:
Matching cylinder and piston sizes are as follows:
| Standard size group: | Cylinder bore tolerance: | Piston size: |
| —1 | 82.485 to 82.494 mm (3.2474 to 3.2478 inch) | 82.44 mm (3.2453 inch) |
| 0 | 82.495 to 82.504 mm (3.2478 to 3.2482 inch) | 82.45 mm (3.2460 inch) |
| +1 | 82.505 to 82.514 mm (3.2482 to 3.2486 inch) | 82.46 mm (3.2464 inch) |
| First oversize group: | ||
| —1 KD | 82.985 to 82.994 mm (3.2671 to 3.2675 inch) | 82.94 mm (3.2653 inch) |
| 0 KD | 82.995 to 83.004 mm (3.2675 to 3.2679 inch) | 82.95 mm (3.2657 inch) |
| +1 KD | 83.005 to 83.014 mm (3.2679 to 3.2683 inch) | 82.96 mm (3.2661 inch) |
Measure bore 30 mm (1 inch) up from bottom. Measure piston at points marked on diagram ’A’ in FIG 1:9. Dimensions for both makes of piston are listed under heading ’Mahle and Nural pistons’ later on in this Section.
inch) up from bottom. Measure piston at points marked on diagram ’A’ in FIG 1:9. Dimensions for both makes of piston are listed under heading ’Mahle and Nural pistons’ later on in this Section.
Correct clearance (new) is .041 to .059 mm (.0016 to .0023 inch) with a wear limit of .20 mm (.0078 inch). Do not measure with feelers, but calculate by bore and piston measurement. Note that it is the nominal size (D1) which is stamped on the piston crown.
Light alloy cylinders with chrome-plated bores:
Matching cylinder and piston sizes are as follows:
| Group: | Cylinder bore tolerance: | Piston diameter: |
| A | 82.460 to 82.465 mm (3.2464 to 3.2466 inch) | 82.440 to 82.445 mm (3.2457 to 3.2459 inch) |
| B | 82.465 to 82.470 mm (3.2466 to 3.2468 inch) | 82.445 to 82.450 mm (3.2459 to 3.2461 inch) |
| C | 82.470 to 82.475 mm (3.2468 to 3.2470 inch) | 82.450 to 82.455 mm (3.2461 to 3.2462 inch) |
| D | 82.475 to 82.480 mm (3.2470 to 3.2472 inch) | 82.455 to 82.460 mm (3.2462 to 3.2464 inch) |
| E | 82.480 to 82.485 mm (3.2472 to 3.2474 inch) | 82.460 to 82.465 mm (3.2464 to 3.2466 inch) |
| F | 82.485 to 82.490 mm (3.2474 to 2.476 inch) | 82.465 to 82.470 mm (3.2566 to 3.2468 inch) |
| G | 82.490 to 82.495 mm (3.2476 to 3.2478 inch) | 82.470 to 82.475 mm (3.2468 to 3.2470 inch) |
| H | 82.495 to 82.500 mm (3.2478 to 3.2480 inch) | 82.475 to 82.480 mm (3.2470 to 3.2472 inch) |
| I | 82.500 to 82.505 mm (3.2480 to 3.2482 inch) | 82.480 to 82.485 mm (3.2472 to 3.2474 inch) |
| K | 82.505 to 82.510 mm (3.2482 to 3.2484 inch) | 82.485 to 82.490 mm (3.2474 to 3.2476 inch) |
Matching pistons and cylinders are stamped with the same letter, cylinders on the base and pistons on the crown. Measure bores and pistons as for cast iron cylinders but use diagram ’B’ for the pistons (see FIG 1:9). Correct clearance (new) is .020 mm (.0008 inch) with a wear limit of .10 mm (.004 inch). Renew cylinder and piston with a pair in the same size group.
Alloy cylinders come in four heights. Use equal heights under one cylinder head. Height group is stamped in a triangle on the cylinder base, sizes being 5, 6, 7 or 8.
Light alloy cylinders with ’Ferral’ bores (1600SC and 1600S.90):
General instructions for measuring bores and pistons follow those for cylinders with plated bores (see preceding instructions). Note, however, that the piston diameters given must be modified by taking .010 mm or .0004 inch off the dimensions given. This also leads to different clearance figures (new) of .025 to .035 mm (.001 to .00138 inch) with a wear limit of .100 mm (.004 inch). Use diagram ’C’ in FIG 1:9 for measuring points on pistons.
