20
Marine Finfish Aquaculture
Wade O. Watanabe, Md Shah Alam, Patrick M. Carroll, Harry V. Daniels and Jeffrey M. Hinshaw
20.1 Introduction
Marine finfish aquaculture includes a diverse array of more than 90 species from 34 families that inhabit marine coastal or oceanic waters of the world for a significant portion of their life cycles (Table 20.1).1 These species occur in a wide variety of habitats and require the marine environment at distinctly different stages of their life cycles. They range from stenohaline marine species (e.g., yellowtail amberjack) that spend their entire lives in marine waters, to euryhaline species (e.g., milkfish) that use estuaries and inland waters with very low salinities—including fresh water—for a substantial portion of their life cycles. They also include anadromous species (e.g., sturgeon) that spawn in fresh water but feed in brackishwater estuaries, or migrate along coastlines under fully marine conditions, and they include catadromous species (e.g., European eel) that begin their life cycle in the ocean, but spend the majority of their lives in inland fresh water or coastal brackish water and then return to the ocean to spawn and then die.
Table 20.1 Representative examples of marine finfish produced through aquaculture around the world, including global production (t) in 2014, source of seedstock, and growout aquaculture systems used for their production.
| Common name | Global AquacultureProduction (t)(2014)1 | Family | Species | Source of seedstock | Growout culture systems2 |
| Milkfish | 1 039 184 | Chanidae | Chanos chanos | Mainly hatchery, wild | Ponds, pens, sea cages |
| European seabass | 156 450 | Moronidae | Dicentrarchus labrax | Hatchery | Ponds, lagoons, mainly sea cages |
| Gilthead sea bream | 143 688 | Sparidae | Sparus aurata | Hatchery | Ponds, lagoons, pens, tanks, mainly sea cages |
| Orange‐spotted grouper | 138 191 | Serranidae | Epinephelus coioides | Hatchery | Open ocean cages |
| Japanese amberjack (yellowtail) | 135 998 | Carangidae | Seriola quinqueradiata | Mainly wild, hatchery | Net pens, sea cages |
| Large yellow croaker | 127 917 | Sciaenidae | Larimichthys crocea | Hatchery | Sea cages |
| Japanese seabass (spotted seabass) | 117 185 | Lateolabracidae | Lateolabrax japonicus | Hatchery | Sea cages |
| Snubnose pompano | 110 194 | Carangidae | Trachinotus blochii | Hatchery | Ponds, tanks, sea cages |
| Sturgeons (not including Beluga)5 | 90 000 | Acipenseridae | Various spp.5 | Hatchery | Tanks, ponds, cages, RAS |
| Red drum | 72 819 | Sciaenidae | Sciaenops ocellatus | Hatchery, outdoor ponds, indoor tanks | Tanks, sea cages |
| Turbot | 71 851 | Scopthalmidae | Scophthalmus maximus | Hatchery | Sea cages, RAS |
| Silver sea bream | 65 566 | Sparidae | Pagrus auratus | Hatchery | Sea cages |
| Barramundi (Australian or Asian seabass) | 63 722 | Centropomidae | Lates calcarifer | Hatchery | Ponds, RAS, sea cages |
| Red sea bream | 56 861a | Sparidae | Pagrus major | Mainly hatchery, wild | Sea cages |
| Bastard halibut (olive flounder, Japanese flounder) | 44 733 | Paralichthydae | Paralichthys olivaceous | Hatchery | Tanks |
| Cobia | 40 329 | Rachycentridae | Rachycentron canadum | Hatchery | Open ocean cages |
| Korean rockfish | 24 598 | Sebastidae | Sebastes schlegelii | Hatchery | Sea cages |
| Pacific bluefin tuna | 22 986 | Scombridae | Thunnus orientalis | Wild | Open ocean cages |
| Tiger pufferfish | 22 825 | Tetraodontidae | Takifugu rubripes | Hatchery | Sea cages |
| Greater amberjack | 20 509 | Carangidae | Seriola dumerili | Mainly wild | Sea cages |
| Meagre | 11 748 | Sciaenidae | Argyrosomus regius | Hatchery | Tanks, sea cages |
| Mangrove red snapper | 10 392 | Lutjanidae | Lutjanus argentimaculatus | Wild, hatchery | Sea cages |
| Righteye flounder3 | 9 629 | Pleuronectidae | Various spp. (not including Atlantic halibut)3 | Hatchery | Tanks, RAS |
| Flathead grey mullet | 8 521 | Mugilidae | Mugil cephalus | Mainly wild, hatchery | Ponds |
| Southern bluefin tuna | 7 544 | Scombridae | Thunnus maccoyii | Wild | Open ocean cages |
| Atlantic bluefin tuna | 4 253 | Scombridae | Thunnus thynnus | Wild | Open ocean cages |
| Atlantic cod | 1 696 | Gadidae | Gadus morhua | Hatchery | Sea cages |
| Atlantic halibut | 1 327 | Pleuronectidae | Hippoglossus hippoglossus | Hatchery | Tanks, RAS |
| Lefteye flounders4 | 572 | Bothidae | Not specified | Hatchery | Flow through tanks |
| European eel | 94 | Anguillidae | Anguilla anguilla | Wild | RAS |
| European sturgeon (Beluga) | 3 | Acipenseridae | Huso huso | Hatchery | Raceways, tanks, RAS |
| Sixfinger threadfin | 1 | Polynemidae | Polydactylus sexfilis | Hatchery | Open ocean cages |
1 FAO FishStatJ (2016).
2 tanks = flow‐through tanks, RAS = recirculating aquaculture systems, sea cages = nearshore cages.
