Here’s a chance to put all these welding and cutting techniques to use. The following chapters have directions for creating 23 different projects. Each contains a detailed cutting list, technical drawing, and step-by-step directions.
Among the shop projects you will find a sturdy welding table and a handy welding machine cart. The lighting projects feature a variety of candleholders and lamps. Included in the furniture projects are a delightful wine rack and a handy solution to creating a coffee table out of a slab of stone or wood. The outdoor projects will spark your creativity with an add-your-own-found-objects gate.
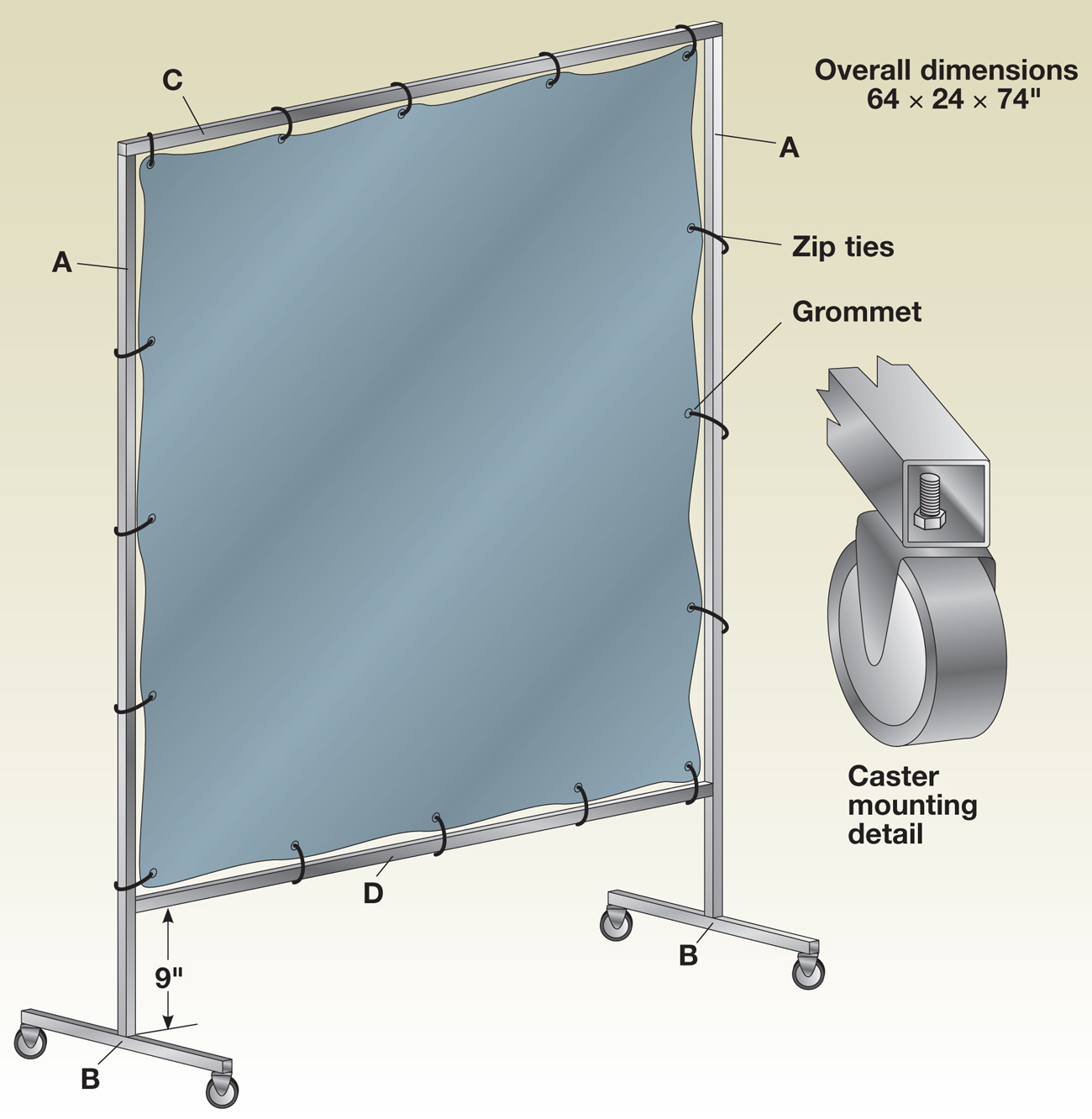
For arc welding and plasma cutting, it is very important to screen your work area so other shop workers, passersby, family members, and pets are not exposed to the damaging rays. This rolling curtain is quick and easy to make, and it offers the necessary screening while you work. You can purchase ready made welding tarps in a variety of colors, shapes, and sizes (see Resources, page 140). Or you can make your own welding tarp with 12-ounce cotton duck, fire retardant, and grommets.
| PART | NAME | DIMENSION | QUANTITY |
| A | Sides | 1 × 1" square tube × 72" | 2 |
| B | Wheel supports | 1 × 1" square tube × 24" | 2 |
| C | Top crossbar | 1 × 1" square tube × 64" | 1 |
| D | Bottom crossbar | 1 × 1" square tube × 62" | 1 |
| Sixteen gauge or “thin wall” tube is sufficient for this project. | |||
1. Clean all parts with denatured alcohol, acetone, or degreaser. Prepare weld joint areas by wire brushing until shiny.
2. Cut the sides and wheel supports (A & B) to size.
3. Clamp one side piece to the work surface. Center a wheel support at the end of the side piece to form a T.
4. Check for square and tack weld along the butt joint between the two parts. Turn the assembly over and reclamp it to the work surface. Check that the wheel support is still square to the side piece. Make a final weld along the butt joint.
5. Repeat steps 3 and 4 to assemble the second side piece and wheel support.
1. Clamp a side and wheel support assembly to the work surface so the wheel supports hang over the edge.
2. Weld the T-joint between the wheel support and the side piece. Turn the assembly over and weld the second T-joint.
3. Repeat steps 1 to 2 for the second side and wheel support.
1. Cut the top and bottom crossbars (C & D) to size.
2. Place the top crossbar over the side pieces (see photo). Check for square, clamp in place, and tack weld.
3. Make a mark 10" up from the bottom of each wheel support. Align the lower edge of the bottom crossbar with the marks, check for square, and tack in place.
4. Flip the assembly over and check for square by measuring across both diagonals. If the measurements are equal, the structure is square. Clamp the assembly in place and complete the welds. Flip the assembly over and finish the welds on the other side.
1. Paint the framework, if desired.
2. Drill holes for the threaded post swivels, 1/2" from the end of the wheel supports. Install the casters.
3. Attach the tarp to the framework with zip ties.

Clamp the sides to the table with the wheel supports hanging over the edge. Finish weld the wheel supports to the sides, then weld the top and bottom crossbars to the sides. Make sure the plywood work surface does not have smoldering embers when you are finished.
Use it for arc welding, cutting, or oxyfuel welding—this welding table is a versatile addition to your shop. It is sized to allow you to work while sitting on a stool or while standing. You may want to check the scrap bin at the local steel yard to see what size plate steel can be gotten for a reasonable price. Some yards sell plate in 4 foot by 2 foot pre-cut sections that you can cut to size. Or you can have the piece custom cut. You can use material thinner than 3/16"—or thicker. Thicker material is better as the table top will have less distortion from the welding heat and the heat generated when you grind spatter off from the table top. You may be able to purchase a small piece of cutting grate; we’ve constructed our own. Use the sheet metal for the table top on top of sawhorses or a workbench as a work surface to build the rest of the table. You can enclose the area under the cutting table with sheet metal and a door to contain cutting slag and sparks.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Table top supports (front & back) | 1/8 × 1 1/2 × 1 1/2" angle iron × 24" | 2 |
| B | Table top supports (sides) | 1/8 × 1 1/2 × 1 1/2" angle iron × 24" | 3 |
| C | Cutting table supports (front & back) | 1/8 × 1 1/2 × 1 1/2" angle iron × 12" | 2 |
| D | Right side legs | 1/8 × 1-1/4 × 1-1/4" square tube × 36" | 2 |
| E | Left side legs | 1/8 × 1-1/4 × 1-1/4" square tube × 34 1/2" | 2 |
| F | Stretcher (rear) | 1/8 × 1-1/4 × 1-1/4" square tube × 36"* | 1 |
| G | Stretcher (sides) | 1/8 × 1-1/4 × 1-1/4" square tube × 21 1/2"* | 2 |
| H | Cutting table top | 1/4 × 1 1/2" flat bar × 23-7/8"* | 7 |
| I | Table top | 3/16" sheet metal 24 × 24" | 1 |
| *Approximate dimensions, cut to fit | |||
Weld the cutting table section to the table top assembly. The angle iron flange for the table top will face up to support the table top. The angle iron flange for the cutting table will face down to form a well to support the cutting table strips.
Cutting notches at the end of the side supports is easier than cutting 45° miters and provides more welding surface area.
1. Cut the table top supports (A & B) and cutting table supports (C) to size. Cut 1 1/2" notches at each end of the three side supports (B) to create a 90° angle joint.
2. Place the table top front support (A) and a table top side support (B) together to form a right angle. Check for square and tack weld.
3. Repeat step 2 using the table top back support and another side support.
4. Assemble these two right angles to make a square. Check all corners for square, and check the assembly for square by measuring both diagonals—they should be equal. If not, adjust the supports so the assembly is square.
5. Complete each outside corner weld, re-checking for square as you go. Flip the assembly over and complete the remaining welds of the joints.
The cutting table supports are positioned with the flange at the bottom to hold the 1/4" strips. The table top supports are positioned with the flange at the top to support the table top (see photo).
1. Place the remaining side support (B) and the front and back cutting table supports (C) at right angles to form three sides of a rectangle. Check the corners for square and tack weld the pieces together.
2. Assemble the pieces so the table top supports have the flange at the top, the cutting table supports have the flange at the bottom, and the cutting table supports are abutting the table top supports. Tack weld where the table top sides butt together (see photo). Turn the assembly over and weld the remaining joints.
1. Cut the legs (D & E) to size.
2. Measure the completed table-top. It may be slightly more or less than 24" deep and 36" wide. Adjust the stretcher lengths (F & G) to those measurements, minus the 1-1/4" for each leg thickness. Cut the stretchers to size.

Place the back stretcher between the right and left side leg assemblies. Make sure the stretcher is square to the legs, then weld in place.
3. Mark both sets of side legs 5" up from the bottom. Starting with the right side legs (D), place a side stretcher (G) between the legs with the bottom of the stretcher aligned with the 5" mark.
4. Align the stretcher at a 90° angle to the side legs and clamp the assembly to your work surface. Tack weld the top inside angle at each end of the stretcher.
5. Repeat this process for the left side legs.
1. Place the leg assemblies on their sides with the rear side down, and clamp to your work surface.
2. Position the rear stretcher (F) between the right and left leg assemblies, aligning the bottom of the stretcher with the 5" mark.
3. Align the stretcher at a 90° angle to the assemblies and clamp in place. Tack weld the inside angles (see photo, below left).
The right legs fit inside the corner made by the angle iron, while the left legs are set back 1/8" from the edges of the angle iron.
1. Turn the table top and cutting table assembly upside down, then set the leg assembly into it.
2. Clamp the pieces in place. Check for square on both sides, front, and back.
3. Tack weld all corners. Check for square again, then weld all pieces into place.
Tack welding the cutting table grating allows you to remove and replace the 1/4" strips as they become worn from the cutting torch.
1. Cut the cutting table top grating (H) to size.
2. Place a strip of grating into the well formed by the cutting table top supports, 1-1/2" from the table top edge.
3. Tack weld the top edge of the grating to the angle iron.
4. Place another grating strip 1 1/2" from the first strip and tack weld in place. Continue building the cutting table top in this manner until complete (see photo, above).
5. Grind down the welds on the top of the table top support assembly.
1. Place the table top (I) onto the assembly and tack weld twice on each side.
2. Weld the table top to the supports using 1" or 2" weld beads at both sides of each corner and twice along each side.
3. Grind down the welds, if desired. Wire brush, sand, or sandblast the entire table.
4. Paint the table, but do not paint the table top or cutting grate.
5. Install leg levelers as needed.