’Biral’ cylinders and pistons (1600SC engines after July 1963):
Measuring point for cylinders is 15 mm (.60 inch) from top edge. Nominal piston size is stamped on crown. Table of matching pairs is as follows:
| Standard size group: | Cylinder bore tolerance: | Piston diameter: |
| —1 | 82.485 to 82.494 mm (3.2474 to 3.2478 inch) | 82.47 mm (3.2468 inch) |
| 0 | 82.495 to 82.504 mm (3.2478 to 3.2482 inch) | 82.48 mm (3.2472 inch) |
| +1 | 82.505 to 82.514 mm (3.2482 to 3.2486 inch) | 82.49 mm (3.2476 inch) |
| Oversize group: | ||
| —1 KDI | 82.985 to 82.994 mm (3.2671 to 3.2675 inch) | 82.97 mm (3.2665 inch) |
| 0 KDI | 82.995 to 83.004 mm (3.2675 to 3.2679 inch) | 82.98 mm (3.2669 inch) |
| +1 KDI | 83.005 to 83.014 mm (3.2679 to 3.2683 inch) | 82.99 mm (3.2673 inch) |
Piston clearance (new) in bore of ’Biral’ cylinders is .010 to .029 mm (.0004 to .0012 inch) with a wear limit of .20 mm or .008 inch.
Cylinder height is stamped in triangle on base. Use pairs of cylinders in same group under one cylinder head. Cylinders marked ’5’ have height of 100.950 to 100.975 mm, marked ’6’ 100.975 to 101.000 mm, marked ’7’ 101.000 to 101.025 mm and marked ’8’ 101.025 to 101.050 mm.
Pistons and rings:
Remove rings and clean off carbon from piston crown with a soft tool, taking care not to scratch the surface. Clean the ring grooves without removing metal. After considerable service it is always advisable to renew the rings. Check piston dimensions as described later. Check new rings for correct gap. Push ring a short distance inside a cylinder bore from the bottom, using a piston to ensure that it is square. Measure gap with feelers and file until correct (see Technical Data). Check side clearance in piston grooves with feeler gauges (see Technical Data for clearances). Excessive wear calls for renewal of pistons as oil pumping may be troublesome. Location of rings is given in ’Piston and cylinder reassembling’.
Mahle and Nural piston dimensions:
Makers name is marked inside piston. Use precision instruments to check dimensions D1 and D2 (see ’A’ in FIG 1:9). Measure at right angles to gudgeon pin.
Mahle (for cylinder bore 82.5 mm or 3.2480 inch):
| Standard size: | D1 ± .005 mm (.0002 inch) | D2 ± .005 mm (.0002 inch) |
| —1 | 82.440 mm (3.2457 inch) | 82.420 mm (3.2449 inch) |
| 0 | 82.450 mm (3.2461 inch) | 82.430 mm (3.2453 inch) |
| +1 | 82.460 mm (3.2464 inch) | 82.440 mm (3.2457 inch) |
For cylinder bore 83.0 mm (3.26771 inch):
| Oversize: | ||
| —1 KD | 82.940 mm (3.2653 inch) | 82.920 mm (3.2646 inch) |
| 0 KD | 82.950 mm (3.2657 inch) | 82.930 mm (3.2650 inch) |
| +1 KD | 82.960 mm (3.2661 inch) | 82.940 mm (3.2653 inch) |
Nural for cylinder bore 82.5 mm (3.24803 inch):
| Standard size: | D1 + .004 mm (.0001 inch) | D2 + 0 mm (.000 inch) |
| —.005 mm (.0002 inch) | —.01 mm (.0004 inch) | |
| —1 | 82.436 mm (3.2455 inch) | 82.430 mm (3.2453 inch) |
| 0 | 82.446 mm (3.2459 inch) | 82.440 mm (3.2457 inch) |
| +1 | 82.456 mm (3.2463 inch) | 82.450 mm (3.2461 inch) |
For cylinder bore 83.0 mm (3.26771 inch):
| Oversize: | ||
| —1 KD | 82.936 mm (3.2652 inch) | 82.930 mm (3.2650 inch) |
| 0 KD | 82.946 mm (3.2656 inch) | 82.940 mm (3.2653 inch) |
| +1 KD | 82.956 mm (3.2660 inch) | 82.950 mm (3.2657 inch) |
Piston dimensions for use with light alloy cylinders with chrome plated bores are given under a preceding heading.
Mahle pistons for 1600SC engines from engine No. 820641:
| Standard size | Piston diameter:—tolerance ± .005mm (.0002 inch) |
| +1 | 82.49 mm (3.2476 inch) |
| 0 | 82.48 mm (3.2472 inch) |
| —1 | 82.47 mm (3.2468 inch) |
| Oversize: | |
| +1 KD 1 | 82.99 mm (3.2673 inch) |
| 0 KD 1 | 82.98 mm (3.2669 inch) |
| —1 KD 1 | 82.97 mm (3.2665 inch) |
Piston and cylinder reassembling:
Assemble the rings to pistons using ring pliers. With cast iron cylinders (1600 engines) the three top or compression rings are the same. Install with marking ’TOP’ towards piston crown.
