It’s time for a new generation of Lean and continuous improvement in general. The need for improvement and the new opportunities for improvement continue to evolve at a much faster rate than most organizations can understand and take advantage of. In fact, there are more opportunities for improvement today and into the future than there have been in the history of improvement. Most organizations have more opportunities for improvement today than they did when they began their Lean and Six Sigma journeys a decade ago. The largest opportunities are the ones that are yet to be discovered.
What is the soul of an organization? It is the nonmaterial essence, animating principle, and moral purpose of the total organization’s existence. It is embodied in the mission, vision, purpose, and culture of how organizations work—or do not work so well. Organizations that strive to become superior global industry performers must step back and recognize the changing global industry and technology dynamics, and they must comprehend their gaps in current business improvement strategies, plans, and Lean approaches—or lack thereof. In effect, it requires confronting and exposing one’s soul about Lean beliefs, strategies, approaches, and performance. It also requires a recognition of the external factors driving the need to change organizations’ souls of Lean. They need to understand, appreciate, and recommit to Lean and continuous improvement as a never-ending evolutionary process, just as it has been for centuries. They also need to trade in the limited short-term, tools-based approaches of Lean manufacturing and view Lean as a more holistic, culturally specific standard of excellence throughout the entire enterprise (and extended enterprise). Finally, they need to shift paradigms about their Lean beliefs, strategies, and approaches in order to achieve superior global industry performance. In my previous book, I used a term improvement excellence™, which is the organization’s capacity to learn, adapt, and improve how it improves. This chapter puts decades of Lean and continuous improvement on the chopping block and under the microscope. This is sure to create a tough emotional challenge to everything one might believe about Lean and continuous improvement. However, improving how you improve is the first step toward evolving to a better and culturally grounded systematic process of Lean and permanent continuous improvement.
Have most organizations failed at Lean? Don’t get annoyed, but consider the well-documented history of failed fad improvement programs in Western organizations. The historical failure rate has been running above 80 percent, and the recent Lean and Six Sigma initiatives have followed in the footsteps of this disturbing, decades-long pattern of failure. Congratulations if your organization is a long-term 20 percenter. For the 80 percenters, it just means a need to rethink your journey. Have Western organizations achieved short-term gains in productivity and performance? Absolutely, in all organizations! Inefficient organizations can and have benefitted from Lean manufacturing tools and principles embedded in the Toyota Production System (TPS). Were they utilized to their full potential for improvement? Absolutely not in all organizations!
During this time Toyota and a few other organizations have leapfrogged Western organizations by evolving their improvement efforts to continuous, permanent, and superior levels of industry performance. Over the years the same reasons have been used to conveniently explain away the Western failures: lack of leadership commitment, poor implementation strategy, scope and magnitude issues, wrong projects, insufficient education, conflicts with other day-to-day priorities, wrong metrics, serious customer issues, lack of executive and process owner support, employee nonacceptance, short-term financial focus, Japan versus U.S. culture, complexity and differences of the business, lack of time to improve and perform regular real jobs, workforce skill limits, and several others. Recognize that these reasons have been stated for decades, for dozens of different improvement initiatives under different banners and slogans, with the same birth-death cycles of improvement. Over time, the perception-based root causes become excuses. If we continue on the same path, accept these excuses, and in essence, view Western culture as a detriment to failure—we achieve the same results. We discuss this in more detail later in this chapter.
Are the above reasons for failure the true root cause(s)? The above reasons are symptomatic of a much larger, long-term issue with Lean and continuous improvement initiatives in organizations. If we are willing to listen to history in this case, it will tell us a lot about where we need to go in the future. The real difference in long-term performance is the result of two major strategic factors:
1. Nonadaptive, nonsystematic improvement. Organizations have spent the majority of their time on the latest tools, principles, and jargon of continuous improvement. Today many organizations have the knowledge of Lean manufacturing tools and principles right, but historically they have not invested in the longer-term leadership commitment and architecture to establish a formal, adaptive, systematic, and sustainable management process of improvement. This missing organizational DNA is the superglue that holds this great foundation of knowledge in place and enables people and organizations to continuously improve how they improve through structured means and the right deliberate actions. Hence, tools and principles by themselves eventually lose popularity and traction in favor of the next fad program.
2. Culture and values. This is a topic that Western executives appreciate but fail to continually transform into competitive advantage. Herein lies the failure to recognize the power of our great Western culture and leverage our values to innovate, lead, and nurture improvement rather than copy the improvements of others. Culture has been the vulture eating the Lean lunches of organizations for decades because it is easier to copy than it is to lead, innovate, mentor and coach, develop talent, build a permanent adaptive systematic management process, and continually transform culture.
Toyota’s organizational DNA and culture were created by Japanese ingenuity over a 70-year period and are still going strong. The production system is really a deeply embedded management system of adaptive systematic improvement throughout the entire corporation. Toyota has aggressively implemented fundamental industrial engineering, Lean, and Six Sigma since the end of World War II, without any fancy labels, belts, or program jargon. Toyota is undoubtedly the grand master of Lean and continuous improvement. It arrived at this status without banners, slogans, and a string of failed fad improvement programs. It arrived there out of necessity through brilliant leadership and a systematic and culturally grounded process of improvement. Western organizations should continue to learn from Toyota’s success, but they must create their own business needs-driven and culturally powered systematic process of improvement. Merely asking employees to use a few new visible tools, templates, and methodologies and instantly act like Toyota equals cultural rejection.
The United States remains the number one global competitor in the world. What is occurring for certain is that its lead in global competitiveness is shrinking and in jeopardy of being overcome by other industrialized regions of the globe. This is a global challenge, not a U.S. challenge. Failure at Lean and other strategic improvement initiatives is a matter of perspective and temporary because true improvement is always continuous. No organization is perfect or best in class at everything, and certainly not forever. Best in class is a moving target, and it is within reach for any organization that chooses to go for it. The 80 percent failure studies dwell on the negatives and regurgitate the same intellectual reasons for failure. Improvement and success or failure are temporal relationships that do not matter in a single instant. Being one of the 20 percent successes or 80 percent failures today is irrelevant to the future because improvement is a never-ending race without a finish line. Failure is only failure when executives choose to throttle down or stop improvement and institutionalize waste as a norm. It may not be evident, but a close enough is good enough mindset in organizations is the equivalent of falling behind. Like it or not, we all live in an improve or die world. Best-in-class organizations continually learn from their successes and failures and get back in the race with better strategies and approaches. In it to win it! Improve how they improve! Improvement is all about always staying ahead and not falling behind in the race. Falling behind is not necessarily a kiss of death because improvement is always renewable and breakthroughs in improvement are always possible with the right leadership, creativity, and innovation. An organization’s place in this never-ending race is a controllable leadership choice. Organizations are always slipping off, or climbing their way up the leaderboard of best-in-class performers. In several industries, the time it takes to go from a trivial follower to a market leader could be only months!