Tack weld grating strips to the angle iron every 1-1/2" to form the cutting table top.
You’ll want a cart for your GMAW or GTAW machine and gas cylinder—why not build it as your first project? It’s good practice, and the materials will cost much less than most commercial carts. If you keep your eyes open, you can probably pick up the angle iron for free the next time a neighbor throws away an old bedframe. Remember, however, to grind off the paint at the joints, otherwise you’ll have nasty fumes and poor quality welds.
Include a rubber pad and insulated chain for the gas cylinder (not shown) so an arc can’t accidentally be struck against the cylinder.
1. Cut the bottom front and back (A) to size. Cut the bottom side pieces (B) to size. Instead of mitering the corners, cut a 1 1/2" notch at each end (see diagram).
2. Arrange the front, back, and side pieces to form a rectangle. Check the corners for square, clamp in place, and tack weld the pieces together.
3. Measure diagonally across the corners to make sure they are square. If the measurements are equal, the base is square. If they are not, adjust the pieces until they are.
4. Clamp the base in place. Weld each outside corner. Turn the base over and weld each joint. Do not weld inside the base, as the weld beads will interfere with the tray and leg placement.
5. Measure the inside dimensions of the base and cut the tray (C) to size.
6. Insert the tray into the angles of the base. Tack weld the tray at points along the perimeter.
7. Turn the assembly over and place three 1" welds along each long side, and two 1" welds along each short side to join the tray to the base.
1. Cut the top front and back (D) and top side pieces (E) to size. Cut a 1 1/2" notch at each end of the side pieces.
2. Arrange the front, back, and side pieces to form a rectangle. Check the corners for square, clamp in place, and tack weld the pieces together.
3. Measure diagonally across the corners to make sure they are square. If the measurements are equal, the top assembly is square. If they are not, adjust the pieces until they are.
4. Clamp the pieces in place. Weld each outside corner. Turn the assembly over and weld each joint. Do not weld inside the top assembly, as the weld beads will interfere with the top and leg placement.
5. Measure the top assembly to allow a 1/8" setback on all sides, and cut the top (G) to size.
6. Grind down the welds and place the top over the assembly. Tack weld the top along the perimeter, then finish weld with two 1" welds per side.
1. Cut the legs (F) and brace (H) to size.
2. Turn the top upside down. Place a leg in one of the corners. Use a scrap piece of angle iron to assist in clamping (see photo). Make sure the leg is square to the top and tack weld into place.
3. Repeat step 2 to attach the other three legs to the corners of the top.
4. Place the legs and top assembly into the bottom assembly. The back legs should fit into the corners of the bottom assembly, and the front legs into the angles of the side pieces of the base.
5. Make sure the legs are square to the base, clamp, and tack weld.
6. Measure across the diagonals between the base and the top to make sure the unit is square. Adjust, if necessary, and finish welding the legs to the top and base.
7. Measure 12" from the bottom of the front legs Center the brace over the marks, check it for square, and clamp in place. Weld the brace to the front legs.
1. Sand and clean the cart, and paint.
2. Drill holes 2" in from the ends of the brace and attach the eyebolts. Use the threaded chain links to attach the chain.
3. Turn the cart over. Grind down the welds at the corners and attach the casters. If you are welding the casters, make sure you grind off the zinc coating.

Use a scrap of angle iron to hold the legs in place for tacking.
You can purchase a cylinder cart for your oxyfuel rig—your dealer might even give you a discount—but it’s fun and challenging to make your own. This cart is constructed with 1/8” stock, which is oxyfuel weldable, but we used GMAW. The base platform and back support can be flame or plasma cut. If you have access to a heavy-duty metal brake, you can make the base platform and back support from one 16-1/4 × 17-3/4” piece and bend it to 90° (allow 1/4” for the radius of the bend).
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Base back | 1/8 × 1 1/2 × 1 1/2" angle iron × 18" | 1 |
| B | Base sides | 1/8 × 1 1/2 × 1 1/2" angle iron × 10" | 2 |
| C | Base platform | 1/8" sheet × 10 × 17-3/4"* | 1 |
| D | Back support | 1/8" sheet × 6 × 17-3/4"* | 1 |
| E | Handle uprights | 1/8 × 1" round tube × 60"* | 2 |
| F | Handle | 1/8 × 1" round tube × 18" | 1 |
| G | Axle | 5/8" round bar × 22"* | 1 |
| H | Axle brackets | 1/8" sheet × 4 × 4 1/2" | 2 |
| I | Bracket supports | 1/8 × 1 1/2" flat bar × 8"* | 2 |
| J | Crosspieces | 1/8 × 1 1/2" flat bar × 17"* | 3 |
| K | Side supports | 1/8 × 1-1/4" flat bar × 24"* | 2 |
| L | Base support | 1/8 × 1 1/2" flat bar × 12"* | 1 |
| *Approximate dimensions, cut to fit |
After welding the base back and sides, cut the base platform and back support to fit, then weld them in place.

Tack the axle brackets to the base assembly. Insert the axle to check for proper alignment, then finish weld the bracket joints.
1. Cut the base back (A) and base sides (B) to size. Rather than mitering the corners, cut a 1 1/2” notch in each end of the base back (see diagram).
2. Mark and cut a triangular section off the front end of each base side to soften the edge.
3. Lay out the base back and sides to form a three sided rectangle. Square the corners and clamp the assembly to your work surface.
4. Tack the joints at both ends of the base back. Turn the assembly over and weld the corner and butt joints.
1. Measure the inside width of the base assembly and cut the base platform (C) and back support (D) to size.
2. Place the base platform into the base assembly and tack weld it into place along the base sides.(Do not weld along the base back, as that would prevent the back support from fitting flat against the base platform.)
3. Turn the base over and place two 1” welds along each side where the base platform meets the back and sides.
4. Set the base flat on the work surface, right side up, and place the back support upright against the inside of the base back (see photo).
5. Clamp the back support to the base back. Place three 1” welds on the back side of the support where it meets the angle iron.
6. Place two 1” welds on the inside T-joint, making sure not to weld within two inches of the corner.
1. Cut the axle brackets (H) to size.
2. Place the base assembly on its side and align an axle bracket along the top edge of the base side, resting it on top of the back support and extending 3” off the back side.
3. Measure 4” up from the bottom of the base assembly and 1 1/2” from the back edge to mark the axle location on the axle bracket. Drill, flame cut, or plasma cut a 5/8” hole at the mark.
4. Tack weld the axle bracket in place (see photo, above left). Insert the axle to check for proper alignment, then weld both sides of the T-joint between the bracket and the back support.
5. Weld the outside butt joint between the bracket and the base side.
6. Repeat steps 2 to 5 to weld an axle bracket to the other side of the base assembly.
1. Cut the handle uprights (E) to length.
2. Make a 20° to 30° bend in one of the handle uprights, 13” from one end, using a heavy-duty conduit bender. Bend the other handle upright to match.
3. Cut both pieces so the curve is 12” from the top end and the overall upright height of each is 48”. Grind the tops of both handle uprights so they fit around the handle tube.
1. Place a handle upright against the inside corner of the base assembly. Turn the handle so the curve points straight back. Tack weld the handle in place. Repeat this process for the other handle upright.
2. Cut the handle (F) to size.
3. Place the cart on its back. Set the handle against the cutouts in the handle uprights, keeping an equal amount of overhang on each end, and tack weld in place.
4. Finish weld the handle uprights to the base assembly. Place welds between the handle uprights and top back support, and between the handle uprights and axle brackets.
1. Measure and cut the crosspieces (J) so they are slightly recessed against the handle uprights.
2. Drill three 3/16” holes—one in the center and one on each end of one cross-piece. Place this crosspiece 21” up from the base.
3. Set the remaining crosspieces at 13” and 30” from the base on the forward side of the handle uprights, and weld in place (see photo).
1. Turn the assembly on its side. Place a bracket support (I) in position across the handle upright and the axle bracket. Mark the angles on the support and cut it to size.
2. Weld the bracket support in place against the handle upright and axle bracket.
3. Set the side support (K) in position against the base side and the handle upright. Mark the angles and cut to fit. Weld the support in place.
4. Turn the assembly on its opposite side and repeat steps 1 to 3.
5. Mark the angles and cut the base support (L) to size to fit between the base platform and the base back.
6. Center the base support from side to side on the base assembly. Weld both sides of each T-joint.
1. Center the axle (G) between the axle brackets. Place the wheels on the axle to make sure the wheels barely make contact with the floor (see photo, right).
2. Mark the axle for its final length and cut to size. Drill holes in each end of the axle to fit the cotter pins.
3. Center the axle between the axle brackets and weld in place.
4. Complete any unfinished welds.
5. Wire brush or sandblast the cart. Clean the cart and paint as desired.
6. Attach the wheels to the axle. Insert cotter pins in the axle holes.
7. Affix eyebolts with nuts in the 3 holes in the middle crosspiece. Attach the chain to the eyebolts with snap closures or threaded chain links.

Lay the crosspieces across the handle uprights at the proper heights. Weld the pieces to the uprights.

Trial fit the wheels before welding the axle into place. The wheels should just barely make contact with the floor.
This is a good project to make with angle iron from the discount bin at the local steel supply center. You can often buy short pieces for 10 cents a pound rather than the 30 to 50 cents you would normally pay. Take along your calipers or micrometer to measure thicknesses, as well as your measuring tape, cutting list, and tough gloves so you don’t get cut digging through the scrap pile.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Legs | 3/16 × 1 1/2 × 1 1/2" angle iron × 32" | 4 |
| B | Top | 3/16 × 1 1/2 × 1 1/2" angle iron × 8 1/2" | 4 |
| C | Bottom | 3/16 × 1 1/2 × 1 1/2" angle iron × 16" | 4 |
| D | Platform | 3/16 to 1/2" plate 8 × 8" | 1 |
1. Cut the top and bottom pieces (B & C) to length. Miter the corners at 45° or cut 1 1/2" notches into the pieces.
2. Assemble pairs of bottom pieces into right angles. Clamp the pieces to your work surface and tack weld at each corner.
3. Assemble the two right angles into a square. Check for square by measuring across each diagonal—if the measurements are equal, the assembly is square. Tack weld the corners.
4. Repeat steps 2 to 3 to assemble the top.
1. Cut the legs (A) to size.
2. Place the bottom assembly on your work surface and loosely clamp the legs into each corner.
3. Set the top assembly over the legs and clamp it in place. Make sure the top is level.
4. Mark each leg at the top and bottom where they cross the platforms (see photo).
5. Unclamp the legs and cut to size.
1. Place one leg on top of a corner of the bottom assembly and tack weld it in place. Tack weld the other three legs in the corners the same way.
2. Align a corner of the top assembly with the top of one leg and tack it in place. Tack weld the top assembly to the other three legs the same way.
3. Adjust the stand so the top is level. You may need to remove tack welds and grind down some angles.
4. When you are satisfied with the alignment, complete the welds. To minimize distortion, alternate between the sides, top, and bottom as you weld.
1. Cut the platform plate (D) to size. Drill four holes in the face to match your grinder mounting holes.
2. Set the plate over the top of the stand, aligning the edges with the outside of the top pieces. Weld the plate to the stand.

Assemble the grinder stand using clamps. Mark the top and bottom of each leg and cut to fit.
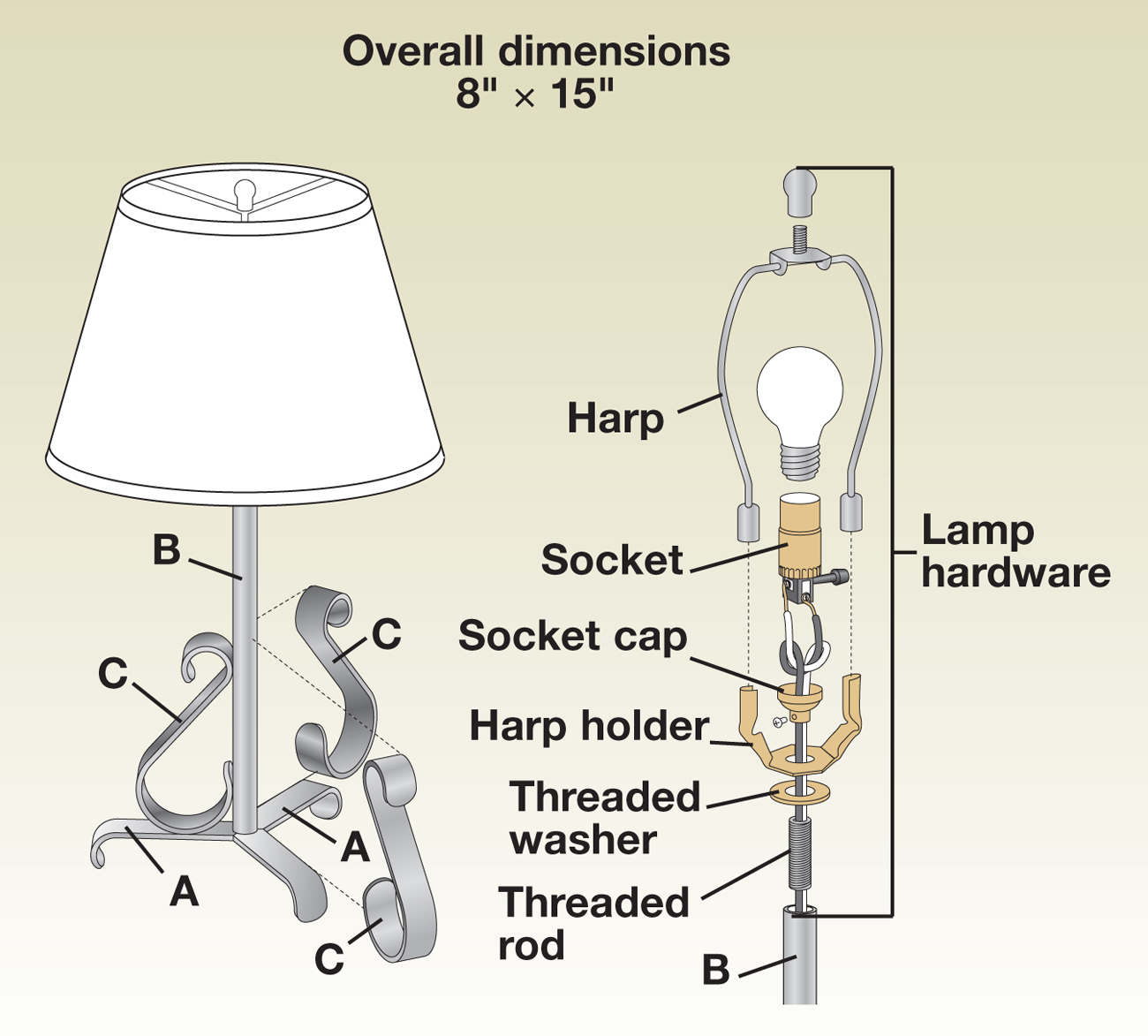
In this project, you will make simple scrolls—or you can purchase wrought iron scrolls from a wrought iron supplier or blacksmith. (See Metal Shaping Techniques, page 19, or Resources, page 140.) Either way, this makes a delightful little desk lamp.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Bases | 1/8 × 3/4" flat bar × 5" | 3 |
| B | Shaft | 1/2 " round tube × 9" | 1 |
| C | Scrolls | 1/8 × 1/2" flat bar × 12" | 3 |
1. Cut the base pieces (A) and shaft (B) to size.
2. Round one end of each base piece using a bench or angle grinder. Clamp the rounded ends to a 1/2" pipe. Curl the ends to form an arc.
3. Turn the base pieces upside down and arrange them so they are equally spaced at the 12, 4, and 8 o’clock positions (120° between adjacent pieces at their centerlines).
4. Use a grinder to shape the flat end on each base piece to fit against the other two legs. Once the pieces are fitted, center the 1/2" tube on the arranged pieces and mark around the tube.
5. Grind the legs so the tube fits in the shaped opening, but don't insert the shaft at this time.
6. Tack weld the undersides of the legs at each contact point.
1. Turn the base assembly right side up and insert the tube. Check for square and tack weld at three points.
2. Check for square again, adjust the pieces if necessary, and complete the weld around the base of the tube. (You can weld the tube from the bottom side only, but a solid weld all around the top looks nice.)
1. Cut the scrolls (C) to size.
2. Round both ends of the scroll pieces with a grinder.
3. Using a 1" pipe, make a 1" circle at one end of each scroll. Using a 2" pipe, make a 2" circle at the other end of the scrolls, facing the opposite direction. (Because of the springiness of the steel, the final circles will be slightly larger.)
4. Place one scroll against the base and the shaft, arranging it in a pleasing manner. Tack weld it in place where it touches the base and shaft.
5. Place and tack weld the second and third scrolls, taking care to align them carefully. When satisfied with the placement and alignment, tack weld on the opposite sides of the scrolls (see photo).
1. Clean up the welds, and apply the finish of your choice.
2. Tap threads in the top of the shaft (or weld a small nut to the top of the shaft), and insert the hollow threaded rod. Thread the wire through the shaft and rod. Thread the washer, and place the harp holder over the threaded rod. Screw on the socket cap, and tighten the set screw. Wire the fixture (see diagram). Press the socket assembly into the socket cap, place the harp in the harp holder, and install the lightbulb and shade.