With light alloy cylinders (1600S engines) the two compression rings differ. The one marked ’TOP’ is in the groove nearest the crown with the marking also nearest the crown. The ring in the second groove has a step in it. This step must face away from the crown.
On 1600S.80 engines, all rings are marked ’TOP’ and this marking must face towards piston crown. The first ring nearest the crown is also marked ’E.120’. Do not install this ring in other grooves.
With three rings, set the gaps at 120 deg. to each other. With four rings, set at 90 deg. The oil control ring gap should be uppermost when piston is installed in engine.
To install pistons, align so that arrow on crown points to flywheel. With circlip fitted in flywheel side of piston and temperature of piston raised to 80°C or 175°F by immersing in hot water, push gudgeon pin into place in one steady movement, not pausing on the way. The pin must be oiled. Fit second circlip and check location in groove.
Lightly oil piston and cylinder bore and push cylinder over piston, using a ring compressor. Remember to fit a new gasket to the cylinder base. Turn the cylinder so that the fins do not touch the long studs. Hold cylinders in place by threading short lengths of tubing over two opposite studs and fitting the nuts finger tight.
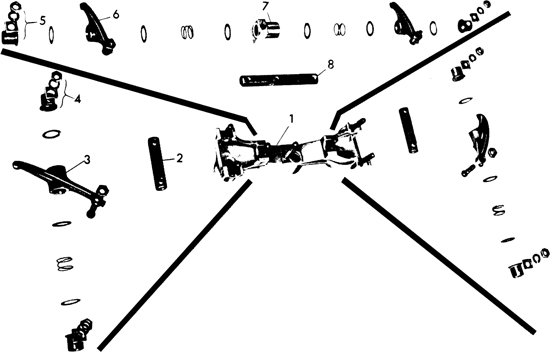
Key to Fig 1:12
1 Bracket
2 Exhaust rocker spindle
3 Exhaust rocker
4 Adjusting screw
5 Inlet rockers
6 Inlet rocker spindle
Adjusting valve clearance:
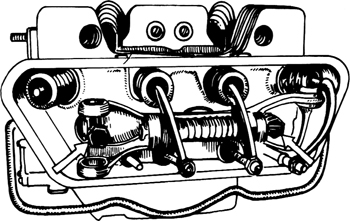
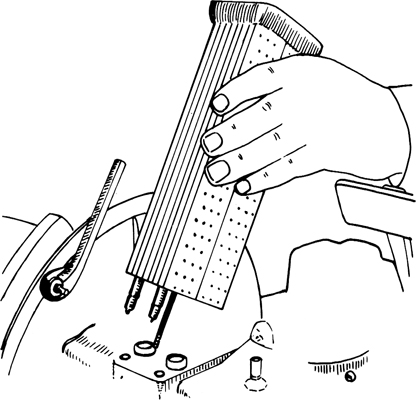
Remove rocker box covers. The two types of rocker assemblies are shown in FIGS 1:11 and 1:12 (early) and FIGS 1:13 and 1:14 (later). The improved type is fitted to the 1600S engine. The method of adjustment is the same in each case (see FIG 1:10).
Start with cylinder No. 1 (righthand front). Turn crankshaft by pulley until both valves are closed and pulley mark aligns with mark on timing cover. Check clearance with feeler. Adjust by slackening locknut and turning screw. Lock again and recheck. Do rest of valves, turning pulley half a turn anticlockwise for cylinder No. 2, and so on. Refer to Technical Data for correct clearance for various models. Always adjust with engine cold and piston at TDC with both valves closed.
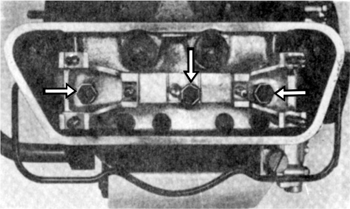
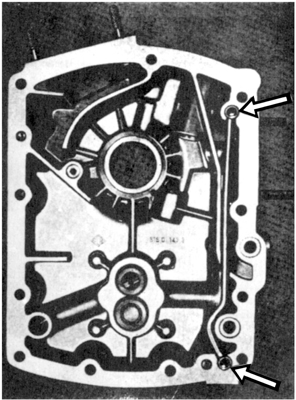
Overhauling rocker gear:
This can be done after the rocker covers are removed. On earlier types (see FIGS 1:11 and 1:12) one securing bolt is covered by an exhaust rocker (see lefthand arrow in FIG 1:11). Remove a circlip from spindle, push out spindle and keep rocker and washers in correct order. Remove bolts and rocker bracket.
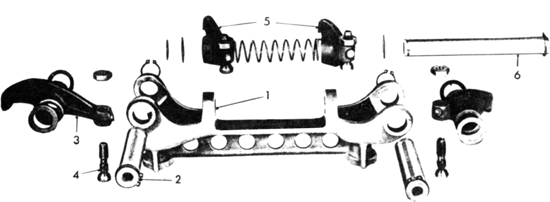
On later types remove seven securing nuts to release rocker assemblies. Remove rocker bracket (3 bolts). Refer to FIG 1:13.