Overall, the progress with Lean manufacturing and other initiatives in most organizations has been very respectable. However, it has definitely been below the capability of what was and is still possible when cultural ingenuity fully rises to the occasion. Hundreds of great organizations have demonstrated this ingenuity in their Lean and general continuous improvement initiatives. Future Lean and continuous improvement are all about learning, adapting, custom-architecting, and living improvement—lead and powered by an organization’s cultural beliefs and values. The challenging journey of how to evolve Lean to a higher-order, adaptive, systematic, and sustainable process of improvement is the purpose of this book.
My long career in continuous improvement has taken me far beyond the specific methodologies and tools and into the unknown wilderness of successful Lean leadership and cultural transformation. For over three decades I have worked with hundreds of diverse organizations and thousands of CEOs and their executive teams across the Americas, Europe, and Asia. Not surprisingly, I have found myself in the middle of a very talented population of executives, managers, and associates with different backgrounds, experiences and cultural influences, corporate beliefs, operating styles, egos, and many other cultural and personality traits. In the United States alone there are significant cultural differences in organizations in different states and regions. This incredible learning experience has taught me that transforming culture is as difficult as hell and a full-time continuous leadership effort. Culture is the brain, nervous system, and backbone of continuous improvement. The term culture change is actually a misnomer; the most successful organizations treat it as a continuous evolutionary process, a constant adaptive process of rediscovery, renewal, and enlightenment.
Leading executives and organizations through this evolutionary process is a very emotional and humbling cohesion-building and constancy-of-purpose experience. These executive teams and their organizations were both serious and committed to discovering their improvement model. They revealed their souls of improvement, thumped their chests for their successes, confronted their weaknesses, and recognized the need for a more sustainable model of improvement. For me, leading organizations and their teams of people to improve and benefit personally, professionally, and financially is the ultimate experience of success. It is the impossible and very emotional mega-leadership learning and development exercise where the results are often as amazing as Moses parting the Red Sea! Their experiences have taught me the importance of leadership and the ability to sculpt the right success-enabling behaviors and culture (Kata). Culture matters! The culture within your own country, locale, and organization matters! The successes referred to above are successes because the people in the organizations made the deliberate effort to link adaptive systematic improvement to their culture and not a knockoff of some other company’s culture. History demonstrates that Western executives and their people have not been able to create and sustain this cultural evolution with many other issues on their organizational plates. Overloaded plates and the gross multitasking of people tend to drive an oversimplification and underestimation of what it takes for success—a “hurry up and finish improvement” mindset and hence, they undermine and lead to the birth-death life cycles of improvement.
The objective of this book is to share my deep passion and interest in these topics, and build recognition and awareness in the Western world (and globally) that we are in the infancy stages of Lean in terms of what is possible. This book has been a multiyear project, integrating years of benchmarking and best practices, decades of implementation experiences, and direct interactions with thousands of executives around the globe. I am blessed to work every day with clients who expand our shared competencies and understanding of integrating cultural values into a systematic process of improvement. There is nothing wrong with any other culture. Culture is the foundation of excellence, and it can evolve to become the best culture for creating a superior systematic process of improvement. Let’s make sure that my message is clear: The Western world is in the infancy stages of Lean in terms of what is possible. The majority of all global organizations are in the infancy stages of Lean in terms of what is possible. The concepts, principles, and best practices guidance throughout this book are universal to all global organizations.
Think about the Western culture we all live in. For example, in the United States there is Wall Street, a short-term focus on financial metrics and performance, immediate reasoning leadership, change, speed, ambiguity, complexity, financial independence, professional success, materialism, open thinking, elbow room, freedom of actions, and many other factors of our culture are not going away. Nevertheless, think about all the great cultural personalities that exist in our U.S. corporations, our small and midsized publicly and privately owned companies. Each of these organizations also has its own micropersonalities and codes of conduct. Despite our dawdling economy and other political issues, these values enable us to enjoy freedoms and a high standard of living. This is who we are, what we are all about. This is what makes America great! America’s native attributes born out of diversity are not so much cultural as they are great natural human values and beliefs. All societies would adopt these values if they were free to experience the greatness of American values. Culture rocks! So how does all of this relate to Lean and continuous improvement? The underpinnings of Western and other global culture and specific organizational values have been missing in Lean and general continuous improvement initiatives. For three decades, organizations have been attempting to replicate specific improvement methodologies and tools rebranded and repackaged from the East, backed by a wish and hope approach for improvement and cultural change. Organizations cannot copy and paste culture; they must nurture and develop the right enabling patterns of behavior and cultural attributes of excellence. Many organizations have discussed their cultural attributes as barriers to success rather than enablers of success. Benchmarking and learning from the successes of other organizations is a good practice, but superficial imitations will never achieve best practices. It’s time for all global organizations to adapt and architect their own systematic and permanent process of continuous improvement that is culturally grounded to their own cultural values. There is no single cultural model of universal success. Executives and their people have been pummeled long enough by the anemic global economy, global competition, and a hollowing out of their industrial bases by China and other countries. Leadership and cultural attributes represent the new requirements to build a superior adaptive systematic process of improvement. It is time for all organizations to step up their Lean game and regain a superior competitive position in the global economy with their own style of cultural beliefs and values. This book provides direction for this renewed journey of improvement to a brighter future.
Continuous improvement has been around for a millennia, since the beginning of time. Also, there are hundreds of thousands of people who have made significant contributions to improvement, from the ancient Egyptians to the people in organizations giving it their all today. If we go back to 2500 BC, the people building the colossal pyramids along the Nile were using division of labor, standardization, gemba walks, pull systems, one-piece flow, teaming, collaboration, visual management, quality at the source, and many other fundamentals of Lean. People, innovation, and culture drove the development of the methods and tools that made this possible. The Romans continued the legacy of earlier generations with new and improved materials, equipment, and work systems. They constructed landmark architectures and weapon systems that were way ahead of their time, deploying engineering principles that are still in use today. The point here is that Lean and continuous improvement are not new. Generations of societies from the Stone Age to the present have applied improvement fundamentals to further their standard of living. One could easily develop an encyclopedia of continuous improvement, but that is not the intent.
The purpose of this section is to illustrate the ever-evolving generations of improvement and the continuous adaptation and architecting of improvement to the times. It is impossible to mention every contributor and detail regarding the history of improvement. We outline the more modern and documented generations of improvement up to the present time and include some of the key contributors and milestones that evolved to get us to where we are today. For example, Frederick W. Taylor, the father of scientific management, was known as the Isaac Newton of the science of work. He adapted the science of improvement and accomplished great things in his time. Today, he would be perplexed if he walked into the twenty-first century and noticed the small influence of labor, the massive organizational and technological advances, factories replaced by broader and more complex supply chains, people replaced by technology, and the short life spans of his “one best way” philosophy. What worked well in his time is not what works well in current times, but the overarching philosophy of continuously making things better through adaptive thinking and creative problem solving remains the same. Throughout history, the various approaches and methodologies of improvement achieved great success in the respective competitive conditions that prevailed in their times.