Arrange the scrolls against the base and shaft, then weld the scrolls in place on both sides.
A welded lamp has a nice heft to it—with this 10" square base, it will be difficult to tip, no doubt! We used fully twisted rod because it creates a simple contrast of square twists and smooth rounds and is available in longer lengths. Partially twisted rod is also available. You also could use any of a variety of decorative hammered square bars or tubes from the sources listed in the Resource section on page 140. While you’re making a floor lamp, you could make a desk lamp to match. Just adjust the dimensions to fit.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Base | 3/16" sheet 10 × 10" | 1 |
| B | End caps | 3/16" flat bar 2 × 4" | 2 |
| C | Center post | 1/2" round tube 48-3/8" | 1 |
| D | Side posts | 1/2" twisted rod 48" | 2 |
1. Cut the end caps (B) to size. Cut the center post (C) and side posts (D) to size.
2. Mark the end caps at 3/4", 2", and 3 1/4" from one end. Make a mark lengthwise through the center of each end cap.
3. At the intersection of the 2" and the centerline marks in each end cap, drill a 1/2" diameter hole.
1. Insert the center post into the hole in one of the end caps. Check the post for square, then tack weld the post at the bottom.
2. Repeat step 1 to tack weld the other end cap onto the opposite end of the center post.
3. Stand the center post and end caps upright and carefully weld around the post.
1. Place the lamp assembly flat on your work surface. Center a side post over the 3/4" mark on one of the end caps. Check the post for square and tack weld in place.
2. Place the side post in position on the second end cap. Check for square and tack weld.
3. Repeat steps 1 and 2 to attach the second side post to the end caps at the 3-1/4" marks.
4. Square all the parts and complete each weld all around each post and end cap (see photo).
1. Cut the base (A) to size.
2. Make a line 3" in from each side of the base and 4" in from the top and bottom. Draw lines at 5" lengthwise and widthwise to mark the center point.
3. Drill a 1/2" diameter hole at the center of the base for the cord.
4. Weld a 1" ball 1/2" from the edges at each corner of the base for the feet.
5. Turn the base right side up. Clamp the post assembly to the base, centering the base on the lines marked in step 2. The holes for the cord should line up. If not, enlarge the hole in the base.
6. Tack weld the post assembly to the base on two sides. Check for square. Complete the fillet weld around the base. Weld toward the tack points to minimize distortion.
1. Grind down any spatter or uneven welds. Apply the finish of your choice.
2. Tap threads in the top of the shaft (or weld a small nut to the top of the shaft), and insert the hollow threaded rod. Thread the wire through the shaft and rod. Place the washer and harp holder over the threaded rod. Screw on the socket cap, and tighten the set screw. Wire the fixture (see diagram, page 92). Press the socket assembly into the socket cap, place the harp in the harp holder, and install the lightbulb and shade.

Make sure the posts are square to the end caps, then weld them in place.
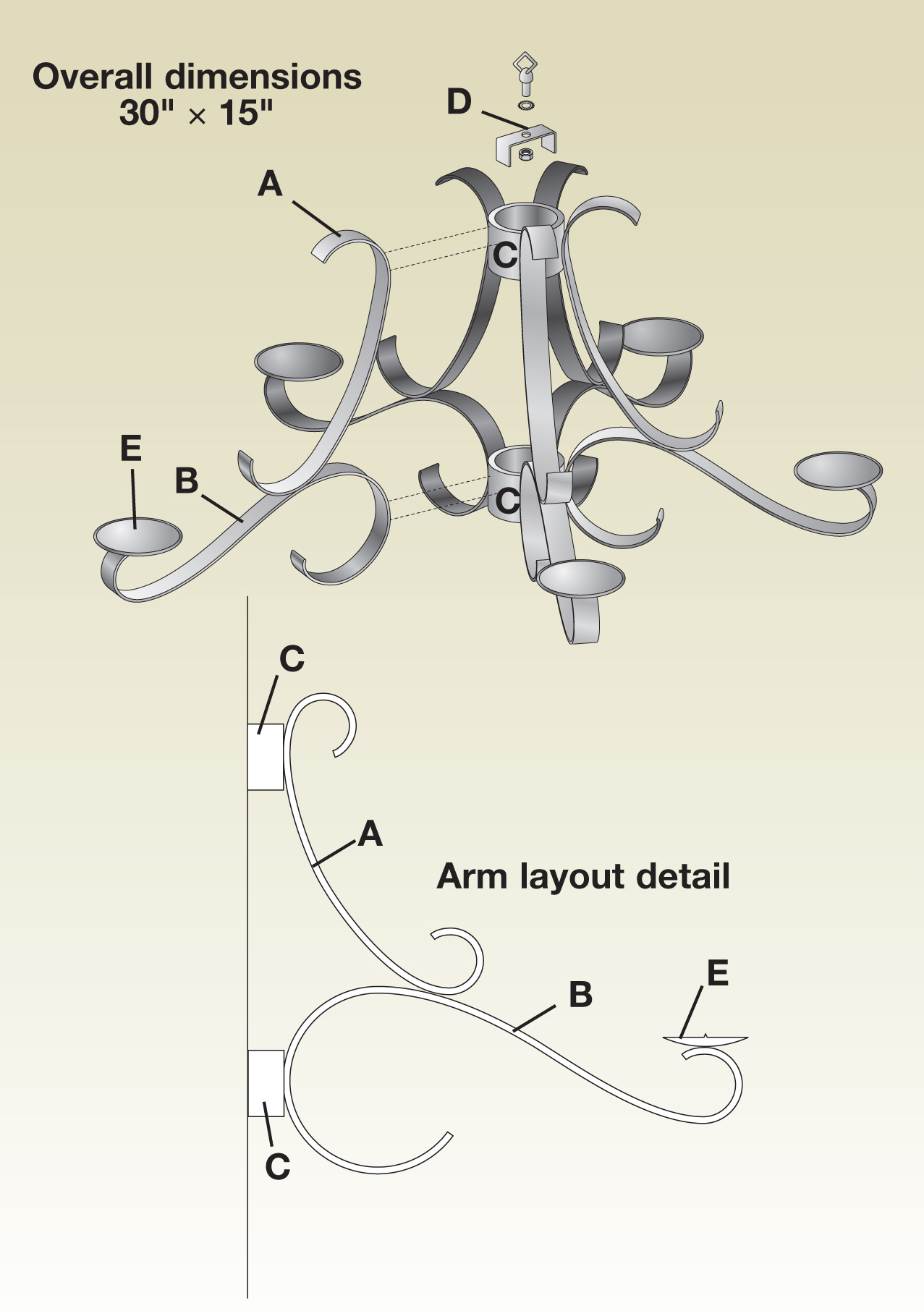
This delightful candle chandelier is a wonderful accent for cabins, porches, or even outside dining. Making the scrolls is easy, but if you want something a bit fancier, you can purchase wrought iron scrolls. Place the scrolls carefully around the couplers to ensure the fixture will hang straight. If you do not want to purchase a long section of round tube for two 2" pieces and can’t find any in the scrap bin at the steel yard, use threaded black pipe couplers.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | C scrolls | 1/8 × 3/4" flat bar × 16" | 5 |
| B | S scrolls | 1/8 × 3/4" flat bar × 24" | 5 |
| C | Couplers | 2-1/4" round tube × 2" | 2 |
| D | Insert | 1/8 × 3/4" flat bar × 4" | 1 |
| E | Bobeches | 2-1/2" | 5 |
1. Cut the C scroll (A) and S scroll (B) blanks to size.
2. Clamp a C scroll blank to the 10" bending form. Shape the entire length of the scroll blank. Lightly tap the scroll with a hammer, if necessary, to get it to conform.
3. Remove the scroll from the form. Reclamp one end of the scroll to the 1" form and shape that end into a tight curve. Repeat this step to shape the opposite end.
4. Repeat steps 2 and 3 to shape the remaining C scrolls.
1. Mark each S scroll blank 9-1/2" from one end. Clamp the marked end to the 6" bending form.
2. Wrap the bar around the form, shaping it just past the mark.
3. Clamp that same end to the 2" form. Wrap the bar almost all the way around the form.
4. Unwrap the large curve slightly, refining the scroll into a pleasing shape.
5. To curve the other end in the opposite direction, turn the piece over and clamp it to the 2" form. Wrap the bar almost all the way around.
1. Set a straightedge on a large piece of paper. Lay out one C scroll and one S scroll along the straightedge, and adjust them until they form a pleasing shape. Mark the contact point on the bars.
2. Remove the scrolls from the paper and weld them together at the contact point.
3. Trace the outline of this assembly on the paper (see photo, top right). Use this pattern to arrange and assemble the remaining arms.
1. Cut the couplers (C) and insert (D) to length.
2. Drill a hole in the center of the insert large enough for the threaded nipple. Bend tabs on each end of the insert so it will fit inside a coupler.
3. Place the insert into a coupler, with the tabs pointing down. Weld the insert to the coupler along the tabs. This forms the top coupler.
4. Draw a line around the outside of each coupler on paper.
5. Mark five equidistant points around the coupler outline. Place the coupler back on the paper and transfer the lines onto the coupler, using a combination square (see photo).
6. Weld the arms to the couplers. Weld the bobeches to the arms.
1. Place a lock washer and threaded brass washer on the threaded nipple. Set this in the hole in the insert and secure it with another lock washer and threaded brass washer.
2. Add a threaded brass washer and a finial.
3. Wire brush and clean the chandelier. Apply your choice of finish.
4. Clip the chain into the finial, and it’s ready to hang.