Clean parts and check for wear. Clean all oil passages. When reassembling, oil all parts and refer to illustrations to fit washers and springs correctly. On early assemblies fit a thrust washer on each side of the long rocker arm and refit after the bracket securing bolt is fitted. Put graphite grease on bracket bolt threads and under head and tighten on both types to 29 lb ft, using new lock-washers.
Assemble later type spindles according to FIG 1:14. On both types, centralize rocker ends over valve stems by altering thrust washers, ensuring that pushrods cannot touch tubes. On 1600 assemblies, lateral clearance of rocker arm should be .10 mm (.004 inch). On later type, thrust washers, springs and clamps must be properly assembled as in illustration and seven nuts tightened to 18 lb ft.
Finally, adjust valve clearances and fit rocker cover, with new gasket.
Check valve in rocker cover:
On the 356B 1600S engine after engine No. 700.001 a check valve is fitted to prevent oil loss through the breather when cornering sharply. When rocker clearance is adjusted or during overhaul, remove splitpin, ball and gauze tube and clean all parts in solvent.
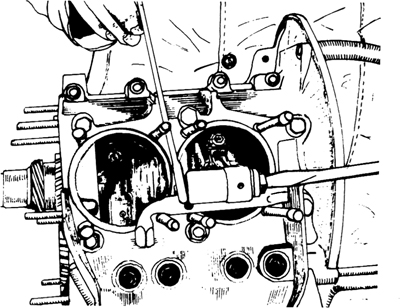
Removing and servicing cylinder heads:
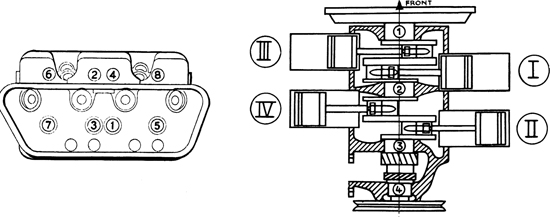
Remove rocker brackets as in preceding instructions. Remove lower air guide, side duct plates, cylinder duct plates and inlet manifolds. Remove 8 nuts with Allen key in order shown in FIG 1:15 and lift off head. Remove pushrods and tubes. Hold cylinders in place with suitable clamps.
Remove valve springs with a suitable compressor. Remove burrs from valve stems at collet grooves, pull off oil seals on 356C engines and push out valves. Store in correct order.
Before working on head, check for cracks and for loose valve guides, seats or sparking plug inserts. Return to an agent for attention to defective guides and inserts. Decarbonize with a soft tool, dropping valves into place to prevent scratching of seats.
FIG 1:13 Rocker arm bracket on 1600S engine. Arrows point to mounting bolts. Spindles and rockers have been removed
Key to Fig 1:14
1 Bracket
2 Exhaust rocker spindle
3 Exhaust rocker
4 Spindle clamp
5 Spindle clamp
6 Inlet rocker
7 Inlet spindle support
8 Inlet rocker spindle
Clean valves and check stems for straightness. Check clearance in guides and renew valves with worn or rough stems. Check seats of valves and head. Have burned and pitted seats reconditioned by an agent, who will advise whether new valves are necessary and whether the head seats should be renewed at the factory. Head seats should be the following widths:
Inlet 1.1 to 1.4 mm (.043 to .055 inch) and exhaust 1.4 to 1.7 mm (.055 to .067 inch). Excessive width may be reduced by grinding if there is enough material in the insert. Entrust this work to an agent.
FIG 1:15 Sequence for tightening cylinder head nuts (left). Cylinder numbering on the right; 1 and 2 being on the righthand side and 3 and 4 on the lefthand side, looking forward. Main bearing No. 1 is at the flywheel end
Grind-in the valves with a suction tool and fine paste, lifting the valve at intervals. Clean thoroughly after a matt grey seating has been achieved. Check by holding valve firmly in place and pouring paraffin into the correct port.
Check springs for cracks and for length and pressure against the figures in Technical Data. Used springs can deviate 5 per cent from listed pressures.
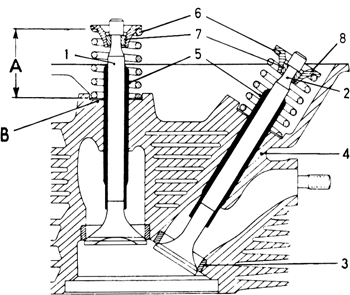
Inlet and exhaust springs are the same length, but installed length A is adjusted to the correct figure by using shim washers B under springs (see FIG 1:16). Note that both springs on the S.90 engine have 1.5 mm washers under them. This washer must be on top of the shims.