The same holds true today: What worked well for Lean manufacturing in 1995 is not the same right strategy for the future of improvement. Why? Because in the global economy the world spins faster and faster, driving higher-order improvements that enable organizations to remain in the game. The history of improvement is long and certainly not boring, especially if you have a deep inner passion for excellence and an interest in taking Lean to the next levels of achievement. In fact, it provides valuable insights about how to evolve next-generation Lean and continuous improvement in organizations in order to achieve superior global competitiveness. An open mind will benefit from these long lessons about improvement from the past and help you discover the critical success factors for the future.
The remainder of this section sheds light on the long history—and continuous evolution of improvement. This history has been embedded in several industrial revolutions. For centuries—and in particular, the past three decades—the science of improvement has been called by many names, many brands, many labels. This has created a significant amount of confusion over Lean and general continuous improvement and what it takes to achieve lasting success. This section illustrates the continuous evolution of improvement where the heroes of their time adapted, architected, and time-tested improvement to specific business needs and cultural values. Not coincidently, they were able to adapt improvement and leverage leadership, culture, strategy, architecture, execution, and organizational learning into breakthroughs in global performance. Success was and continues to be the adaptation and innovation of improvement to the challenges and cultural values of particular points in time. This history is extremely important because it reveals many timeless fundamentals of improvement that are critical to the future of global competitiveness.
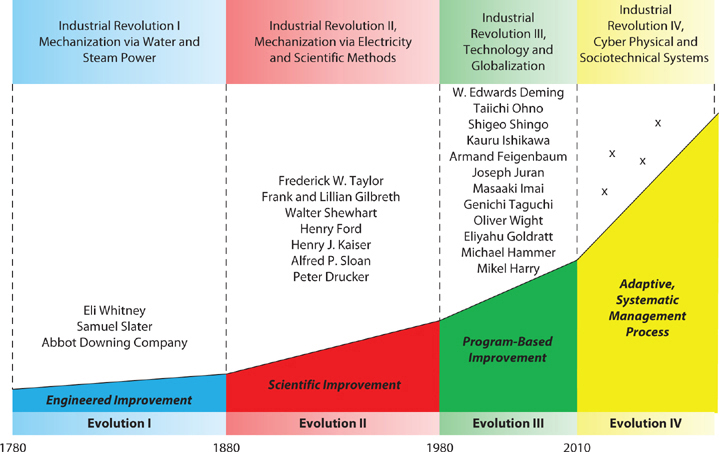
Figure 1.1 outlines the generations of improvement.
Figure 1.1 The Generations of Improvement
Copyright © 2014, The Center for Excellence in Operations, Inc.
As the chart indicates, the Western world has passed through three major evolutions of continuous improvement and is on the cusp of a new evolution with far-reaching rewards for success. Today, Western organizations are at a tipping point with Lean and continuous improvement in general. The new evolution that is upon us requires adaptive thinking to the challenges at hand—just as it has in the prior evolutions of improvement. The purpose of this history lesson is to underscore that adaptive thinking always creates success at a philosophical level. The details of architecture and culture are the real game breakers of improvement. Keep in mind that it is impossible to give credit to every hero in every evolution in this book. Each evolution includes a few milestones that highlight the improvements of its era.
The first stage of the evolution of improvement occurred from the 1780s to the 1880s, fueled by the Industrial Revolutions in Europe and the United States. This is the engineered improvement stage of evolution, where inventors achieved significant gains in productivity by harnessing the power of water and steam and standardization. Additional elements of this stage of evolution were organizational strategies to increase productivity. Manufacturing began with handmade “outwork systems” (craft manufacturing) whereby small parts of a larger production process were carried out in numerous individual homes. These strategies worked well for shoe and boot making. However, the major organizational breakthrough was the “factory system” where manufacturing was performed on a large scale in a single centralized location with mechanized equipment. New Englanders are very familiar with the huge historical textile mill landmarks, some of which employed as many as 12,000 men, women, and children.
Some of the improvement highlights and influences of this evolution included:
 Eli Whitney, inventor of the cotton gin in 1794.
Eli Whitney, inventor of the cotton gin in 1794.
Samuel Slater, father of the American factory system, built a large textile mill in the early 1800s in Rhode Island that greatly increased the speed with which cotton thread could be spun into yarn.
Abbott Downing Company was a Concord, New Hampshire, manufacturer of stage coaches for Wells Fargo and many other customers across the country. It developed a Lean progressive assembly operation in which interchangeable parts, standardized patterns and templates for woodworking, millwork, upholstery, and finish painting were used.
There are many more influences that could be mentioned here. These influences did not have formal improvement tools, but they had an overabundance of Yankee ingenuity which spread as American ingenuity like wildfire across our great country. During this stage of evolution, New England became a manufacturing powerhouse along rivers like the Housatonic, Quinebaug, Shetucket, Blackstone, Merrimack, Nashua, Cocheco, Saco, Androscoggin, Kennebec, and Winooski. These structures were built to last. Today, many of these historical brick textile mills are still occupied as stunning, rich heritage office, retail, educational, medical, and condominium spaces with large windows, exposed beams, and plank maple flooring. These magnificent buildings are a testimony to their constancy of purpose—a phrase first used by England’s Prime Minister Benjamin Disraeli in the 1800s. On the downside of this evolution was the beginning of worker exploitation concerning problems with wages, safety, and other working conditions. This eventually led to strikes and organized labor later in history. By 1886 Samuel Gompers had founded the American Federation of Labor (AFL).
America wasn’t discovered; it was built. At the end of the Civil War, the United States was seen as a failing experiment in democracy; a nation fraying from the inside and at war with itself. Just 50 years later, the United States was the greatest superpower the world had ever seen. The latter part of this evolution is known as the Gilded Age. This landmark transition was due in no small part to a group of business-savvy, innovative young men: John D. Rockefeller, Cornelius Vanderbilt, Andrew Carnegie, Henry Ford, J. P. Morgan, John Jacob Astor, and Thomas Edison. These men constructed a bold vision for a modern America and transformed the greatest industries of our time, including oil, railroads, steel, shipping, automobiles, electricity, real estate, and finance.
The second stage of evolution of improvement occurred during the period of 1880 to 1980 with a large spike in industrial efficiency at the beginning of the twentieth century. This is the birth of scientific management and the discipline of industrial engineering, division of labor, progressive assembly lines, standard methods, and waste reduction. Yes, waste reduction—scientific management focused on eliminating the same eight wastes—transportation, inventory, motion, waiting, overproduction, overprocessing, defects, and skills (TIMWOODS)—that are part of present-day Lean, but the methods were via time and motion studies to improve industrial efficiency.
Some of the improvement highlights and influences of this stage of evolution include:
Frederick W. Taylor, the father of scientific management.
Frank and Lillian Gilbreth developed a system of subdividing worker motions into 18 kinds of elemental motions used in the study of motion economy in the workplace (called therbligs—Gilbreth spelled backwards, more or less).
Walter Shewhart is known as the father of statistical quality control. While working at Western Electric Company, Shewhart framed the problem in terms of assignable-cause and chance-cause variation and introduced the control chart as a tool for distinguishing between the two. Shewhart furthered statistical quality and engineering techniques and developed the plan-do-check-act (PDCA) which was popularized by W. Edwards Deming.