After welding the first set of scrolls, trace the outline on a sheet of paper. Use this pattern to arrange the remaining scrolls.
Use a combination square to mark the arm placement on each coupler.
This wall-mounted candleholder is perfect for a patio wall or over a buffet table. The length and height can be adjusted easily to suit your particular wall space. Or it easily can be turned to run vertically rather than horizontally. Candle drip trays, or bobeches, do not have holes, while bobeches for electrical fixtures do. See Resources, page 140, for bobeche sources. Clean all weld areas prior to welding. When hanging the candleholder, use hangers rated to hold 25 pounds. (The holder will weigh about 13 pounds, plus candles. Remember never to leave burning candles unattended.)
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Horizontal bars | 1/2 " square bar × 32" | 2 |
| B | Vertical bars | 1/2 " square bar × 11-1/2" | 9 |
| C | Bobeches | 2-1/4" | 9 |
1. Cut the horizontal (A) and vertical (B) bars to length.
2. Butt a vertical bar against the inside left edge of the top horizontal bar. Use a framing square to ensure the pieces are set at a 90° angle. Tack weld the inside of the angle.
3. Butt another vertical bar against the inside right end of the bottom horizontal bar. Make sure the angle is 90° and tack weld on the inside.
4. Place the two angled pieces together to make a rectangle, with the vertical bars on the inside of the horizontal bars. Use the framing square to adjust the angles to 90° and clamp in place.
5. Measure diagonally across the corners. If the measurements are the same, the piece is square. If not, adjust the bars so the measurements are equal.
6. Tack the two corners, and check again for square. Weld all four outside corners.
1. Place the remaining vertical bars at 4" intervals between the end pieces. Make sure the spacing is even, then mark where each vertical piece should go.
2. Check each piece for square and weld in place.
1. Place the bobeches (C) on the vertical bars in a pleasingly staggered pattern.
2. Clean the edge of each bobeche and the areas on the bars where they will be placed to ensure a good weld.
3. Use a magnetic clamp to hold the bobeche at a right angle to the bar and weld from the top side (see photo). When welding, direct most of the heat toward the bar since it is much thicker than the bobeche.
4. Remove the clamp. Make sure the bobeche still meets the vertical bar at a right angle and is level from side to side. Weld the bobeche from the bottom side.
5. Repeat steps 3 to 4 to attach the remaining bobeches.
1. Grind down the welds for a smooth look.
2. Finish the piece as desired. A rusted metal finish is appropriately rustic for outdoor use.

Place the bobeche at a right angle to the vertical bar using a magnetic clamp. Weld the bobeche in place, directing most of the heat toward the bar.
This tree-shaped candleholder displays an assortment of votive candles. The tree shape is also handy as a photo display area, if you aren’t interested in a candle-holder. An option is to use square tubing and make a four-sided tree—perhaps even a larger version as a dramatic substitute for a Christmas tree. Most steel supply shops have pre-cut squares of steel sheet and plate in a variety of sizes. A smaller, thicker base would be just as stable. You may opt to make the base round and give the tree trunk a pointed top, if you will be cutting your own pieces. Some steel distributors and welding shops do custom shearing. (Remember not to leave burning candles unattended.)
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Base | 3/16" sheet × 8 × 10" | 1 |
| B | Trunk | 3/16 × 2" flat bar × 20" | 1 |
| C | Bottom branches | 3/16 × 2" flat bar × 8" | 2 |
| D | Middle branches | 3/16 × 2" flat bar × 6" | 2 |
| E | Top branches | 3/16 × 2" flat bar × 4" | 2 |
1. Cut the base (A), trunk (B), and branches (C, D, & E) to size.
2. Place the trunk upright in the center of the base, parallel to the 8" sides of the base. Clamp the trunk at a 90° angle to the base using a magnetic clamp.
3. Tack weld the trunk at each end on both sides.
4. Remove the clamp. Make sure the trunk is still square, then complete the welds.
1. Place the bottom branch 3-1/2" up from the base and magnetically clamp it in place at a 90° angle to the trunk.
2. Tack weld the branch to the trunk at each end on the top side (see photo).
3. Remove the clamp and complete the weld.
4. Place the second bottom branch on the opposite side of the trunk, 5-1/2" from the base. Weld in place.
5. Repeat the process by setting the middle branches 9-1/2" and 11-1/2" from the base, and the top branches 15-1/2" and 17-1/2" from the base.
1. Clean the metal and the welds with a wire brush.
2. Finish the candleholder as desired.
3. Use silicone adhesive to attach a votive holder to the end of each branch if desired.

A right angle magnetic clamp makes welding the branches an easy task.
In the summertime, place this candleholder in your fireplace to enjoy flickering flames of firelight without the heat of the fire. This project uses forged scrolls, but you can bend your own, if you wish.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Scrolls | 4 × 8" | 2 |
| B | Center post | 1/2 " twisted square rod × 5" | 1 |
| C | Front extenders | 1/2 " square rod × 1" | 2 |
| D | Middle extenders | 1/2 " square rod × 2" | 2 |
| E | Rear extender | 1/2 " square rod × 3" | 1 |
| F | Rear posts | 1/2 " square rod × 6" | 2 |
| G | Crosspieces | 1/2 " square rod × 16"* | 2 |
| H | Side pieces | 1/2 " square rod × 10" | 2 |
| I | Bobeches | 3-3/8" | 8 |
| *Approximate dimensions, cut to fit | |||
1. Cut the center post (B) to size.
2. Place the scrolls (A) on their sides with the small circles butted against the center post. (If the scroll ends have been hammered out to form a flared end, you will need to use shims to make the pieces lie flat.)
3. Clamp the workpieces to your work surface, and weld the scrolls to the center post.
1. Measure the length of the two scrolls and center post, and subtract 1". Cut the crosspieces (G) to this length.
2. Cut the rear posts (F) and side pieces (H) to size.
3. Place the crosspieces between the side pieces; one at one end and one in the middle. Weld the crosspieces in place.
4. Mark 2" up from the bottom of the rear posts. (Depending on the size of scroll you are using, you may want to make this higher or lower.) Clamp the rear posts to the work surface, and align the cross and side piece assembly with the 2" marks. Weld into place.
5. Weld this assembly to the back of the scrolls, making sure the side pieces are level.
1. Cut the front (C), middle (D), and rear (E) extenders to size.
2. Weld the front extenders to the tops of the scrolls. Center the rear extender over the rear crosspiece and weld in place. Set the middle extenders 4" from each end of the middle cross piece and weld in place (see photo).
3. Center a bobeche (I) over each extender, rear post, and center post. Make sure the bobeches are level, and weld in place. You may need to grind down the tops of the posts to get a level seating for the bobeches.
4. Wire brush, clean, and apply the finish of your choice.

Weld the extenders into place.
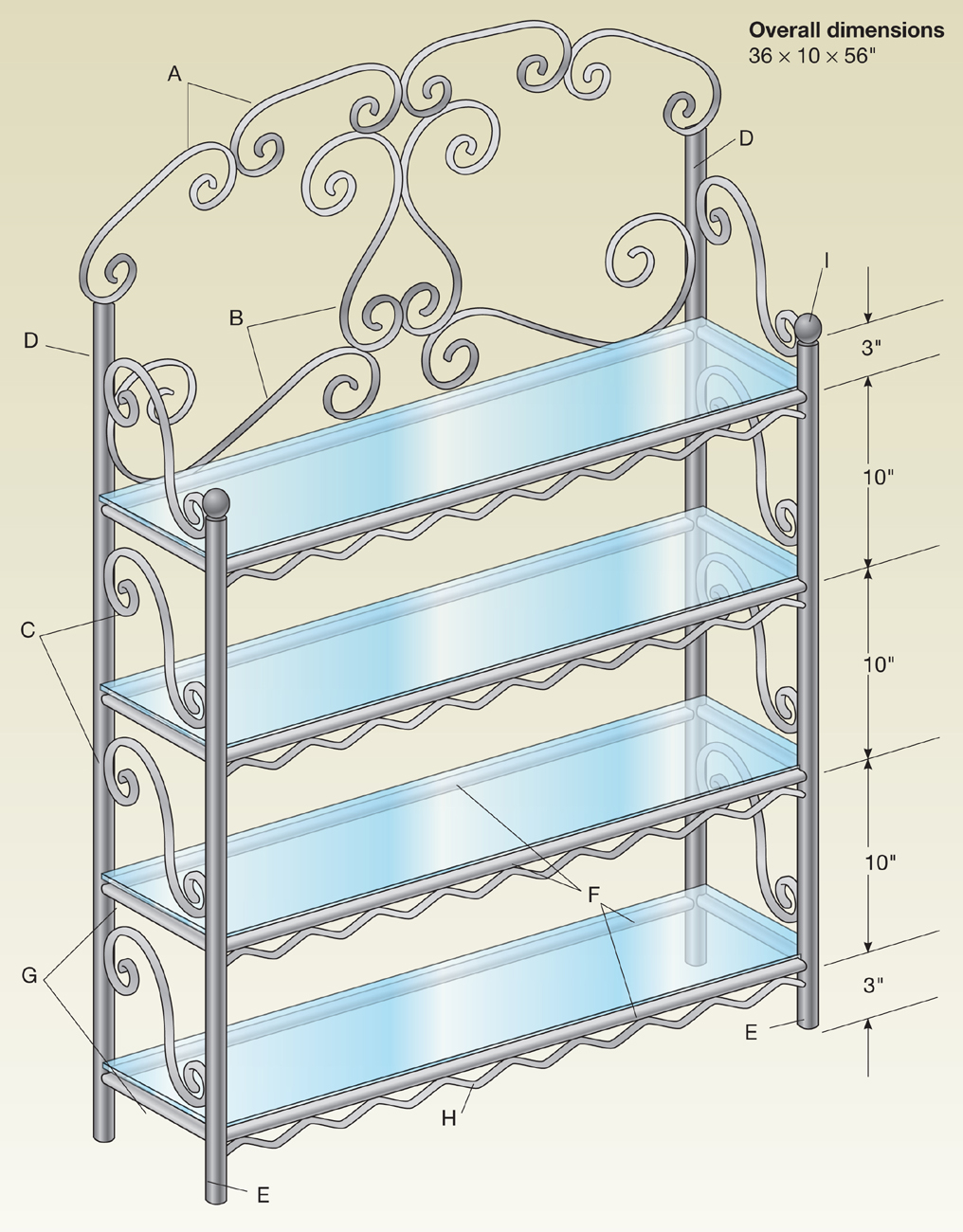
Baker’s shelves are a great welding project—the possibilities are nearly endless. Many gift and furnishing stores sell various baker’s shelves, but if you look closely, many have sloppy welds and thin wire scrolls. On our project, the shelves feature 1/4" round bar scrolls and a nice zigzag trim. You can make the scrolls with the homemade jigs featured on page 19, which works nicely. We also tried out a scroll making attachment for a hand-powered metal bender. This scroller was meant to use flat bar stock, but by grinding the round bar ends slightly, we could bend round stock. The ground ends actually added a nice touch to the scrolls. The metal bender could be used for the zigzag as well.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | C scrolls | 1/4" round bar × 26-1/2" | 4 |
| B | Top S scrolls | 1/4" round bar × 35" | 4 |
| C | Side S scrolls | 1/4" round bar × 24-1/2" | 8 |
| D | Back legs | 3/4" round tube × 44" | 2 |
| E | Front legs | 3/4" round tube × 36" | 2 |
| F | Shelf supports, front & back | 1/2 " round tube × 34-1/2" | 8 |
| G | Shelf supports, sides | 1/2 " round tube × 8-1/2" | 8 |
| H | Zig zag trim | 1/4" round bar × 48" | 4 |
| I | Finials | 1" brass or wood ball | 2 |
1. Cut the C scrolls (A) and top S scrolls (B) to size.
2. Mark a stop point 10-3/4" from each end of a C scroll. Insert one end into the scroll maker (flatten the end by grinding, if necessary), and bend it to the stop point. Do the same for the other end (see photo).
3. Repeat step 2 to shape the remaining three C scrolls.
4. Mark a stop point 20" from one end of a top S scroll. Mark a stop point 8" from the other end.
5. Insert the 20" end of the S scroll into the scroll maker and bend to the stop point for the large circle. Insert the opposite end into the scroll maker and bend to the 8" mark for the small circle.
6. Repeat steps 4 to 5 to shape the other S scrolls.
1. On a 2 × 4 foot sheet of plywood, lay out the scroll pattern shown below.
2. Draw a line 6" in from one side of the plywood. Draw parallel lines at 18" and 36" from this line to mark the outside edges of the back legs and the center line. Draw a perpendicular line across the bottom of these lines for the base line.
3. On the center line, mark a point 16" up from the baseline to mark the base of the uppermost C scroll pair. On the side lines, mark points 12" up from the baseline to mark the base of the side C scrolls. The back legs will meet the C scrolls at the underside of the scroll. The S scroll will butt up against the back leg. (Because the scrolls you turn will be slightly smaller or larger, you may need to adjust the layout dimensions as you go.)
4. Lay out the scrolls on the pattern. When you are satisfied with the layout of the scrolls, weld them together at the contact points.
1. Use drywall screws to fasten a 3-foot piece of 1 × 2 along the long edge of a 4 × 6 piece of plywood. Attach another 3-foot piece of 1 × 2 parallel to the first piece, 36" apart. These mark the outside edges of the legs.
2. Attach a third piece of 1 × 2 across the bottom of these two, making sure the corners are square. This will align the bottom of the legs.
3. Attach four 24" pieces of 1 × 2 perpendicular to the sides at 3", 13", 23" and 33" to mark the shelf heights. Center these pieces between the side pieces.