Reassembling valves in head:
Oil valve stems, pass oil seals (if fitted) over stems and down over guides (see FIG 1:17), fit springs, with required shims under them (and washers if fitted). Close-wound coils must be adjacent to head. Fit spring retainers and collets, using a compressor. Note latest type of grooved collets shown in FIG 1:17.
Volume of combustion chamber:
The volume is stamped between the combustion chambers. Heads must be paired so that there is no more than +1 cc variation between them.
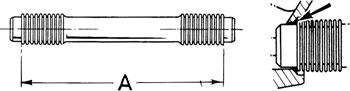
Pushrods and tubes:
Check straightness of rods, and check ends for wear. Check length A of tubes over bellows (see FIG 1:18). Carefully stretch bellows to increase length if required. Note seam, which is installed facing upwards. Always fit new seals to tube ends (righthand view).
Refitting head:
Reverse dismantling procedure. There is no gasket between the head and the cylinder barrels. Settle the pushrod tubes and seals into place, making sure the duct plates are correctly fitted. The plate with upturned end and round-ended slot is for cylinders 1 and 2. Oil the washers and fit head nuts. Do not use jointing compound. Apply graphite grease to nuts and tighten to 7 lb ft at first, using sequence in FIG 1:15. Finally, tighten to 22 lb ft.
Inject oil right through pushrods and insert them. Pushrods are steel, light alloy or light alloy and steel combined, according to model.
When reassembling is completed, adjust rocker clearance. After grinding valves, adjust clearance .15 mm (.006 inch) greater than specified. Run engine for at least half an hour and then set correctly.
Valve timing:
The figures for the various models are given in Technical Data. Check angles after increasing valve clearance to 1.00 mm (.039 inch) cold. Do not forget to readjust after checking. Angles could be set out round flywheel or belt pulley, using a protractor.
Cold oil from the pump reaches the bypass valve shown in FIG 1:19 and pushes the plunger down to uncover a port leading to all lubrication points on the engine.
FIG 1:16 Diagram of valves assembled in head. Dimension ’A’ is the installed length of spring, adjustment is by shims ’B’
Key to Fig 1:16
1 Inlet valve
2 Exhaust valve
3 Valve seat
4 Cylinder head
5 Valve guides
6 Valve springs
7 Collets
8 Spring retainers
FIG 1:17 Latest type of valve stem collets on left. Valve stem oil seal pressed over valve guide on right
FIG 1:18 Measurement over pushrod bellows at ’A’ should be 159 to 160 mm (6¼ to 6⅓½ inch). Seal for ends is shown by arrow on right
The pressure relief valve shown in FIG 1:20 is in the circuit and diverts some oil back to the sump if pressure rises above 41 lb/sq inch. When all the oil passages are full, pressure increases and oil returns through the small pipe shown in FIG 1:21 to the underside of the bypass valve. This rises to cut off the direct route to the lubrication points and oil is diverted to the oil cooler (see part 7 in FIG 1:1), from which it then passes to the engine.
Early 1600 and 1600S engines up to engine Nos. P68897 and P81707 respectively had an external pipeline from the bypass valve. Later engines have passages incorporated in the timing cover.
FIG 1:19 Cutaway view of bypass valve in lubricating system. Plunger is at top of stroke and oil from pump is diverted to cooler
The pressure relief valve is in the lefthand crankcase half and the bypass valve is in the timing cover. The oil pump is part 34 in FIG 1:2.
Servicing valves:
Use a wide and powerful screwdriver to remove the plugs shown in FIGS 1:19 and 1:20. Remove springs and plungers. Screw a 10 mm tap into a plunger if it sticks. Check springs against details in Technical Data. Check plungers for scoring and wear. Renew faulty plungers or clean off any roughness if the fit is not impaired.
Refit plungers, open end facing outwards. Fit springs, being careful not to scratch bores. Fit new washers and tighten plugs securely.
Servicing oil cooler:
Removing the cooler is shown in FIG 1:22. It is mounted inside the fan housing. Note the two seals in the base mounting. Remove the three nuts, using a cranked spanner for the two underneath. Remove cooler and discard seals.
Use 90 lb/sq inch air pressure to test for leaks under water. If oil cooler leaks, also check operation of pressure relief valve in case excessive pressure has been the cause. Cooler elements should not be in contact and separator plates must be secure.
When installing cooler, fit new seals and take care that they are not displaced. Check for leaks as soon as the engine is running.
Oil filter:
This is mounted on the fan housing and maintenance is normally confined to changing the element (see Section 1:2). Always check the cover gasket and all connections for leaks after an overhaul.