Henry Ford, who introduced mass production of cars, adopted Taylor’s methods but took them further with the use of machines to replace some of the tasks performed by workers. Ford is one of the originators of Lean, progressive, continuous-flow manufacturing.
Henry J. Kaiser built Liberty ships fast to support America’s World War II efforts. Kaiser adapted mixed model and modularized mass production techniques to shipbuilding, and reduced build times from 230 days to an average of 45 days and ultimately to less than three weeks.
Alfred P. Sloan, chairman and CEO of General Motors (GM) from 1923 to 1956, applied what we call group technology and cellular thinking to organizations. He decentralized GM into independent market/product business units. His actions standardized entrepreneurial thinking and quantitative management by the facts by keeping risk-taking alive within a hierarchical, rule-bound, massive, decentralized corporation focused on financial performance.
Peter Drucker was a Renaissance man and guru’s guru of management. In the 1950s he was promoting the notion that workers should be treated as assets, not as liabilities to be eliminated. Drucker was promoting the vast contribution of professional knowledge workers long before anyone knew or understood how human capital would trump physical assets as the essential capital of the global economy.
Many Western organizations with an appreciation for industrial and systems engineering were also involved in many of the manufacturing improvements under our current umbrella of Lean such as rate-based and short interval scheduling, assembly-line balancing, two-bin replenishment systems, more efficient equipment and plant layout, motion and time studies, predetermined time standards, quick setups, preventive maintenance, downtime reduction, quality improvement, and continuous flow that supposedly originated in Japan. This occurred in an era when there were no buzzwords other than the standard industrial engineering (IE) terminology, workplace improvement methodologies, and body of knowledge. Western IE efforts tended to be adversarial, exclusionary, and reactionary rather than prevention-based, with a major focus on cost cutting and maintaining the punitive, incentive-based piece-rate pay systems left over from the Taylor philosophy of manufacturing. The leaders and practitioners of this evolution were undoubtedly the most influential forces of the Toyota Production System (TPS).
During the earlier stages of this evolution of improvement in Japan, Sakichi Toyoda (the father of the Japanese industrial revolution and founder of Toyota Industries Co., Ltd.) was busy in the Toyoda Automatic Loom Works plant in the 1920s inventing numerous weaving devices including an automatic power loom that stops itself when problems occur. Today this concept is part of the Toyota Production System as Jidoka (autonomous automation). Toyoda also developed the concept of the “5 whys” which is commonly used in improvement activities today. World War II ended shortly before a scheduled Allied bombing run on the Toyota factories, but the company was on the brink of bankruptcy because of all of Japan’s other extreme economic difficulties.
During the latter stage of this evolution of improvement (the post-World War II era), Japan recognized that its recovery was highly dependent upon continuous improvement methodologies of the West. Dr. Deming and his expertise on statistical quality improvement, and Taiichi Ohno with his industrial and systems engineering background and visionary thinking from Toyota took center stage in business improvement. During this same period there were many other contributors to what we now label Lean. This included folks like Kauru Ishikawa, Armand Feigenbaum, Shigeo Shingo, Joseph Juran, Masaaki Imai, and others who are noted in the next stage of evolution of improvement.
Rather than listening to the wisdom of Deming and other U.S. manufacturing gurus, we exported quality and continuous improvement to Japan which was faced with post-war reconstruction issues related to manufacturing. Post-war Japan was severely constrained in terms of space, resources, time, cost, and their perceived low quality by the East. At Toyota, for example, there was a concern with quality and inventory levels, and the costs and space consumption associated with each. Emulating exactly what U.S. companies were doing was essentially not doable and unaffordable. This era was the birth of what was later to become popularized as the Toyota Production System. Much of the TPS is Taiichi Ohno’s evolution of basic industrial and systems engineering improvements aimed at the unique inventory, quality, space and natural resource limitations in post-war Japan. Recognize that the foundation of his work was people, innovation, and culture. Development and implementation of the TPS was a lot of work. Relentless, never-ending work. Work that went unnoticed by the Western world until it revolutionized global manufacturing by 1980. Toyota, Honda, Nippon, Sony, Mitsubishi, Canon, Hitachi, Kawasaki, Komatsu, and many other Eastern corporations mastered continuous improvement under the radar screen for years.
Thirty years ago organizations in the United States became painfully aware of the importance of quality improvement, and executives were scratching their heads as they watched the 1980 NBC documentary, “If Japan Can, Why Can’t We?” This was a mammoth wake-up call for business improvement. We watched Japan’s success at reducing setups, defects, cycle times, costs, and inventories based on improvement techniques introduced by Taylor, the Gilbreths, Ford, Shewhart, and Deming in the early 1900s. Suddenly there was a high degree of U.S. interest in improvement. This third stage of evolution is program-based improvement. This part of the evolution began in 1980 and has lost momentum with the 2008 economic meltdown. During this same period the Western high-technology industry and industrial globalization evolved. Improvement was initially motivated by the stiff competition from the Japanese automotive, consumer electronics, steel, machine tool, and several other industries.
Some of the improvement highlights and influences of this evolution include:
W. Edwards Deming is the father of the global quality revolution and the national folk hero in Japan, where he was influential in the development of the quality culture and the spectacular rise of Japanese industry after World War II. In the United States, he is known primarily for his “system of profound knowledge” which incorporates Deming’s 14 points—14 key principles for managers to follow to transform business effectiveness. The points were first presented in his book Out of the Crisis.
Taiichi Ohno was the inventor of the Toyota Production System which incorporates many of the manufacturing philosophies of what we know as Lean manufacturing. Ohno and Toyota evolved Western IE fundamentals to breakthrough levels of application and results.
Shigeo Shingo was a Japanese industrial engineer and consultant most well known for his famous SMED system (single minute exchange of dies) which revolutionized setup reduction and mistake-proofing equipment. He is also known for writing about, and introducing the Western world to the Toyota Production System and the Shingo Prize, the premier award for operations excellence which was created in 1988 at Utah State University.
Kauru Ishikawa introduced the concept of quality circles in 1962 in conjunction with the Japanese Union of Scientists and Engineers (JUSE). He is best known in North America for the Ishikawa or cause-and-effect diagram (also known as the fishbone diagram—see this link for additional information: http://asq.org/learn-about-quality/cause-analysis-tools/overview/fishbone.html) that is incorporated into Lean and Six Sigma and used in the analysis of industrial processes.
Joseph Juran taught courses in quality control and ran round-table seminars for executives around the world. In 1951 he published a book, Quality Control Handbook, which attracted the attention of the Japanese Union of Scientists and Engineers, which invited him to Japan to consult with many companies.
Masaaki Imai popularized the methodology of Kaizen in his famous books, Kaizen and Gemba Kaizen. The origins of Kaizen come from post–World War II reconstruction efforts when Allied forces sent engineers to Japan to teach a course titled “Improvement in 4 Steps” (Kaizen eno Yon Dankai). They also installed an improvement program in Japanese companies called the Training Within Industry Program (TWI).