Lay out the scroll design dimensions on a piece of plywood. Place the scrolls into the layout, and weld at each contact point.
1. Cut the back legs (D), front legs (E), and shelf supports (F & G) to size. Grind the ends of the shelf supports slightly to fit around the curve of the legs.
2. Clamp the back legs to the side 1 × 2s, making sure the leg ends are firmly against the bottom crosspiece.
3. Clamp the back shelf supports to the four shelf crosspieces of the jig.
4. Weld the back shelf supports to the back legs.
5. Repeat steps 2 to 4 to attach the front legs to the front shelf supports.
1. Stand the back legs and shelf support assembly upright. Use a magnetic clamp to hold a shelf side support even with a back shelf support. Tack weld into place.
2. Stand the front legs and shelf support assembly upright. Align with the back assembly, and tack weld the shelf side support even with its corresponding front shelf support.
3. Continue to line up and attach the shelf side supports.
4. Place the shelf assembly on its back, and align it with the scroll assembly. Weld the two assemblies together at all contact points.
1. Cut the zigzag blanks (H) to length.
2. Bend the zigzag trim to shape. Create a bending jig by attaching a 3-foot length of pre-drilled flat bar to a 3-foot length of 2 × 2. Drill 1" deep holes through every other hole. Use 2-1/2" bolts as the bending posts. Insert two bolts into the jig, and clamp the zigzag blank between them. Bend the metal around the second bolt and insert a third bolt, bend the metal around that, and continue (see photo). As you get toward the end, if you need more leverage, slip a piece of 1/2" tube over the rod.
3. Cut the zigzag trim to fit between the front legs.
4. Weld the zigzag trim to the legs and to points on the underside of each shelf.
1. Cut the side S scrolls (C) to size.
2. Mark a stop point 11-7/8" from one end for the large circle of the scroll, and 6-3/8" from the opposite end for the small circle. Do this for each S scroll.
3. Bend the scrolls at the marks.
4. Place the scrolls between the front and back legs, setting the scrolls 1/2" above the shelf supports to allow room for the glass shelf.
5. Weld the scrolls to the front and back legs.
1. Grind down all welds and spatter. Clean and wire brush or sandblast the baker’s shelves. Apply the finish of your choice.
2. Install glides or rubber tips on the legs. Place finials on the front leg tops.
3. Measure the shelf dimensions, including the cutout dimensions to fit around the legs, and order tempered glass shelves cut to fit.

Use pre-drilled 3/4" on center flat bar attached to a 2 × 2 to create a bending jig for the zig zag trim. Clamp the rod between the first two bolts and bend. Continue adding bolts and bending until complete.
A nice slab of stone or a cross section of a tree makes an appealing coffee table, but how do you support it simply and easily? A table base welded from 1" angle iron and 1/2" square bar can support the weight of stone or wood without being cumbersome or bulky. This design is for a triangular base to suit the piece of marble being used. Creating a layout with tape allows you to experiment with different sizes and locations for your triangle. If you are using fence pickets, as we have here, make sure the length of the longest side of the triangle does not exceed the length of the picket. Pickets are generally 35 to 39" long.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Top supports | 1/8 × 1 × 1" angle iron* | 3 |
| B | Legs | 1/2 " square bar × 20" | 3 |
| C | Wavy crosspieces | 1/2 " wavy bar fence pickets* | 3 |
| *Side pieces and top supports must be cut to fit the particular tabletop. | |||
1. Turn the table top upside down, and use masking tape to lay out a triangle. The triangle should be at least 3" in from the edges of the table top material, but not so far in that the table will tip easily.
2. Measure each side of the triangle. Cut the top support pieces (A) to match these three measurements. Miter both ends of the longest piece.
3. Place the longest support piece on top of the second longest support. Set both pieces on the tape layout on the table top. Mark the angle and notch on the second support where it intersects the first support (see photo) to allow these pieces to butt together. Cut out the notch and angle on the support.
4. Place the two supports back together on the triangle layout. Set the third support on the layout under the first two support pieces. Mark the notches and angles at the intersections. Cut the third support piece. (You may need to make an additional angle cut on the second long piece, depending on the triangle.)
5. On a work surface, arrange the support pieces to form the triangle. Weld the outside corners. Turn the assembly over and weld the top butt joints.
6. Use an angle grinder to smooth the top joints so the table top rests on a flat surface.
1. Cut the legs (B) to size.
2. Mark each leg 4" from one end. Place a leg in a bench vise, lining up the mark with the edge of the vise jaws, and bend the leg end 15°. Repeat this process for the other two legs.
3. Turn the top assembly upside down on your work surface. Place a leg in a corner with the bend of the leg pointing outward in the same line as the point of the triangle.
4. Check to make sure the leg is perpendicular to the top assembly, then tack weld in place. Tack weld the other two legs in the remaining corners the same way.
1. Measure the distance between the legs. Cut one wavy crosspiece (C) to fit each of the three sides. Bevel the ends to fit the angled legs.
2. Clamp a crosspiece against two legs, 7” from the top assembly. Check for square and tack weld. Install the remaining crosspieces the same way.
3. Turn the assembly right side up and check for square and level. Make adjustments if necessary. Complete all the welds.
1. Grind down the welds, if desired. (You may also want to grind down the feet of the table so they make flat contact with the floor.) Clean or wire brush the assembly. Apply your choice of finish.
2. Drill holes in the angle iron and attach a wooden table top with screws, or use silicone or construction adhesive to attach a stone top.

Place the mitered long support piece on top of the second longest support piece. Mark the angle and notch needed to fit the pieces together.
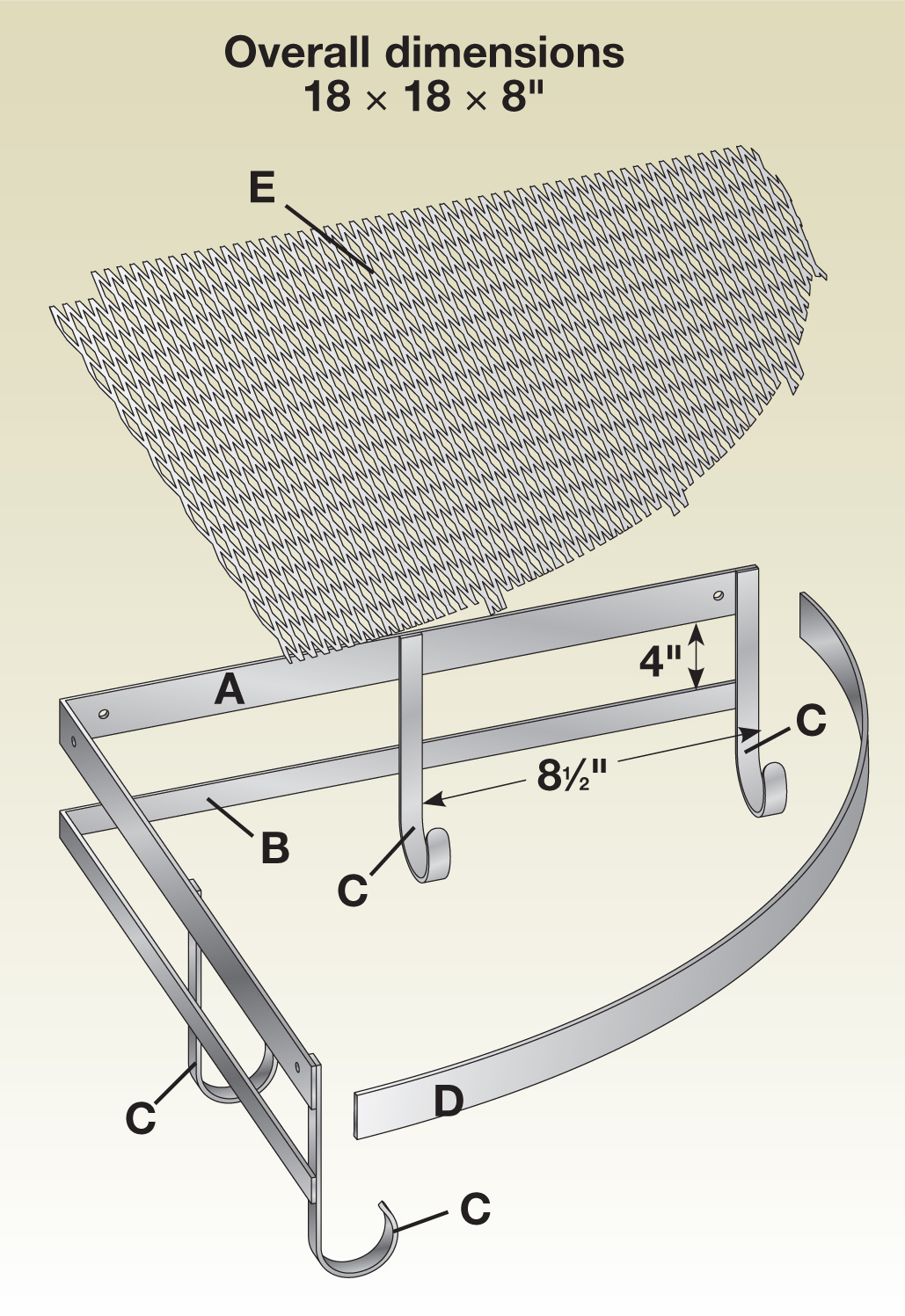
In a small hallway with limited or no closet space, a corner coat-rack is one of the handiest things you can add. The expanded sheet metal used for the shelf is available in a variety of thicknesses and hole sizes. You may choose to use patterned sheet metal, which is available in many designs and gauges—see the Resources section on page 140. If the shelf will be used for items heavier than hats and mittens, you will need to use thicker gauge sheet metal or add some crosspieces for support. The mounting holes are spaced to account for 16" on-center studs. If you know where you will be hanging your coatrack, locate the studs and space the mounting holes accordingly.
The bend in the rack top and rack bottom takes 1/4" of material. By bending the pieces at the 17-3/4" mark, both legs will be equal length.
1. Cut the rack top (A) and rack bottom (B) to size.
2. Drill 1/4" holes in the top piece at 1", 17", 19", and 35". (These are the rack mounting holes.)
3. Mark the top piece 17-3/4" from one end. Place the piece in a bench vise with the mark at the edge of the vise and the longer end extending upward. Bend the end to 90°.
4. Repeat step 3 with the rack bottom piece.
1. Cut the hooks (C) to size.
2. Grind one end of each hook into a smooth, rounded semi-circle. Make a 2"-radius bend in the rounded ends by clamping them to a section of 2" pipe and bending the hooks.
3. Lay the rack top and rack bottom on one side on your work surface, keeping them 4" apart. Make sure the ends are aligned and the bars are parallel.
4. Place a coat hook over the rack top and bottom, flush with the ends and with the top of the rack. Make sure the corners are square, then clamp the workpieces in place. Tack weld the coat hook to each bar.
5. Place the second hook 8-1/2" from the outside edge of the first hook. Check for square, clamp in place, and tack weld to each bar.
6. Rotate the rack so the other side is flat on the work surface. Repeat steps 4 to 5 to attach the hooks to that side.
7. Make sure that all hooks are still square to the rack. Weld the hooks to each bar, starting on the side opposite the tack.
1. Bend the rack front (D) into an 18"-radius arc. (The easiest way to do this is to place the bar over a table edge and make a slight bend every 2" along the length of the bar. Keep making bends until the proper radius is formed.)
2. Place one end of the arc against an end of the rack top. Make a mark where the other end of the arc meets the other end of the rack top. Cut the arc to size.
3. Place the arc against the rack top, leaving an open corner for the weld. Tack weld in place.
4. Position the other end of the arc against the opposite end of the rack top. Tack weld in place. Make sure the arc is aligned properly and not twisted. Complete the corner welds.
1. Place the rack upside down on top of the decorative sheet metal (E), with the 90° corner of the assembly 1" from the corner of the sheet metal. Using a permanent marker, trace the inside of the arc onto the sheet metal. Draw 1/2" tabs at regular intervals in front of the arc (see photo). Trace along the sides of the rack so you will know where to bend the sides.
2. Cut the sheet metal with a plasma cutter, tin snips, or a jig saw with a bi-metal blade. Cut a notch at the 90° corner so the sides can be bent. Bend the front tabs and sides to 90°.
3. With the rack upside down, place the shelf inside the rack so the top is flush with the top of the rack. Clamp it in place and weld the sheet metal to the rack.
4. Clean and finish the rack as desired.

Mark the 1/2" tabs at regular intervals on the outside.
This freestanding table is sized to be placed next to a stove, but it could go anywhere in the house as an incidental table or plant stand.
The stand is lightweight and easy to move, yet sturdy enough to support a good deal of weight. The decorative bushings and feet provide a touch of elegance and give the stand decorative appeal.
1. Cut the top sides (A) and the top front and back (B) to size. Rather than mitering the corners, cut a 1" notch at each end of the front and back pieces.
2. Position the top front and a side piece at a right angle. (Because the T-bars do not sit flat on the table top, it can be difficult to assemble the top pieces. Use shims or create a wooden clamping jig to hold the pieces securely while you align them.)
3. Check the top front and side piece for square and tack weld the corner.
4. Place the top back and other side piece together at a right angle. Check the corner for square and tack weld.
5. Assemble the two pieces to make a rectangle. Check for square by measuring diagonally between the corners. If the measurements are equal, the assembly is square. If it is not square, adjust until both measurements are equal.
6. Tack weld the top pieces together. Recheck the assembly for square, then finish the corner welds.
1. Cut the shelf sides (C) and the shelf front and back (D) to size.
2. Cut a 1/2" notch at both ends of all four shelf pieces to create a hole for the legs to fit through (see Shelf Corner Detail in diagram).
3. Position the shelf front and a shelf side piece at a right angle. Check the pieces for square and tack weld the corner.
4. Repeat step 3 to weld the shelf back to the other shelf side piece.
5. Assemble the two pieces to make a rectangle. Check the assembly for square and tack weld together.
6. Recheck the assembly for square, then finish the corner welds.
1. Cut the legs (E) to size.
2. Insert the legs through the cutouts in the shelf. If using decorative slide-on bushings, position them on the legs and tack weld in place.
3. Place the top over the legs. Make sure the legs are flush against the T-bar and tack weld in place.
4. Measure 9" from the bottom of the legs and make a mark. Align the shelf with the marks and tack weld in place.
5. Stand the unit upright. Check the top and shelf for level. If they are not level, break the tack welds and adjust until level. Complete the welds between the legs and the top, and the legs and the shelf.
1. Weld, braze, or braze weld the feet in place (see photo).
2. Wire brush or sandblast the appliance stand and apply the finish of your choice.
3. Attach felt bumpers to the feet.
4. Make shelves of wood, stone, or ceramic tile, and place them on the shelf and the top.