Centrifugal valve:
Originally introduced on the 1600S.90 engine, this valve ensures a supply of oil to the pump even when travelling fast round sharp bends. On removing crankcase coverplate, the first parts to be released will be a gasket and a baseplate with the centrifugal valve (see FIG 1:23). One valve head is extended on the right. A stem joins two valve heads and allows one valve to be open while the other is closed. On a bend, centrifugal force causes the inner valve to close and the outer valve to open. The outer valve picks up oil which is also flung outward and the inner valve prevents air entering the pickup.
FIG 1:21 View inside the timing case. Arrows point to seals at each end of back-pressure oil pipe. No. 4 main bearing is in the top half
There is little to be done beyond the servicing of the strainer which is covered in Section 1:2. Check the free action of the valve and when reinstalling, fit the valve and strainer so that the valve is offset to the rear (towards the silencer).
Ball check valve:
This prevents oil loss from rocker covers on later engines. Details of servicing are given in Section 1:9.
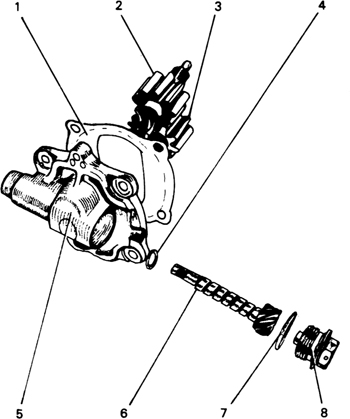
Servicing oil pump:
Removing:
This can be done with the engine in the car. Remove rear coverplate and duct plates between lower air channels. Use a puller to remove the crankshaft pulley, and then remove the pulley coverplate. Remove tachometer drive and then oil pump cover as in FIG 1:24 (four nuts). Pull out pump gears. The component parts are shown in FIG 1:25.
Checking:
Clean parts and inspect for wear. Worn bearing faces in the housing in the timing cover will cause a drop in oil pressure. So too, will worn gears and spindles. Fit gears into housing without oil and check backlash between teeth, using feelers. Permissible lash is .030 to .080 mm (.001 to .003 inch).
Check end float of gears in housing. Remember that gaskets are thinner when compressed, so fit genuine Porsche spare parts. Early gaskets were .003 inch thick, but later ones are .20 mm (.008 inch) thick. Correct end float on engines before Nos. P75614 and P84771 is .020 to .093 mm (.0008 to .0035 inch) without gasket and .066 to .183 mm (.0025 to .007 inch) with uncompressed gasket. Correct end float on engines from 356B (1600 engine No. P600101, 1600S No. P84772 and 1600S.90 No. P800101) is measured by placing a straightedge across the gears and checking how much they extend beyond the housing without a gasket. Correct figure is .06 to .128 mm (.002 to .005 inch). Thickness of compressed gasket is .16 mm (.006 inch). Clearance between gears and cover when gasket is compressed should be .035 to .10 mm (.0014 to .004 inch). Renew parts if clearance exceeds .20 mm (.008 inch). Remember that deep wear in the cover, where the gears revolve, will give excessive end float to the gears even when the correct gasket is fitted and the gears are not worn at the ends. Excessive clearance at all points will lead to low oil pressure.
FIG 1:23 The centrifugal valve components on the S.90. Valve ensures oil supply to pump when taking fast bends
Key to Fig 1:23
1 Crankcase
2 Gasket
3 Strainer
4 Gasket
5 Housing and centrifugal valve
6 Base plate
7 Gasket
8 Coverplate with magnetic filter
Key to Fig 1:25
1 Gasket
2 Pump gear with tachometer drive gear
3 Pump idler gear
4 Thrust washer
5 Pump cover
6 Tachometer drive shaft
7 Light alloy washer
8 Thrust plug for drive shaft
When refitting parts, oil liberally, align gasket with corresponding oil passages and do not use jointing compound.
Oil pressure warning light:
This is operated by a pressure switch located just behind the distributor. Persistent low oil pressure, indicated by the warning light staying on, is not always due to mechanical faults, although a sudden drop demands instant attention. The pressure switch may be faulty, and substitution is a ready means of checking this. Also check the switch for oil leaks.
The timing cover:
A section through the cover is shown in FIG 1:2. Note that it carries No. 4 main bearing 38 and an oil seal for the hub of pulley 17. It also forms a housing for the oil pump, the relief and bypass valves and passages for the lubricating oil. FIG 1:21 shows the inside of the cover and FIG 1:26 is a view of the crankcase with the cover removed.
Removing:
Remove generator and generator bracket. Remove distributor and drive shaft (see Chapter 3). Remove fuel pump (see Chapter 2). Remove crankshaft pulley using a puller. Remove pulley cover. Remove oil pump (see preceding notes). Remove timing cover, noting back pressure oil line inside (see right in FIG 1:21). Before pulling off the cover it is important to remove the Woodruff key from the crankshaft. Prise it out after removing the pulley (see FIG 1:6).