Oliver Wight was a thought leader and educator in the evolution of material requirements planning (MRP) into MRP II, which has become the standard enterprise requirements planning (ERP) and IT architectures in organizations today.
Eliyahu Goldratt is the father of the theory of constraints (TOC) and is credited with building awareness of constraints in manufacturing and how it negatively affects total system throughput, cost, and cycle time. His book The Goal became a standard manufacturing read and a great success.
Michael Hammer was the proponent of a process-oriented view of business management. His book Reengineering the Corporation promoted a simple but academic approach to radical improvement: Simplify, automate, or obliterate.
Bill Smith is known as the father of Six Sigma. Developed at Motorola in 1986, Six Sigma is a set of statistical engineering techniques and tools for process improvement. In the 1990s Motorola further developed Six Sigma by introducing a special infrastructure of people within the organization (“champions,” “black belts,” “green belts,” “yellow belts,” etc.) who are experts in these methods. Companies such as GE, Motorola, Caterpillar, JPMorgan Chase, Honeywell, Ford, Raytheon, and many others have achieved incredible success with Six Sigma.
There are many influencers that we could add to our wall of fame for this stage of the evolution: James Womack, Norman Bodek, Mikel Harry, Armand Feigenbaum, Seiichi Nakajima, Romey Everdell, Nick Edwards, Dorian Shainin, Genichi Taguchi, Richard Schroeder, Joseph Orlicky, George Plossl, Steve Zinkgraf, and hundreds of other passionate practitioners.
In case you were not around or not paying attention, there is a disturbing trend in this last evolution of Western improvement. History is informative, but it is much more useful if we can learn from it to our advantage for the future. A deeper dive into the why why why, why, why in all of this is very revealing in terms of how Western organizations must improve how they improve.
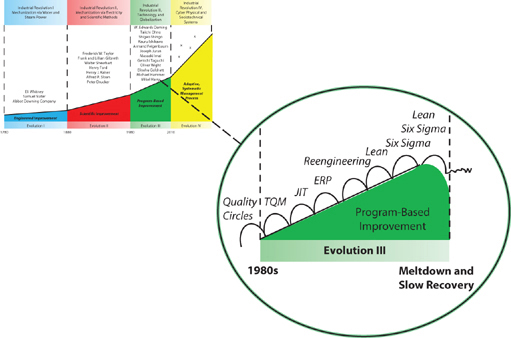
Figure 1.2 is an exploded view of our program-based improvement evolution. During this stage of evolution of improvement, organizations went through a lengthy succession of different discrete improvement programs like Deming’s PDCA and quality circles, total quality management (TQM), just-in-time (JIT), enterprise resource planning (ERP), reengineering, Kaizen, Lean, Six Sigma, Lean Six Sigma, and dozens more. Each of these improvement initiatives had their moments of popularity and sporadic successes followed by their discrete birth-death life cycles. For the first time, many manufacturing and service organizations viewed their hourly employees as valued partners in improvement. Through these experiences of each successive program, organizations became increasingly skilled in the methodologies and tools of improvement with good results—for a while. One executive shared his perspective on improvement with me recently:
Figure 1.2 The Birth-Death Life Cycles of Western Improvement
American executives never took the time to understand the essence of Deming’s PDCA cycle. They were hasty and jumped on the long bandwagon of improvement programs. What happened? The P was oversimplified, the D was too long and scattered all over the organization, and the C and A were nonexistent. There was never any system to the Western way of improvement.
The degree of success and the length of the life cycles of improvement varied from organization to organization. These life cycles have been disrupted over time by multiple leadership changes with leaders with different agendas, and other opportunities for improvement through globalization, technology, outsourcing, customer relationship management, automation and robotics, and other popularized business movements. These birth-death patterns have arisen by organizations’ missing the integrated system, the human spirit, and the soul of improvement. Organizations have inoculated themselves from continuous improvement through a long string of failed fad programs and an oversimplified mimicking of improvement tools. Every organization claims to have its mumbo jumbo incantations of a Lean program, but the substance and results are just not present. Keeping this alive and unchanged also inoculates organizations from continuous improvement. Lean becomes a meaningless ritual, a non-value-added, “Yep we’re already doing Lean” activity. I walked into a company lobby one day and observed its Lean mission poster and a performance chart that had not been updated for months. When no one was looking, I wrote on the chart, “Please update me.” I returned a week later and there was a new version of the same outdated chart without my comment. Today, very few Western organizations can claim a successful and sustainable run at continuous improvement that compares to Toyota’s constancy of purpose and success. By the way, Toyota is the only organization in the world that has been on a uniform, evolving journey of continuous improvement with a single strategy and purpose.
The root causes of these birth-death cycles of improvement are a function of Western executive behaviors, choices, and actions:
When things are great, improvement is the first casualty because it is perceived to be no longer necessary. The high-technology industry is a good example of this period. Double digit revenue growth and margins produced enormous profits while hiding the sins of waste. Everyone’s focus was on top-line growth and not waste reduction. In this mode, improvement programs become insignificant, check-the-box activities.
When things are bad, improvement is the first casualty because people are directed into instant firefighting and symptomatic problem solving and do not have the commitment and time to improve with structured and disciplined approaches. This mode sends a strong message that improvement is no longer important.
Between these two extremes, improvement has been supported by temporary and wavering commitments, token agreements, follow-the-leader fad programs, massive training, and more going-through-the-motions of improvement. Over time, executives and their organizations ride through many of these cycles, creating a separation disorder of improvement culture: People view improvement as an “in addition to” program rather than “an important and expected part of” their daily work.
From post–World War II to the late 1970s U.S. manufacturing became complacent. U.S. organizations stopped taking the deep disciplines of improvement seriously—the same disciplines that had enabled the United States to prevail in World War II. During this period a phenomenal rate of growth occurred in corporate and personal wealth, primarily from the emergence of high-technology industry. The top-line revenue growth and high margins of corporations took care of covering other problems, and waste became an expected, institutionalized cost of doing business. The same opportunities for improvement being aggressively pursued by Japanese manufacturers were present in Western organizations, but industrial engineering departments were diminished to an insignificant function or eliminated in order to reduce overhead spending. Many were decentralized to functional engineering support and management positions where their previous emphasis quickly became overrun by day-to-day crises. The purpose and sense of urgency to improve were secondary priorities. America was the dominant global superpower with very little competition. Shutting down lines to fix problems or running out of inventory or a shortage of employees was taboo. America ran with a “buffered waste” model of production. Why was there a need to change the business model? America’s success bred a false overconfidence in future success.
At the same time, Japan was evolving Western quality and continuous improvement methodologies to rebuild itself. It pursued continuous improvement like a religious movement and mottainai—the Japanese term conveying a sense of regret concerning waste.