Weld around the joint between the decorative feet and the leg.
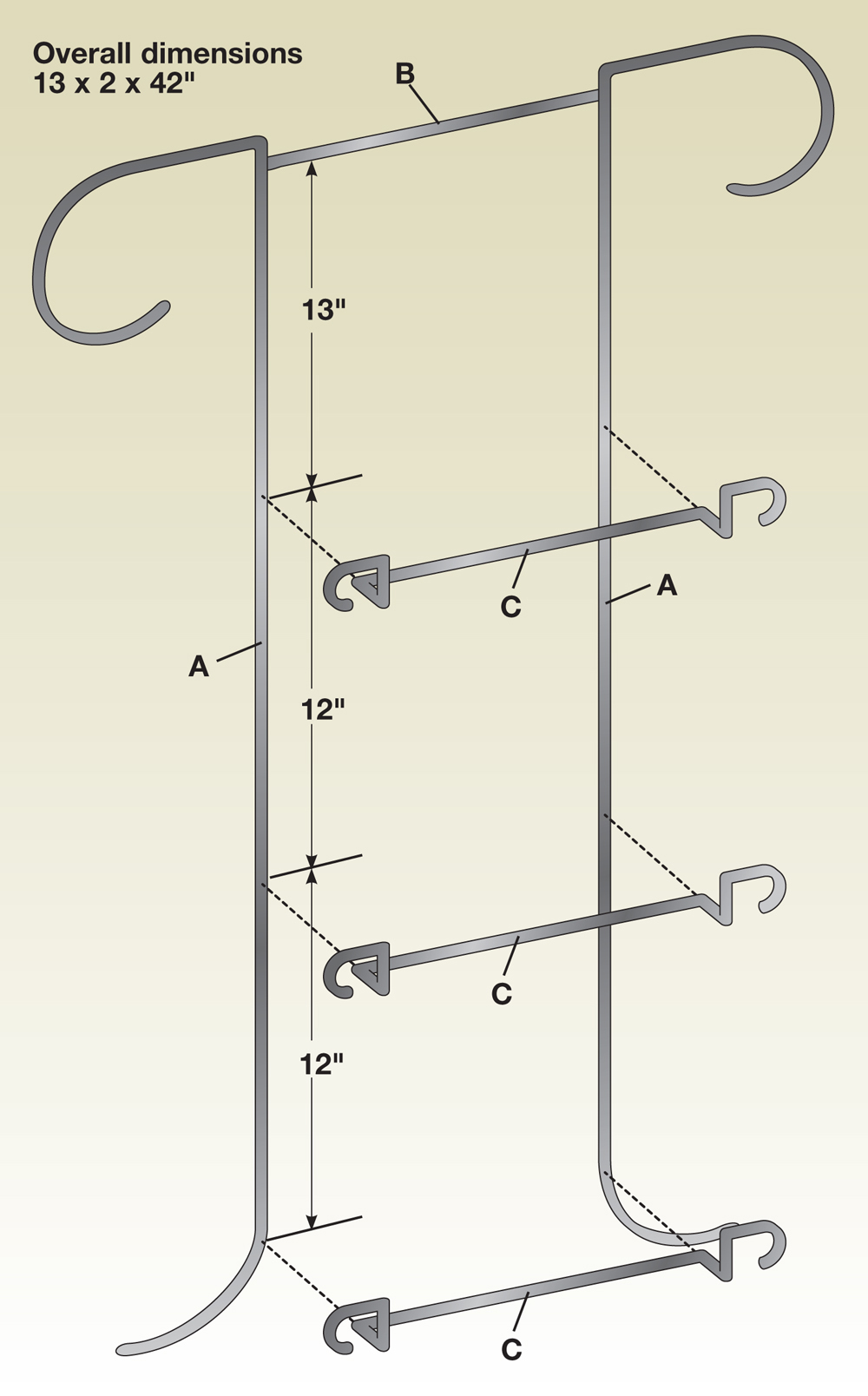
This rack offers a nice way to display plates and makes a great gift for a plate collector. You can use any variety of bends and scrolls to add detail to the rack. The only difficult part is the three dimensional aspect of the racks—it can be hard to follow the bend direction. You may want to adjust the spacing or the number of plate racks to fit the plates to be displayed. These directions assume a 10" diameter plate.
1. Cut the side supports (A) to size.
2. Using the bending methods on page 19, make a 3" radius half circle at one end of each side support.
3. At the other end of the supports, make a 90° bend 6" from the end. Curl these ends into a 3" radius half circle. Make sure your work piece does not twist.
1. Cut the racks (C) to size.
2. Make marks at 2", 4", and 5" from each end of the racks for bending points.
3. Bend a 1/2" radius curve at the first mark on each end of the racks.
4. Make a 90° bend at each of the other marks using a bench vise and ball peen hammer (see photo). Refer to the diagram on the opposite page for the orientation of the bends.
1. Cut the top piece (B) to size.
2. Make a mark 1" down from the top of the two side supports.
3. Weld the top piece to the side supports at the 1" marks.
4. Place the first plate rack 3" from the bottom of the side supports. Square the rack to the sides and weld in place.
5. Set the remaining racks at 12" and 24" from the bottom rack. Make sure the racks are square to the sides, then weld in place.
6. Turn the rack over and weld the back side of each joint.
1. Clean the structure with a wire brush.
2. Apply your choice of finish to the rack.

Make the right angle bends using a bench vise and a ball peen hammer.
This wine rack is designed so you can install a wall or floor tile as the top surface. Measure the tile and cut the top pieces to fit. Butcher block or marble would also make a nice looking top. The decorative frieze stamping and squashed ball are available from Architectural Iron Designs—see Resources on page 140.
1. Cut the top pieces (A) to size to fit your top surface, mitering the corners at 45°.
2. Clamp two top pieces together with a corner clamp. Use a carpenter’s square to check the pieces for square, and tack weld.
3. Repeat step 2 to assemble the other two top pieces.
4. Clamp the two L-shaped top pieces together, and check for square by measuring across both diagonals. If the measurements are equal, the assembly is square. If it is not square, adjust until both measurements are equal.
5. Tack weld the two corners. Unclamp the pieces and recheck for square. Finish welding the corner joints.
1. Cut the legs (B), rack supports (C), and bottle holders (D) to size.
2. Mark the legs at 5", 13", 21", and 29" from one end. Mark the rack supports at 2-1/2", 5-1/2" and 8-1/2" from one end.
3. Position four rack supports between two of the legs at the marks. Check the pieces for square and tack weld in place.
4. Repeat step 3 to tack weld the remaining four rack supports to the other two legs.
5. Stand the leg assemblies upright and clamp a bottle holder centered on the 5-1/2" mark on the bottom rack support. Clamp the other end of the bottle holder to the other leg assembly. Check for square and tack weld the bottle holder in place.
6. Repeat step 5 to attach a bottle holder at the 5-1/2" marks on the other three rack supports (see photo).
7. Make sure the legs assemblies and bottle holders are square, then add the remaining bottle holders at the 2-1/2" and 8-1/2" marks. Finish all welds.
1. Place the top onto the legs and weld in place.
2. Center a squashed ball at the bottom end of each leg and weld in place.
3. Bend or cut the decorative frieze to fit around the top of the legs and top. Braze, braze weld, or tack weld the frieze into place at the top of the legs and slightly below the top.
4. Grind down the welds as needed. Wire brush or sand-blast the wine rack, then apply the finish of your choice.
5. Place the tile into the top.

Clamp the center bottle holders to the leg assemblies and tack weld in place.
A custom headboard for your bed is a great welding project. Here’s an example using decorative fence and gate materials. We used top scrolls numbered 3-1/3 and 3-1/2 from Architectural Iron Designs, and hot pierced bar number SF 422US and hammered bar SF 5995 from Triple-S Steel Supply. (See Resources on page 140.)
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Top & bottom bars | 1/8 × 1" round tube × 57" | 2 |
| B | End posts | 1/8 × 2-1/4" round tube × 48" | 2 |
| C | Horizontal inserts | 5/8 × 3-7/8" on center decorative pierced bar × 51-1/2" | 3 |
| D | Vertical inserts | 5/8" hammered bar style rod × 18" | 12 |
| E | Finials/caps | 2 |
1. Cut the top and bottom bars (A) and end posts (B) to size.
2. Cut the horizontal inserts (C) to size, cutting at the outside edge of the pierced circle at each end. Cut the vertical inserts (D) to size.
3. Insert the vertical inserts through the holes in the horizontal inserts. Adjust the inserts so they are square.
4. Mark the top and bottom bars 3-1/2" from each end. Align the first and last vertical inserts with the marks. Tack weld the end inserts to the bars.
5. Check the assembly for square by measuring the diagonals. If the diagonal measurements are equal, the assembly is square. Weld each vertical insert to the top and bottom bars.
6. Adjust the horizontal inserts so they are spaced evenly. Weld them to the vertical inserts at each end and at one or two points in the middle.
1. Place an end post in a piece of channel or angle iron and mark a straight line down the side of the post. Mark a point 1-1/2" down from the top of the post and centered on this line.
2. Cut a 1" diameter hole centered at the mark, using a hole saw with a bi-metal blade or a plasma or flame cutter.
3. Align the top bar with the hole in the end post. Mark the placement of the hole for the bottom bar, also centered along the same line on the end post. Cut the hole in the post.
4. Repeat steps 1 to 3 to cut holes in the second end post.
5. Insert both ends of the grid assembly into the holes in the end posts (see photo). The distance between the posts should be 55". Make sure the cross bars are square to the end posts, then weld in place.
1. Place the decorative scrolls on top of the top bar, centering them between the end posts. Weld the scrolls in place.
2. Set the post caps on top of the end posts and weld in place.
3. Wire brush or sandblast the headboard clean. Finish with your choice of finish.
4. Mark the location of the bed-frame bolt holes onto the end posts. Drill 3/8" holes through the end posts. Attach the bedframe to the posts with 3/8 × 2-3/4" machine bolts.