No. 4 bearing and oil seal:
The seal can be renewed after taking off the pulley, without removing the timing cover. There is a notch in the oil seal housing. Use a punch at this point to deform the seal inwards. In the gap so formed, insert a screwdriver and prise out the old seal. There will be a washer in the recess. Remove all burrs from the housing.
Press a new seal into place after fitting the seal washer. Use special tool No. P.73 or have it fitted by an agent. Apply oil to the seal and the pulley hub, fit Woodruff key and install pulley.
To renew the bearing, remove the timing case and the oil seal as just described. Remove washer. From side of bearing housing, remove setscrew. Clean up all burrs in housing and heat timing cover to 60°C or 140°F and use a stepped drift to press out the old bearing. The official tool is P.27. Check case for cracks or damage.
As fitting a new bearing needs quick work and a special tool it is as well to entrust this to an agent. The method is to heat the timing case to 160°C or 320°F and press the bearing into place with drift P.27. The housing must be adequately supported during this operation, the locking groove and oil hole must line up with the setscrew and work must be completed without delay, before the bearing bush has a chance to warm up. Before fully tightening the setscrew, make sure that it cannot deform the bearing. Install seal washer and seal.
Refitting timing cover:
With cover cleaned and all old jointing compound removed from mating surfaces, fit three new seals at the points indicated by the arrows in FIG 1:26. Two are to the left of the camshaft gear and one to the right of the crankshaft. Check that the dowels are a tight fit.
Refer to FIG 1:21 and fit the bypass oil pipe, placing a rubber plug on each end and installing so that the upper plug has the open end and the lower one the closed end facing towards the crankcase.
Put a thin coating of jointing compound on the cover and fit it, taking care not displace the three oil seals. Tighten nuts to 14½ lb ft.
Renewing timing cover:
The crankcase halves and the timing cover are machined in sets and they must be renewed as a unit. However, the timing case may be renewed separately provided the crankcase halves are sent to the factory for machining.
All instructions for removing and refitting the distributor drive shaft are given in Chapter 3, which deals with the ignition system. The greatest care is needed if the shaft is lifted out at any time as there is a washer under the shaft which may be dislodged and fall into the timing case. There is also a spring inside the top end of the shaft.
Consult the various sections when dealing with particular assemblies. The sequence will be to fit the tappets, camshaft and crankshaft to the crankcase first. Do not forget the camshaft end plug at the flywheel end. Fit the flywheel and clutch. Fit the crankcase oil strainer. Assemble and install the timing cover, fit the pulley cover, followed by the pulley. Fit the distributor drive shaft, the distributor and the guide for the fuel pump pushrod.
Fit the oil cooler. Fit pistons and cylinders, securing cylinders temporarily against displacement. Fit deflector plates and retaining springs. Put oil seals on pushrod tubes and fit tubes. Remove temporary clamps from cylinders and fit heads. Fit pushrods.
Install rocker assemblies, adjust valve clearances and fit rocker covers. Fit sparking plugs. Fit inlet manifolds, making sure gaskets are perfect. Install coverplate on No. 3 cylinder. Fit fan housing and generator.
Fit cylinder coverplates, fuel pump coverplate and lower air channels (see Chapter 4). Fit side coverplates.
Connect oil filter and fit oil pressure switch. Clamp generator to bracket and check that blower fan turns freely. Fit belt.
Connect leads to coil and distributor. Grease fuel pump pushrod and install with rounded end entering first. Pack fuel pump base with high melting point grease and fit, using a new gasket.
Connect fuel pipe and carburetter linkages. Fit oil filler pipe with rubber gasket. Install air cleaners and connect sparking plug leads. Fit exhaust system. Put 9½ pints of oil in crankcase (see notes on ’Testing’). Refit engine in car as outlined in Section 1:4.
Testing:
An overhauled engine with new pistons, cylinders and bearings should be run-in under its own power, a slow warm-up and slow increase in speed being advisable. Use the best non-additive oil of grade SAE.30 in summer and SAE.20 in winter for the first 300 miles and then change over to the recommended HD oil. Do not run the engine at high speeds for long periods, but only for the time when it is necessary to check for correct oil temperature and pressure and to check for leaks.
FIG 1:26 Arrows indicate seals for oil passages in crankcase. These mate with passages in timing cover
Before starting up, check the valve adjustment, increasing the clearance by .006 inch temporarily. Adjust the contact breaker points and check the ignition timing. Check belt tension and make sure that there is oil in the sump. Check the compression by using a tester in the sparking plug holes. Remove all plugs, open the throttle fully and turn the engine by means of the starter. Variation between cylinders should not exceed 17 lb/sq inch.
First use the starter without ignition and then switch on and run the engine, making an immediate check for oil leakage from every point in the system. The green warning lamp should go out the moment the engine increases speed. If it does not, stop at once and check the pressure switch and connections before doing any major work.
It is obviously not necessary to run-in an engine which has been reassembled with original parts, but checking for oil pressure and for leakage is essential.