World War II left Japan a country of rubble and ashes that could not manufacture anything, and its people were starving. Whatever could be made and exported from Japan was perceived to be low-quality junk by Western standards. The purpose and sense of urgency to improve was extreme and visible in daily life. Out of necessity the Japanese eliminated waste and maximized the value-added content of work. Japanese executives and their borrowed gurus implemented continuous quality and process improvement as a universal philosophy and cultural standard of excellence. Through the combination of economic interventionism of the Japanese government, a renewed national pride, and U.S. support to rebuilding their manufacturing infrastructure, Japan quickly rebuilt its manufacturing base under the radar of foreign competitors, and catapulted itself into the world’s second largest economy (after the United States) by the 1980s.
The result of this evolution of improvement was sheer Western panic. The Japanese miracle delivered the wake-up call by gaining market share over U.S. competitors. Loyal Ford customers were now driving a Toyota, Honda, or Nissan. Tradespeople were upgrading their Black and Decker, Sears, and DeWalt power tools for Ryobi, Hitachi, and Makita. Music enthusiasts were upgrading from their Fisher, Marantz, and Realistic stereo receivers to Sony, Panasonic, and Pioneer. Photographic enthusiasts were drawn to the quality and simplicity of Canon, Olympus, Minolta, and Pentax automatic cameras. Owners of Admiral, RCA, and Zenith televisions replaced them with Sony, Sharp, Mitsubishi, and Toshiba brands. Caterpillar versus Komatsu. New Holland versus Kubota. And the list went on and on. Suddenly there were several executive field trips to Japan to tour factories and learn about Japanese manufacturing techniques. Executives observed the physical mechanics and learned the terminology of Japan’s manufacturing improvements without realizing their origins. They did not realize that what they were observing for the most part was a higher-order paradigm of fundamental industrial engineering operating at its max. Translated books about single-point improvement tools—e.g., kanban, cellular manufacturing, one-piece flow, SMED (single-minute exchange of die), pull scheduling, TPM (total productive maintenance), Kaizen, 5S (sort, set in order, shine, standardize, sustain), etc.—and a dozen more books about Toyota, Honda, and other successes were published. Consultants popped up everywhere offering training on the various du jour programs and their associated jargon, methodologies, and tools. Western organizations implemented continuous quality and process improvement with a more hasty and cursory, program-by-program approach because this is what people observed on the surface when they visited Japanese plants. They could neither see nor appreciate the deep cultural foundation that Toyota and other companies created to power their efforts. Nor did Western organizations have the patience to develop the behavioral and cultural attributes to keep the continuous in continuous improvement.
Learning about the methodologies and tools is quick and easy; the perceived simplicity lead many Western executives to believe that their organizations could offset Japan’s 35-year evolution of continuous improvement by fast implementations of the same methodologies and tools. Western organizations simply emulated Japan’s manufacturing excellence successes with a focus on the methodologies and tools themselves. In 1980 Western organizations were eager to catch up and were not willing to work at it for the next 35 years.
Collectively, these various improvement programs have served as drivers to clean up many inefficient Western manufacturing environments related to quality, excess inventory, space, and delivery performance. Many American companies that were direct competitors of Japanese manufacturers have reinvented themselves and have made a great comeback during this evolution, with their hard work being answered by the next challenge of outsourcing. The stream of new references continues: The Toyota Way by Jeffrey Liker (2004), Toyota Culture by Jeffrey Liker and Michael Hoseus (2005), and Toyota Kata by Mike Rother (2009). These books continue to play back Japan’s history of improvement. Like Six Sigma and belts, Kata is nothing more than an advanced martial arts spin on Deming’s PDCA (plan-do-check-act) cycle. We reference Toyota throughout this book because it is the grand master of continuous improvement. Toyota is not the sole inventor of the topic of improvement, but it is without a doubt the innovator and sustaining practitioner of improvement. Toyota has a running 70-year track record of continuous improvement that overshadows the Western rate of progress with no end in sight. Today many executives are waiting for the next magic improvement bullet or have decided to improve through emerging technology or via outsourcing manufacturing, design, software development, customer service, and other strategic functions to China and other third-world countries.
The history of improvement reveals a portion of the path to future success with improvement. History reveals that many of the basic fundamentals are timeless—and are never mastered to their fullest potential. History provides a slice, albeit a very important slice, of the future of improvement. History provides some of the enduring design guidelines for architecting the next generation of Lean and continuous improvement. To be successful with the next generations of Lean and continuous improvement, organizations must architect a new systematic process of improvement that also factors in emerging and future business requirements. Although the world of business is evolving at warp speed, several fundamentals of improvement success remain the same.
Let’s talk specifics and list the individual lessons about improvement that are presented in this chapter. These serve as fundamental and timeless design criteria for the future of improvement.
1. Improvement is and always has been purpose- and needs-driven. It is the leaders’ role to keep the mission, vision, purpose, and recognition of needs in front of their organizations. It is also their role to create the motivation and sense of urgency required to change through continuous communication and reinforcement. This is Deming’s “constancy of purpose,” a point that organizations must master in the future.
2. Improvement is first and foremost a philosophy and an operating culture. Throughout history improvement has evolved as a result of creativity and innovation—and not the means (e.g., methodologies and tools) of improvement. Tools do not create this operating philosophy; people do. These fundamentals of continuous improvement are like gospel; they do not change. This is why many successful executives make analogies between continuous improvement and religion.
3. Continuous improvement (regardless of the label) is a continuous, full-time effort. Whether it is Taylor’s scientific methods, Deming’s PDCA, Six Sigma’s DMAIC (define-measure-analyze-improve-control), or Toyota’s Kata—these are all continuous structured cycles of improvement. The intent of these structured problem-solving models has always been to foster a culture of relentless, never-ending improvement. This is achieved by 100 percent leadership commitment, 100 percent organizational acceptance as the standard code of conduct, 100 percent engagement 100 percent of the time, and 100 percent of an organization’s capacity for ingenuity, creativity, innovation, and talent development. This is the big differentiator of improvement between Toyota and Western organizations.
4. The most successful developments in improvement include leadership, science, technology, and intellectual capital working together toward a unified goal. Stated another way, improvement is a cohesive, systematic sociotechnical management system. Improvement is suboptimized when these critical success factors are separated (e.g., improvement just through leadership mantras, just through tools, just through technology, just through teams, just through other single-point approaches). History demonstrates that the influencers of every evolution of improvement have been on a continuous journey of improving how they improve. Improvement is a state in time; what makes it successful is its continuous nature.
5. The Western world and namely the United States were home to the prime inventors, authors, and practitioners of continuous improvement as we know it today. The respective scientific and engineering methodologies and tools of improvement (the means) have remained basically the same for the past century. The origins, background, and fundamental methodologies of Lean and continuous quality and process improvement have a long history of development and evolution within the industrial, mechanical, manufacturing, and systems engineering disciplines. Toyota has kept culturally and architecturally in tune with this evolution of improvement.
6. What we refer to as Lean and TPS (the Toyota Production System) were really invented in the Western world as long as a century ago or more. The difference in recent times is that Toyota evolved and actually implemented these concepts as the operating and cultural foundation for doing business, while Western organizations have emulated the specific methodologies and tools through a number of fad programs (TQM, JIT, TPM, SMED, Lean, etc.). Toyota’s improvement efforts have been truly continuous as an operating philosophy and system.