Cut holes in the end posts. Insert the grid assembly into the holes and weld in place.
With the number of companies selling decorative metal pickets and newel posts, it is easy to create a railing distinctly your own. The railing we are making is for a two step concrete stairway.
Some important information about creating railings:
The rail top should not be interrupted by knobs or other decorations—it must allow continuous hand to rail contact and should be between 1-1/2" and 2" in diameter to ensure easy gripping.
Some railings—like one that is mounted against a wall or in an area where the stair surface is not raised above the surrounding surface, like the stairs in the slope of your lawn—can be a single rail at the appropriate height. A railing that separates the stair, landing, balcony, or deck from a vertical drop has to conform to certain safety standards. The pickets or balusters must not have any gaps larger than 5-1/2" to prevent children from poking their heads through and getting stuck. The lower rail should not be more than 2 inches from the floor surface. If the vertical drop from the floor line is more than 6 feet, the railing must be a minimum of 34" tall. If the vertical drop is less than 6 feet, the railing must be a minimum of 32" in height. Railings must have turn-outs or roundovers at their ends to prevent blunt projections. The safest handrails continue 12" beyond the top and bottom stairs. Railings must be able to withstand a 250 pound force in any direction without giving way.
You can purchase rail cap, also called cap rail or handrail, at most steel supply centers. Handrail terminations come in a variety of styles. Those that scroll in an S shape are called “lamb tongues.” A volute is a spiral termination, and a lateral is a flat curl to the side. These may be ordered through specialty railing distributors. (See Resources page 140.)
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Handrail | 1-3/4" rail cap × 64"* | 1 |
| B | Newel posts | 1/8 × 1 × 1" square tube × 36" | 3* |
| C | Plain pickets | 1/2 " square rod × 30" | 4* |
| D | Decorative pickets | 1/2 " decorative pickets × 30" | 6* |
| E | Flat bottom rail | 1/8 × 1/2 × 1" channel × 40"* | 1 |
| F | Angled bottom rail | 1/8 × 1/2 × 1" channel × 24"* | 1 |
| G | Rail termination | 1 | |
| *Dimensions and quantities must be adjusted to fit the particular stairs. | |||
Heat the bending point of the handrail to red hot with an acetylene torch or cutting tip to make the metal easy to bend.
1. Measure from the edge of the house to the edge of the landing. Measure from the edge of the landing to where the newel post will be located. Add these two measurements to get the length of the handrail.
2. Cut the handrail (A) to size.
It is a good idea to create an angle guide for bending the handrail by screwing two pieces of wood together at the length and angle to match the stairway.
1. Set the handrail on the landing with one end butting against the house. Mark the handrail at the edge of the landing.
2. Clamp the railing in a bench vise and heat the bending point red hot with an acetylene torch (see photo). A cutting torch preheat works best, just make sure you don’t hit the oxygen and accidentally cut the metal.
3. When the metal is red hot, bend it to create the angle. It is helpful if you pull on the longer end of the rail to bend so you have more leverage.
4. When finished bending the handrail, place it on the stairs to make sure the bend is correct.
The newel posts will be anchored in the concrete or attached using square footings that will bolt into the concrete, so they have to be far enough from the edge not to destroy the edge of the concrete.
1. Determine the number of plain pickets (C), decorative pickets (D), and newel posts (B) you need.
2. Place the bent handrail on the floor or a large work surface. Place newel posts at each end of the handrail and near the bend.
3. Lay out the pickets in a pleasing pattern, making sure they are no more than 5-1/2" apart (see photo).
4. Mark and cut the two bottom rails (E & F) to fit between the newel posts, once you have the layout determined. Place the channel flat side up, with the legs down. Mark the picket locations on the railings.
OPTION: When you look at railings, you will see that some railings have the pickets and newel posts welded directly to the rail cap, as you see here. Other railings have a piece of channel welded into the underside of the rail cap and the pickets are welded to the flat side of the channel. Punched channel can be purchased with 1/2 × 1/2" square holes pierced through it. This is welded under the rail cap, and the pickets are inserted through the punched holes and welded in place. You also can use the punched channel for the bottom rail. Using punched channel means you cannot adjust spacing to account for the unique shapes and sizes of decorative pickets.
Purchased decorative pickets range from 36" to 39". When cutting decorative pickets, cut equal amounts from each end unless you wish the pattern to be off center.
1. Determine the height of your handrail and the depth that the newel posts will be footed in the concrete (if they are to be footed, otherwise measure to the top of the concrete).
2. Cut the newel posts and pickets to length. Cut the appropriate angle for the stair pickets.
Concrete can explode when heated, so it is best to do your welds on a sheet of plywood that can be doused with water when you have finished.
1. Tack weld the newel posts to the rail cap. Tack weld the bottom rails to the newel posts.
2. Place the rail assembly on the stairs to make sure the dimensions are correct. If they are not, break or grind off the tack welds and make adjustments.
3. Return the assembly to the work surface, and tack weld the pickets in place, maintaining the proper spacing. Use a combination square to check each piece for square before welding.
4. Make the final welds. Weld the lamb tongue termination to the end of the rail cap.
5. Grind down any rough or unsightly welds. Wire brush or sandblast the rail assembly.
6. Install the railing by cementing the newel posts into the stairs or using bolt-down flange shoes.
7. Prime and paint the railing with a high quality outdoor metal paint.

Lay out the pickets and newel posts in a pleasing arrangement, keeping them no more than 51/2" apart.
This gate framework can be used to hold a collection of found metal objects. Use brazing or braze welding to join non-matching metals or thicknesses of metals. Rusty objects will need to be cleaned at the point of contact. If the objects you find are large, you may want to space the uprights at 8", rather than 4". The 4" spacing meets code requirements for gates and fences—this spacing prevents children from getting their heads stuck between uprights.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Sides | 16 gauge 1 × 1" square tube × 46" | 2 |
| B | Crosspieces | 16 gauge 1 × 1" square tube × 40" | 2 |
| C | Interior crosspiece | 16 gauge 1 × 1" square tube × 38" | 1 |
| D | Vertical inserts | 16 gauge 1/2 × 1/2" square tube × 40" | 9 |
1. Cut the sides and crosspieces (A & B) to size, mitering the ends at 45°.
2. Place the left side piece and bottom crosspiece together at a 90° angle to form one corner of the rectangle. Check the pieces for square, and clamp in place. Tack weld the pieces together.
3. Place the right side piece and top crosspiece together to form another corner of the rectangle. Check for square, clamp in place, and tack weld together.
4. Join the two pieces to form the rectangle. Check the corners for square and clamp in place. Tack weld the corners together.
5. Measure the diagonals of the rectangle to check for square. If the measurements of both diagonals are equal, the assembly is square. If it is not square, pull or push it into alignment. When aligned, clamp it in place, and finish the corner welds.
6. Turn the assembly over, and complete the welds.
1. Cut the interior crosspiece (C) and vertical inserts (D) to size.
2. Place the interior crosspiece against the inside edges of the side pieces, 5" down from the top crosspiece. Check the pieces for square, and clamp in place. Weld the interior crosspiece to the sides.
3. Place the vertical inserts at 4" intervals between the interior and bottom crosspieces. Make sure the spacing is even—you might need to adjust to slightly less or more than 4" if the miter cuts are slightly off. Keep the outside edge of the inserts flush with the outside edge of the crosspieces.
4. When the spacing is adjusted properly and the inserts are square to the crosspieces, tack weld each insert at both ends.
5. Check the assembly and inserts for square one more time. Turn the assembly over, and weld each upright in place.
Objects other than mild steel will need to be brazed or braze welded. Connect non-metallic objects by wrapping or folding a thin strip of mild steel sheet metal or a short piece of 1/8" steel rod around an edge. Weld the ends of the rod or strap to the framework.
1. Arrange your found objects artfully across the interior space.
2. Carefully clean rust or paint from the areas where the found objects contact the uprights.
3. Weld the found objects in place.
Our gate is made to hang attached to a metal gate post. We chose to use barrel style hinges.
1. Place the gate between the gate posts. Use wood spacers and braces to position the gate between the gate posts, and clamp or brace solidly in place.
2. Line up the hinges on the post and the gate (see photo). Use a level to check for plumb. (For the gate to swing properly, the hinges need to be installed perfectly plumb.) Tack weld the hinges to the gate and post.
3. Remove the bracing, and check that gate swings freely. When it does, complete the hinge welds.
4. Install the gate latch hardware. If the hardware is painted or zinc coated, grind off the coating before welding, or install with screws.

Brace the gate in position between the gate posts. Clamp a wood spacer between the gate post and the gate side. Position the hinge and check for plumb.
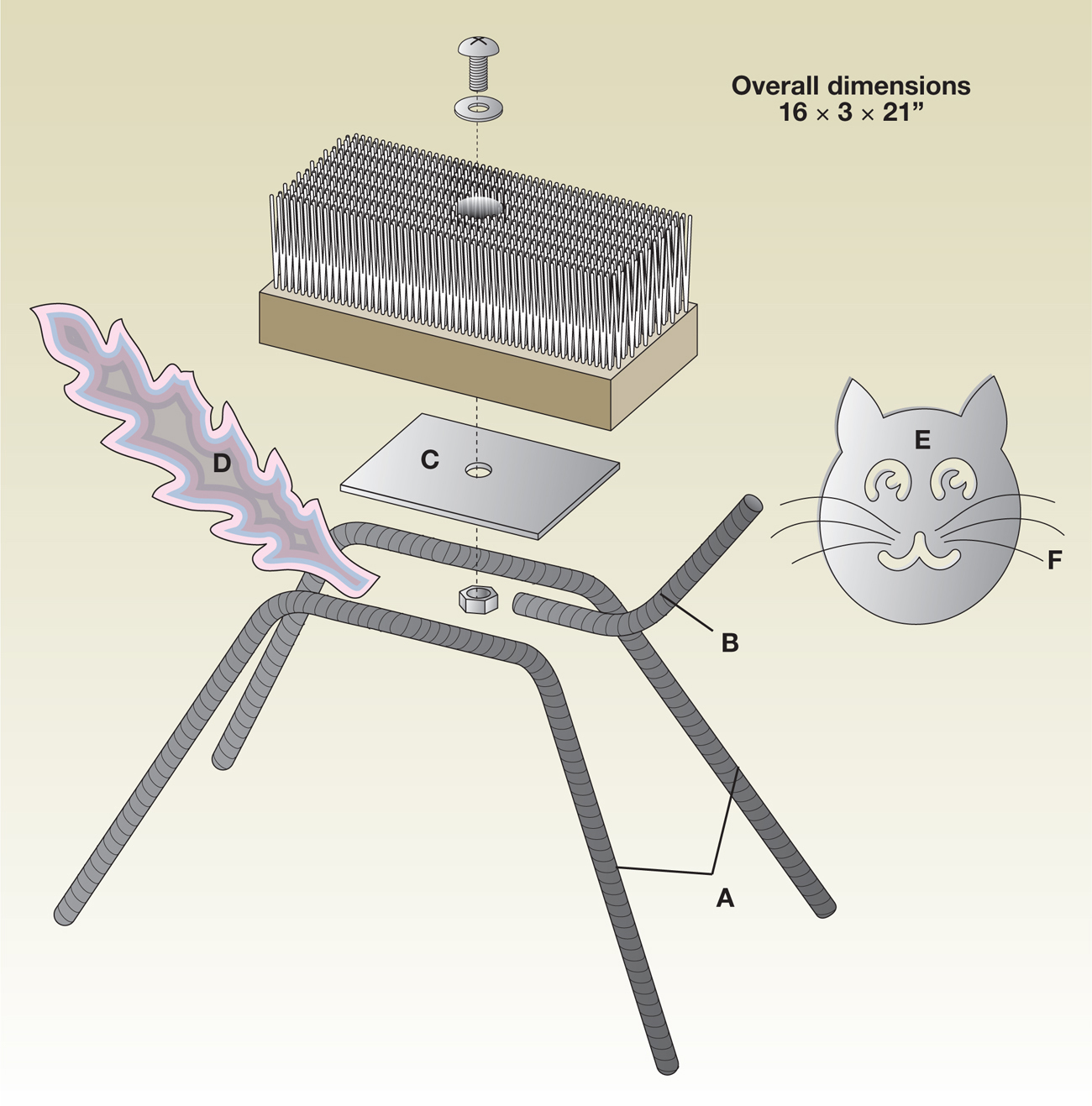
A critter boot brush is a fun and functional addition to your back door area. This critter is made to be stuck in the ground (then the mud flies on the grass, not around the door!) but it can be mounted in cement or even on a hefty chunk of wood. This plan is for a cat because the brush mimics the classic upright fur look of an angry cat, but any animal could have this scratchy back.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Legs | 3/8 or 1/2" rebar × 30" | 2 |
| B | Neck | 3/8 or 1/2" rebar × 12" | 1 |
| C | Body | 1/8 or 3/16 × 3" flat bar × 6" | 1 |
| D | Tail | 16 gauge sheet metal × 4 × 14" | 1 |
| E | Face | 3/8 or 1/4" plate × 5 × 5" | 1 |
| F | Whiskers | 16 gauge wire × 4" | 6 |
1. Cut the legs (A) to length.
2. Mark each leg 12" from each end. Using a bench vise, bend the legs at the marks to a 75° to 85° angle.
3. Cut the neck (B) to length.
4. Make a mark 3" from one end of the neck. Bend the neck at the mark to 85°.
1. Cut the body (C) to size.
2. Drill, flame cut, or plasma cut a hole through the center of the body for the placement of the brush.
3. Place the legs lengthwise along the edges of the body, and weld in place.
4. Position the hole in the brush over the hole in the body to get the spacing for the neck extension (if the neck is set back too far, the brush will not lay flat).
5. Weld the neck in place.
1. Use flame or plasma cutting to cut the tail (D), leaving a minimum of 4" of straight flat metal for attachment.
2. Remove any slag from the tail, and weld in place between the legs at the opposite end from the neck (see photo).
If using a flame cutter for the face, you will get the best results if you allow the metal to cool between cutting each individual feature. If you don’t let it cool, the metal begins to melt and round over, making it difficult to get a sharp outline of the features.
1. Use flame or plasma cutting to cut out the face shape (E) and features.
2. Remove any slag from the back side of the face. Cut the whiskers (F) to size and attach to the face.
3. Position the face and weld it to the end of the neck.
1. Bolt the brush onto the body and adjust the tail in an upright position.
2. Push the legs into the ground or mount the critter in a concrete base.