Do not forget to restore the valve clearance to the correct figure after a short run.
If oil leaks from the fan housing and the oil cooler is suspected, it is possible to run the engine for very short periods without the fan and housing so that a check can be made. Run the engine at moderate speed, particularly if it has been fitted with new pistons, cylinders and bearings, as it will then get hotter than if it was run-in.
(a) Engine will not start
1 Defective ignition coil, also check contact of distributor cap carbon brush with rotor arm
2 Faulty distributor capacitor (condenser)
3 Dirty, pitted or incorrectly set contact breaker points
4 Ignition wires loose, insulation faulty
5 Defective sparking plugs or leads
6 Battery discharged, terminals corroded
7 Faulty starter
8 Sparking plug leads wrongly connected
9 Vapour lock in fuel pipes due to heat
10 Defective fuel pump
11 Overchoking or underchoking
12 Blocked pump filter or carburetter jets
13 Leaking valves
14 Sticking valves
15 Valve timing incorrect
16 Ignition timing incorrect
(b) Engine stalls after starting
1 Check 1, 2, 3, 4, 5, 10, 11, 12, 13 and 14 in (a)
2 Sparking plugs defective or gaps incorrect
3 Retarded ignition
4 Mixture too weak
5 Water in fuel system
6 Fuel system blocked
7 Incorrect valve clearances
8 Incorrect float level in carburetters
9 Air leaks at inlet manifold joints
(c) Engine idles badly
1 Check 3, 4, 5, 10 and 15 in (a) and 2, 7, 8 and 9 in (b)
2 Carburetter idling adjustment wrong, jets blocked
3 Over-rich mixture
4 Worn piston rings
5 Worn valve stems or guides
6 Weak exhaust valve springs
(d) Engine misfires
1 Check 1, 2, 3, 4, 5, 8, 10, 12, 13, 14, 15 and 16 in (a), 2, 3, 4 and 7 in (b)
2 Weak or broken valve springs
(e) Engine overheats
1 Weak mixture, ignition over-advanced
2 Fan belt slipping
3 Thermostat defective or wrongly set
4 Loss of cooling air through badly fitting fan housing, ducts, coverplates or sparking plug rubber seals
5 Oil cooler defective, relief or bypass valve stuck
(f) Low compression
1 Check 13 and 14 in (a), 4 and 5 in (c) and 2 in (d)
2 Worn piston ring grooves
3 Scored or worn cylinder bores
4 Cracked or distorted head
(g) Engine lacks power
1 Check 3, 10, 12, 13, 14, 15 and 16 in (a), 2, 3, 4, 7 and 9 in (b) 4 and 5 in (c) and 2 in (d)
2 Fouled sparking plugs
3 Centrifugal ignition advance not operating
4 Exhaust system blocked
5 Air filters choked
(h) Burnt valves or seats
1 Check 13 and 14 in (a), 4 and 7 in (b), 2 in (d) and check (e)
2 Excessive carbon round valve seats and in head
(j) Sticking valves
1 Check 7 in (b) and 2 in (d)
2 Bent valve stems
3 Scored valve stems or guides
(k) Excessive cylinder wear
1 Check 11 in (a) and check (e)
2 Lack of oil or incorrect grade
3 Dirty oil, choked filter
4 Piston rings gummed up or broken
5 Badly fitting piston rings
6 Bent connecting rods
7 Dirt or burrs under cylinder flanges
(I) Excessive oil consumption
1 Check 4 and 5 in (c) and check (k)
2 Piston ring gaps too wide or wrongly positioned
3 Oil return holes in pistons choked with carbon
4 Scored cylinders
5 Oil level too high
6 External oil leaks
7 Incorrect grade of oil
(m) Crankshaft and connecting rod failure
1 Check 2 and 3 in (k)
2 Blocked oilways, bearings wrongly positioned
3 Worn journals or crankpins
4 Failure of oil pump, relief or bypass valves, oil cooler or strainer
5 Loose bearings, loose connecting rod caps
6 Bent connecting rods or crankshaft
(n) High fuel consumption
1 Vehicle in poor mechanical condition
2 Bad driving habits, excessive acceleration in low gears
3 Incorrectly adjusted ignition or carburation
4 Flooding of float chambers
5 Fuel leakage
6 Incorrect jet sizes
(o) Engine vibration
1 Loose generator mounting
2 Fan out of balance
3 Clutch and flywheel out of balance
4 Misfiring due to mixture, ignition or mechanical faults
(p) Mechanical noises
1 Light, rapid clicking—worn valve gear, excessive valve clearance
2 Heavy thump at low speeds—worn main bearings, loose flywheel
3 Knocking on transition from pulling to coasting—worn big-ends
4 Light knock when idling—worn gudgeon pins
5 Hollow knock or slap when engine cold—worn pistons