7. In retrospect, the repeatable, short-lived program-based improvement approaches of Western organizations have been wishful thinking. Many organizations have put their employees through dozens of confusing, fad improvement programs and their associated arsenal of tools and terminology. It is impossible for organizations to create a permanent cultural standard of excellence with these superficial approaches to improvement.
8. Improvement requires an exploratory mindset and culture—one that constantly learns and becomes comfortable with complexity and uncertainty, which opens up the mind’s eye to new challenges and opportunities. Lean and continuous improvement are a mindset, not a toolset. The right methodologies and tools under the broader topic of improvement are the means to a continued and successful journey that never ends. The talent resides within people, not tools. Success is about developing and nurturing the right improvement Kata.
9. The United States and Western organizations have lost improvement ground with their instant gratification approaches and their fanatical focus on decoupling and branding individual tools. Dozens of twentieth-century pioneers of industrial process and quality improvement created an extensive body of knowledge called industrial and systems engineering. The whole of industrial engineering was exported to Japan after World War II. By the 1980s it was being imported back to Western organizations in the form of individual translated tools and applications. Western organizations have spent decades building single-point improvement programs from the tools themselves. Organizations have spent too much time, effort, and money on intellectual exercises and debating the relative value of various methodologies and tools. There are hundreds of articles about the superiority of value stream mapping, why kanban is, and is not compatible with ERP, why you should begin with 5S, Lean is easier than Six Sigma, Lean versus TOC, Kaizen versus DMIAC, or the right sequence of tools to use to begin a Lean journey. Others argue that Six Sigma should be avoided because Toyota does not use Six Sigma. Does anyone really believe that Tagucchi developed his experimental design methodologies just so he could send them to Motorola for inclusion in Six Sigma? Make no mistake about it: Toyota has adapted data-driven analytical problem solving for decades without the fancy labels. It just does it! Many practitioners run around pulling a tool out of the toolbox and then looking for a problem to solve. Some refer to this approach as “fools with tools.” No single-point tool is all exclusionary or all inclusive. Organizations must return to the integrated body of knowledge way of thinking about improvement.
10. The architecture and process of how organizations improve have not changed in decades and are now obsolete. Western organizations have followed an approach that is best described as the big bang, top down, executive mandated, talk-the-talk, token agreement versus true commitment, train the masses, launch across the entire organization, require strict compliance, get the belt or certificate, move on to the next program. This huge process often replaces the original objective of improvement. Going through the motions of this model often creates resource conflicts and overloads, with dozens of lengthy projects always in process but with questionable benefits. Lean, Six Sigma, and other improvement initiatives that are structured in this manner eventually become hierarchies of overhead, detractors to improvement, and questionable value contribution efforts. This explains part of why management loses interest and commitment in light of other conflicting business needs and abandons such efforts or moves on to the next vogue program. This approach is definitely not a systematic management system.
History underscores common threads of failure with improvement. Western organizations have been on a path of improvement that is fascinated with colored belts, sensei certificates, rebranded fad programs, tools, and more tools. These approaches have produced temporary success but have failed to create the much needed, autonomous and continuous, culturally grounded systematic way of thinking about improvement. Before our very eyes are the fundamental and timeless design criteria that create the foundation for a better systematic process of improvement. Organizations that are missing committed and unwavering leadership and constancy of purpose will continually take a ride down the maturity and death side of the improvement cycles. Herein lies a major objective of this book: How can we help organizations reverse this trend and implement a permanent, adaptive systematic process of improvement? How can organizations create the right improvement Kata that keeps this process running at full speed—equal to or superior to the Toyota Production System? How can organizations address new and higher-order business improvement requirements of the more complex global, knowledge- and technology-based processes? How can organizations evolve from a production system to a for-real, business system approach to strategic improvement? The answers to all these questions are provided in great depth throughout the book.
What about the Shingo Institute prizes and Industry Week’s Best Plants Awards? Where are these organizations today? A few years back, people were asking the same questions of Baldrige winners. Some have even criticized the value of these awards. Personally, I admire the people and organizations that win these awards. These are all very noble accomplishments for a particular moment in time based on an assessment of using specific methodologies and tools, but they do not guarantee long-term success. Remember that the impressive winners represent a very small piece of the total manufacturing population. The majority of Lean initiatives in organizations are not even remote contenders for these prestigious awards. Many previous winners have all but abandoned their Lean initiatives with multiple changes in leadership, business conditions, and priorities. A few winners continue to triumph far beyond the original awards (Ahrens, Flextronics, Lincoln Electric, Avery Dennison, General Cable, GE, Harley Davidson, Motorola, IBM, Deere, Lockheed Martin, Raytheon, Dana, Boeing, Johnson Controls, Visteon, Emerson Electric, Caterpillar, Honeywell, and dozens of other great organizations). All these organizations continue to face the same or greater operating obstacles as organizations do everywhere else, yet they continue to lead and win at improvement.
Another trendy movement today is something called XPS which stands for X (your company name) production system. The intent of XPS is to institute a corporatewide system that aims to create an operational system of improvement. Many multinational companies like the Bosch Production System, Boeing Production System, Audi Production System, Lego Production System, John Deere Quality and Production System, Alcoa Business System, REC Production System, Electrolux Manufacturing System, Danaher Business System, and others are successful XPS examples. The majority of XPS systems in other organizations are simply copy-and-paste efforts and superficial imitations of the Toyota Production System or the XPS of other successful organizations. Some organizations have chosen the brand names “X business system (XBS)” or “X management system (XMS).” A closer look at many of these initiatives reveals that their XPS, XBS, and XMS are simply Lean renaming exercises and that the companies are going through the same motions with the same recipe of tools and template-based approaches. Most are narrowly focused on Lean manufacturing. These organizations have simply renamed their same process of improvement and are expecting different results. New acronyms might create a sense of improvement and renewal, but they are often fallacious solutions to much more complex leadership, cultural, and operating problems. Organizations that have created a true, successful XPS, XBS, or XMS openly admit to the continued challenges of keeping momentum and results high and maintaining their status on the Lean leaderboard.
As we mention earlier in this chapter, Western organizations have reached a historical tipping point with Lean and continuous improvement in general. The present global economic situation and in particular the rising debt and political uncertainty of the U.S. economy has caused many organizations to pull back on their formal improvement initiatives. A recent executive comment drives this point home:
Our industry has set aside Lean due to being forced to look at more short term problems. I think we will be in this mode for the next two years or so. Then we will rebuild our Lean program and value-focused methods once the immediate impact of the current situation subsides. I believe then that some of the gains made in the previous three years can be recovered.