Cut and bend the legs and neck to size, then weld the legs, neck, and tail to the body.
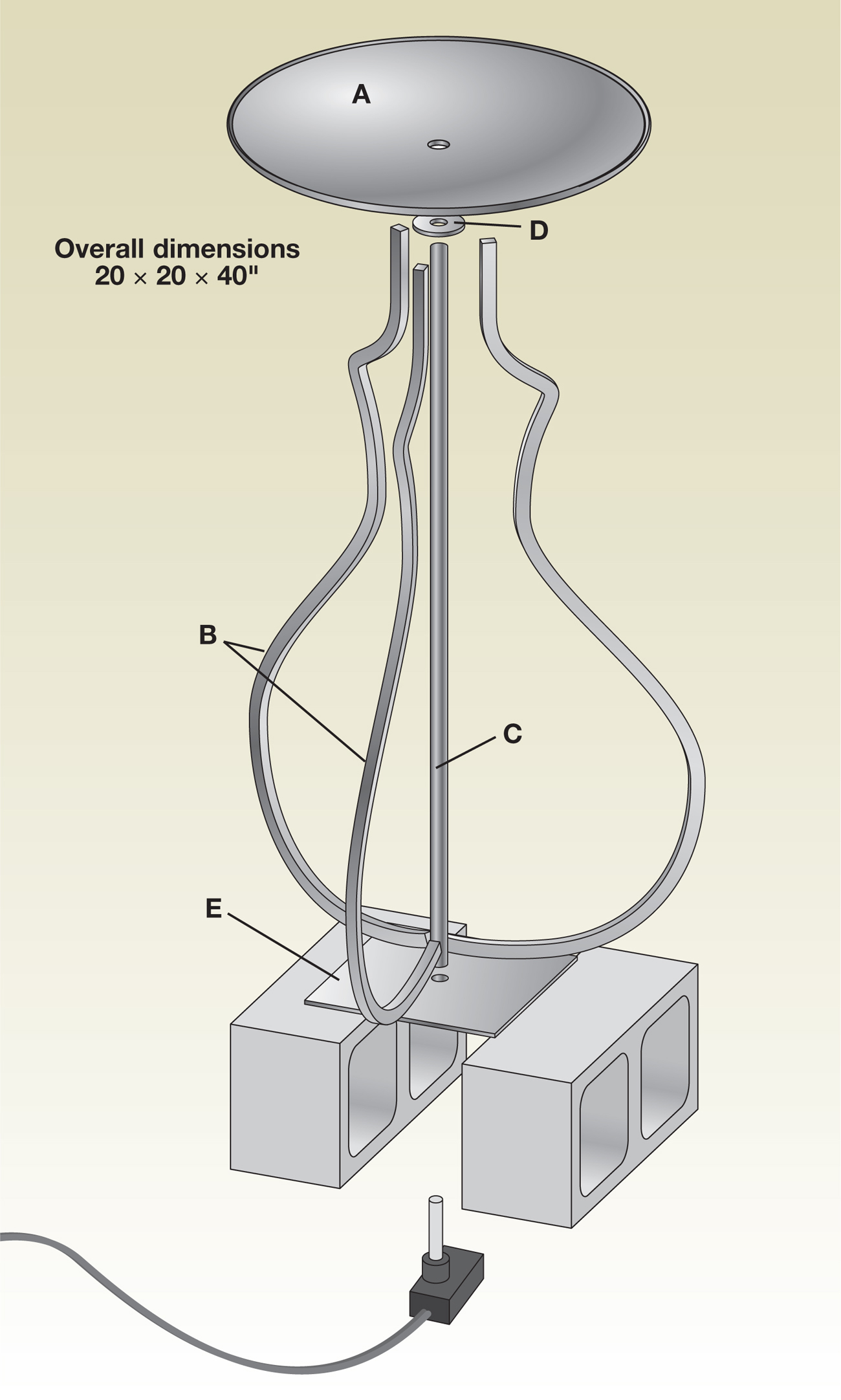
This fountain uses a plow disk, which can be found at farm implement stores, and three decorative fence pickets. Decorative scrolls also could be used. You’ll get to see how watertight your welds are, because you’ll need to weld the supply pipe and a flange to the disk. You could use a slightly smaller disk for the base—we simply used a square plate.
You can purchase round metal blanks in 3" sizes, or you can cut your own. We purchased one at a steel surplus store.
1. Cut the supply pipe (C), flange (D), and base (E) to size.
2. Cut a 1" diameter hole in the center of the flange and the center of the base.
3. Place the hole in the flange over the end of the supply pipe and weld all around.
4. Grind down the weld until it is flush.
1. Grind off the paint from the basin (A) in a 4" diameter circle around the center hole.
2. Turn the basin over and place the flange and pipe assembly on top of it, centering it over the hole in the basin.
3. Tack weld the flange to the disk in at least three places. Make sure the supply pipe is perpendicular to the basin, then complete the weld all around the flange.
1. Tack weld the legs to the basin assembly (see photo), keeping an equal distance between each leg.
2. Insert the supply pipe into the hole in the base and tack in place.
3. Turn the assembly upright, and check for level. Adjust if necessary. Complete the welds for the legs and the base.
1. Grind down all rough welds. Thoroughly wire brush or sandblast the fountain.
2. Prime and paint the fountain with a high quality outdoor metal paint.
3. Place the fountain on a brick or cement block base in a pool or over an appropriately sized reservoir.
4. Install the fountain hardware and tubing following manufacturer’s directions.

Tack weld the pickets to the basin and to the supply tube.

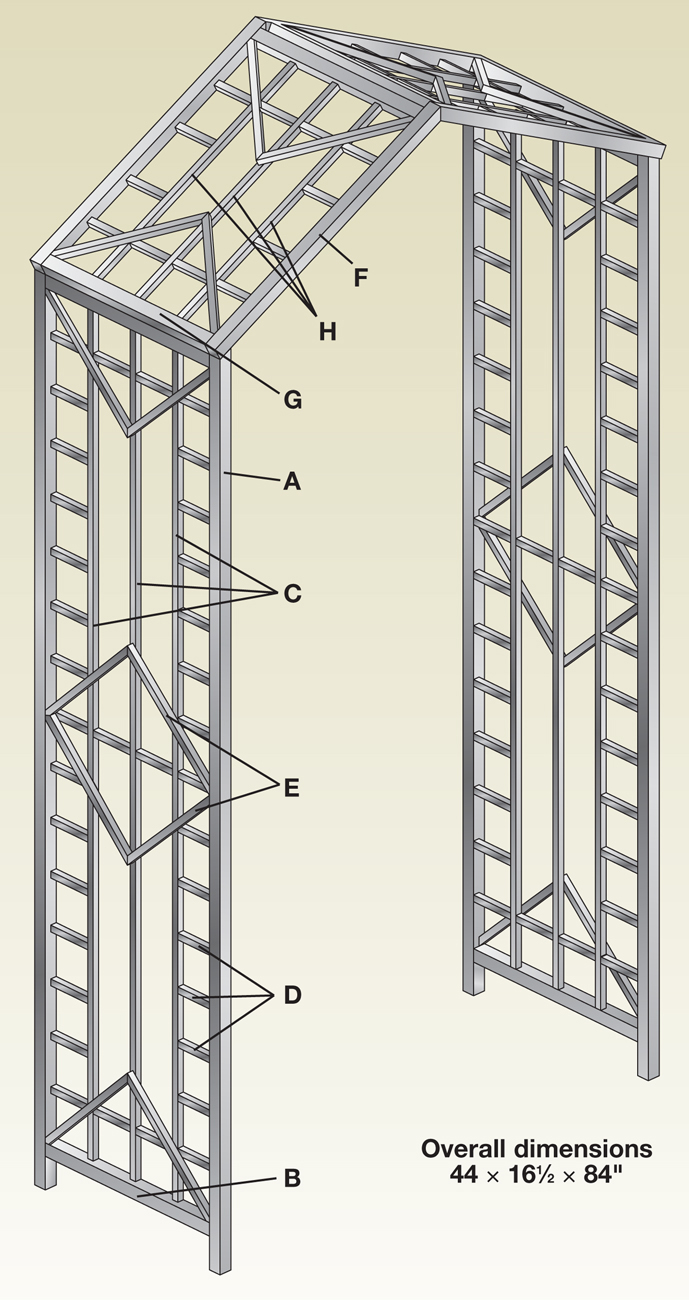
This distinctive arbor will add a touch of class to any garden. Modeled after the “Prairie Style,” its clean lines are straightforward to cut and weld, and they provide plenty of climbing support for a variety of vines. The 1/2" inserts are placed flush with the back of the 1" sides and ends, eliminating the need for difficult centering and giving an increased sense of depth. The arbor can be made from the 6-foot steel lengths available at home improvement centers, but because of the amount of steel used, a trip to a steel supplier might be worthwhile, especially if you have a way to transport 20-foot lengths. The 1/2" square tube bows quite easily, so if you do buy 20 foot lengths, make sure they are well supported in transit. Otherwise, they will bow and not be suitable for the vertical inserts.
| PART | NAME | DIMENSIONS | QUANTITY |
| A | Panel sides | 16 gauge 1 × 1" square tube × 72" | 4 |
| B | Panel ends | 16 gauge 1 × 1" square tube × 15-1/2" | 4 |
| C | Panel vertical inserts | 16 gauge 1/2 × 1/2" square tube × 63-1/2" | 6 |
| D | Horizontal inserts | 16 gauge 1/2 × 1/2" square tube × 3-1/2" | 100 |
| E | Diagonal inserts | 16 gauge 1/2 × 1/2" square tube × 12"* | 24 |
| F | Roof ends | 16 gauge 1 × 1" square tube × 15-1/2" | 4 |
| G | Roof sides | 16 gauge 1 × 1" square tube × 25-1/2" | 4 |
| H | Roof vertical inserts | 16 gauge 1/2 × 1/2" square tube × 23-1/2" | 6 |
*Approximate dimension, cut to fit

Check the panel for square by measuring the diagonals. If the measurements are equal, the assembly is square.
Set up the project on a sheet of 3/4" plywood placed on sawhorses. Make sure the plywood is not bowed or it will cause misalignment of the project pieces. Working on a raised surface is easier than working on the floor, and you can clamp the metal to the plywood. Remember to clamp your work cable to the workpiece. If you want the arbor wider or narrower than 44", you must adjust the miter angles for the roof and side panels.
1. Cut the panel sides (A) to size, mitering one end at 30°. The mitered end is the top. Cut the panel ends (B), vertical inserts (C), and horizontal inserts (D) to size.
2. Place a panel end between the top of two panel sides, keeping the outside edge of the panel end flush with the short ends of the mitered panel sides. Clamp the pieces in place.
3. Position three vertical inserts between the two panel sides. (This is just to hold the bottom panel end in place. The exact location of the inserts is not important at this time.)
4. Place the bottom panel end between the panel sides, keeping it snug against the vertical inserts. Clamp the bottom panel end in place.
5. Remove the vertical inserts. Use a carpenter’s square to check the panel sides and ends for square. Tack weld each corner. Check for square again by measuring the two diagonals (see photo, page 135). If the measurements are equal, the panel is square. If not, adjust the workpieces until the diagonals are the same.
6. Turn the panel over and complete the welds at the four corners. Grind the tack welds flat so the panel lays flat on the work surface.
1. Replace the vertical inserts between the panel sides. Place several horizontal inserts between the vertical inserts and the panel sides to ensure the correct spacing of the vertical inserts.
2. Weld the vertical inserts to the panel top and bottom.
3. Place the horizontal inserts into the vertical framework every 3-1/2". (Use horizontal inserts as spacers.)
4. Starting at the top of the panel, use a combination square to align the first row of horizontal inserts. Once they are aligned, weld them in place.
5. Continue aligning and welding the inserts one row at a time. If the vertical inserts are bowed side to side, use a clamp to hold them against the inserts. If they bow upward, weight them down with a sandbag or other weight.
1. Cut four diagonal inserts (E) to size, mitering one end at 45°.
2. Place two diagonal inserts against the bottom edge of the top panel. The mitered ends of the inserts should butt together over the middle vertical insert. Mark the other end of the diagonal inserts where they cross the top panel so they will fit in the corner.
3. Make the angled cuts on the diagonal inserts.
4. Grind down the welds that will be underneath the diagonal inserts so they will lie flat. Weld the diagonal inserts in place (see photo).

Weld the diagonal inserts to the panel framework and to the center vertical insert.
Make clamping blocks out of wood scraps. Clamp the roof panels to the blocks. Place two or three tack welds along the joint between the panel ends.
5. Repeat steps 2 to 4 to weld the diagonal inserts to the bottom of the panel.
6. Cut four more diagonal inserts, mitering both ends at 45°.
7. Center these four inserts over the eighth row of horizontal inserts to form a diamond shape. Weld the inserts in place.
8. Repeat this entire process to construct a second panel.
1. Construct two roof panels following the same procedure used for the side panels, except there is no central diamond insert.
2. Stand the roof panels on edge and join the mitered ends to form the 120° angle for the roof peak.
3. Clamp the roof panels in place. (You may need to attach temporary wooden clamping points to the work surface by fastening 1 × 2 or 2 × 4 scraps to match the layout. Clamp the panels to the scraps.) Place two or three tack welds along the joint between the panel ends (see photo).
1. Place a side panel on edge, and set it against one side of the roof panel. Line them up so the mitered edge of the side panel is making contact with the bottom edge of the roof panel. Clamp the panels in place.
2. Tack weld the panels at two points along the joint (see photo).
3. Repeat steps 1 and 2 for the other side panel.
4. Measure the distance between the tops and the bottoms of the side panels to ensure the panels are an equal distance apart at both ends.
5. Check the panels for square by measuring the diagonals. Make any necessary adjustments, and make sure the roof assembly is still fitted against the side panels.
6. Weld all the mitered roof peak joints and the mitered joints between the side panels and the roof panels.
To prevent putting stress on the welds, and to maintain the arbor’s shape, clamp wooden crosspieces between the panel sides before moving it.
1. The easiest finish for the arbor is to allow it to gently rust over the years. You may want to place plastic end caps over the exposed tube ends on the roof, or you can weld on small caps.
2. The arbor can sit on the ground or can be mounted in concrete footings. If you live in a windy location, you may want to drive four lengths of rebar into the ground and slip the arbor legs over them.

Place tack welds along the joint between the roof and side panels.