Wrong! Everyone knows that statements like these make no sense. But too many organizations are spending more time getting out of recurring jams or immediate trouble than solving problems via a structured and disciplined, universally accepted approach (the cultural standard of excellence) yet they call it “improvement.” Other executives make empty claims that people are using the huge investment in Lean, Six Sigma, and continuous improvement skills in autopilot mode. Their people are the first to admit that they are missing the leadership commitment, time, and resources to do the right things right the first time. And they are totally frustrated by the firefighting trap they find themselves in. Winging it based on opinions and perceptions sometimes works and meets management’s immediate timetable, but it destroys commitment, loyalty, and team spirit when people feel that they are being undermined in trying to do their best job. People will never feel a sense of pride and accomplishment when they are forced to take symptomatic actions that (they know) do not fix problems. Most of the time these problems keep returning as larger problems. One executive offers his thoughts:
We don’t need Lean or Six Sigma because we already know our problems, and we are good at fixing these problems every time they occur. We have real jobs to worry about here before we think about Lean and besides—Lean is not in my goals and objectives.
It is both unfortunate and sad when leaders are allowed to interpret executive directions in this manner because these actions have far-reaching consequences for people in organizations. There are so many executives running their organizations as if they were 90-day wonders. Short-term profit-and-loss (P&L) and cash flow performance temporarily hide the hidden waste in organizations when improvement is moved down on the priority list. Great organizations understand that success involves much more than hitting the numbers. When organizations sit on cash and refuse to advance Lean and disciplined improvement in general in their organizations, this is the modern-day equivalent of a “robber barons” strategy. Many organizations have decided to postpone investments in future infrastructure in favor of performance bonuses in this uncertain economy.
Procrastination, postponement, complacency, and abandonment are losing strategies for improvement. History demonstrates that the piper always comes a-calling with significant consequences such as lost customers, excess and obsolete inventory, warehouses full of defective product, warranties, returns and allowances, hidden financial variances, unplanned discounts, cannibalized equipment bone yards, nontransacted material review board (MRB) and return to vendor (RTV) stockpiles, invoicing errors, and uncollectable accounts—all of which remain hidden until they hit the bottom line. Unfortunately, accounting rules allow management to conveniently perform “accounting heijunka” (i.e., level out the numbers) and pretty up the financial statements, while putting the burden on the next leadership regime to explain away these wastes with write-offs and restructuring costs. These costs are very real but invisible—and it’s all avoidable waste and incremental profits. The piper never seems to be paid by those who allowed these wastes to accumulate in the first place.
Continuing while adapting and changing the process of improvement is the winning strategy of improvement. This all points to the serious need to change the process of improvement in order to meet new requirements and operating criteria of our competitive world. The answer is not abandoning or postponing improvement; it comes down to rethinking the process of how organizations achieve the desired results. Organizations can rediscover Lean and continuous improvement as critical enablers of success across all time frames: immediate, short term, long term (which is about 12–18 months these days). It all comes down to replacing an outdated model of improvement and architecting a new and adaptive model of improvement by improving how we improve. For Western organizations, this next evolution of improvement is an adaptive systematic process that recognizes the soul and spirit of improvement throughout the entire enterprise and views continuous improvement first and foremost as a cultural standard of excellence.
Organizations and their people typically have different perspectives of and motivations for improvement and how it should be rolled out. In the absence of a cohesive systematic process, formal improvement initiatives can (and have) run astray very quickly and in many different directions. Organizations will never get continuous improvement right by a copy-and-paste strategy or by slapping a new label on what they have been doing all along. The challenge is about evolving a higher-order philosophy of improvement and cultural standard of excellence (Kata)—the soul of the greatest organizations in the world. The soul of improvement emphasizes the immaterial essence, animating principle, and moral purpose of the total organization’s existence and not the quick wealth of a few individuals.
Executives have a moral obligation to build great organizations and encourage and develop superior talent. They also have the moral obligation to swing the leadership pendulum back to a state where the whole organization benefits both short and long term. The Puritan values and characteristics of Western culture have evolved over three centuries. Their origins are from the industrial revolutions in Europe and the United States. These basic human values and beliefs are timeless; these values turned a handful of small American colonies into the greatest economic and political power on earth. Many countries around the globe have been influenced by these fundamental cultural values. Puritan roots are synonymous with energy, social mobility, competitiveness, and capacity for innovation. In recent times, many of these basic Puritan values are being replaced by charlatan values that focus more on instant gratification, short-term financial success, personal prosperity, and other get-rich-quick mindsets. Generally there are no shortcuts to success; Charlatan success is success that benefits a subgroup at the expense of the whole. The next greatest generation is already busy developing direct digital and additive manufacturing technologies (3D printing); reshoring manufacturing jobs back to the United States based on fully loaded costs versus labor rates; integrating improvement, and emerging technologies within the high-impact professional, knowledge-based transactional processes and using technology to transform traditional manufacturing and storefront businesses into large software logistics organizations that happen to have physical and human assets attached to them (e.g., FedEx, Apple, Amazon, Google, Williams-Sonoma, Dell, Walmart, Staples, Best Buy, Deluxe, etc.).
It is time to break the old mold of improvement and innovate a superior, for-real Lean Business System. The need for strategic and operating improvement never goes away, and there are millions upon millions of new improvement opportunities in this economy—particularly in customer service and order fulfillment, global supply chain management, new product development, software development, product management, R&D and innovation, sales and marketing, outsourcing and supplier management, technology-enabled improvement, global operations, distribution and logistics, facilities management, and all other professional knowledge-based enterprise processes.
Burton, Terence T. 2012. Out of the Present Crisis: Rediscovering Improvement in the New Economy. CRC Productivity Press, New York.
The Center for Excellence in Operations, Inc. (CEO). 2013. Tell-Tale Signs of a Failing Improvement Initiative. Blog on www.ceobreakthrough.com. New Hampshire.
The Center for Excellence in Operations, Inc. (CEO). 2015. A History of Lean and Continuous Improvement. White paper on www.ceobreakthrough.com. New Hampshire.
Deming, W. Edwards. 1982. Out of the Crisis. MIT Center for Advanced Engineering Study, Cambridge, Massachusetts.
Ford, H., and Bodek, N. (Foreword). 2002. Today and Tomorrow, Commemorative Edition of Ford’s 1926 Classic. Taylor & Francis, Boca Raton, Florida.
Goldratt, E. 1986. The Goal: A Process of Ongoing Improvement. North River Press, Great Barrington, Massachusetts.
Hammer, M. and Champy 1995. Reengineering the Corporation. Harper Collins, New York.
Imai, M. 1986. Kaizen—The Key to Japan’s Competitive Success. McGraw-Hill, New York.
Imai, M. 1997. Gemba Kaizen—A Commonsense Approach to a Continuous Improvement Strategy. McGraw-Hill, New York.
Juran, J. 1951. Quality Control Handbook. McGraw-Hill, New York.
Liker, J., and Franz, J. 2011. The Toyota Way to Continuous Improvement. McGraw-Hill, New York.
Rother, M. 2010. Toyota KATA. McGraw-Hill, New York.
Taylor, F. W. 1911. The Principles of Scientific Management by Frederick Winslow Taylor. A monograph. Harper & Brothers, New York.
Womack, J., and Jones, D., Roos, D., and Carpenter, S. 1990. The Machine That Changed the World. Free Press, a division of Simon & Schuster, New York.
Zandin, K., and Maynard, H. 2001. Maynard’s Industrial Engineering Handbook. 5th ed. McGraw-Hill, New York.