3 Pleuronectes platessa, Platichthys flesus, Limanda ferruginea, Pseudopleuronectes americanus, Microstomus kitt, Hippoglossoides platessoides, Hippoglossus stenolepsis.
4 Not specfied.
5 Acipenser baerii, A. gueldenstaedtii, A. ruthenus, A. naccarii, H. huso x A. ruthenus hybrid, and A. transmontanus.
a MAFF (2016). Data is for 2013.
Culture practices are likewise diverse and impossible to characterise generically. This chapter provides a general overview of practices used for the marine fish aquaculture and then provides eight ‘case studies’ of farmed marine fish. The case studies represent some of the important food fish in terms of annual production and also illustrate the diversity of practices used in marine aquaculture. Salmonids and marine ornamental fish are covered in separate chapters.
20.2 Importance of Marine Fish Aquaculture
Aquaculture of freshwater fish has historically dominated world food fish production. Marine fish comprise a significant, but smaller, percentage of total aquaculture production. In 2014, total world finfish aquaculture was ~46 million t, valued at USD 82.4 billion. Freshwater fish production was ~43 million t, or 93% of total fish production, valued at USD 70.9 billion, or 86.0% of the total value. World aquaculture production of marine fish was 3.37 million t in 2014, which was 7% of total fish production but was valued at USD 11.5 billion, or 14% of the total value. Marine fish farming has disproportionately higher value because it includes many species with higher market value (and higher production costs) than most freshwater‐farmed fish. The importance of marine fish farming will undoubtedly increase as world population growth and rising incomes in developing countries drive the demand for high‐quality fish.
20.3 Hatcheries
There are fundamental biotechnical reasons for the lag in development of marine fish aquaculture compared to freshwater species. Production of seedstock is a continuing bottleneck for many marine fish species, and a major challenge in marine finfish hatchery technology is related to the complex life cycles of marine fish compared to freshwater fish. Closing the life cycle was relatively straightforward for the trouts, catfishes, carps, and tilapias—which are easy to spawn in captivity. Many freshwater fish also produce large larvae with large yolk sacs (Figure 19.7) that provides newly‐hatched fish with sufficient food reserves to sustain significant development toward the juvenile stage. Once their yolk is consumed and exogenous feeding begins, many freshwater ‘fry’ are hardy, have a large mouth and a well‐developed digestive system and are able to thrive on commercially available feeds that are formulated specifically to meet their nutritional needs.
In contrast, the life cycles of many marine fish are not well understood. Most species spawn in oceanic waters at locations that are not precisely known, and they produce tiny, transparent, microscopic eggs and larvae that are part of the zooplankton, and their diurnal vertical migrations as well as their dispersal patterns are difficult to observe and track. Knowledge of life histories, including spawning requirements and larval diets, behaviour and migratory patterns is incomplete. Many marine fish do not breed freely in captivity, but the precise environmental cues to obtain natural spawning under hatchery conditions are difficult to determine experimentally. Fish culturists circumvent their lack of knowledge of reproductive control by inducing fish to spawn with hormones (section 6.2.1; Figure 6.1). However, protocols for conditioning captive broodstock to attain sexual maturity and reliable hormonal therapies for inducing spawning and producing fertilised eggs of high quality require in‐depth knowledge of fish reproductive endocrinology and broodstock nutrition. This has required significant long‐term investments in research by both university and private‐sector researchers.
Most marine fish with aquaculture potential produce large numbers of very small eggs (0.8–1.0 mm) with limited yolk reserves. The eggs hatch into tiny (3–5 mm in total length), free‐living larvae (Figure 20.1) that receive no parental care, develop rapidly, are very susceptible to environmental stressors and experience high mortality in nature. Their meagre yolk reserves provide limited sustenance for the larvae, which are weak swimmers and have primitive digestive systems at the start of feeding when their yolk reserves are depleted. Since larval yolk reserves originate from the parental broodfish, the nutritional requirements of the early larvae may be profoundly influenced by broodstock nutrition, but experimental data on specific nutrient requirements in broodstock diets is limited for most marine finfish species.

Figure 20.1 Sole Solea solea larva at 7 days post‐hatching.
Source: © Hans Hillewaert via Wikimedia Commons.
First‐feeding larvae of marine fish differ in appearance from the adult form, and they undergo a relatively long period of development before the adult form is attained, typically around 30–50 days post‐hatching (dph). In flatfish, the transition from larvae to juvenile involves a dramatic metamorphic transformation from a pelagic to a benthic mode of existence. During metamorphosis, there are drastic changes in body symmetry, organisation of the internal organs, and fish behaviour that pose unique challenges for the larval culturist.
First‐feeding marine fish larvae must be provided with food as soon as the mouth is open since the yolk is exhausted by this time, and any delay in feeding will reduce survival. A small larva has an even smaller mouth gape, which further limits the size of food particles that they can ingest. Since small larval fish are unable to consume or digest ‘artificial’ diets (section 9.7), living planktonic prey organisms must be fed to the larvae as their initial foodstuffs. Therefore, live planktonic foods are essential for rearing marine finfish larvae at present.
Prey organisms must be abundant, slow swimming, and small enough for larvae to capture easily. But they must not be so abundant that they overwhelm the fish larvae or produce excessive wastes that become toxic to the fish larvae. Cultured planktonic prey grown in hatcheries have limited nutritional value and therefore must be enriched with nutrients such as essential fatty acids. The challenge of raising marine finfish larvae is, therefore, to provide a continuous supply of live planktonic food organisms of the correct sizes and nutritional value, without contaminating the environment. These requirements also require special design considerations for larval rearing systems that allow waste products to be flushed from the culture system, while retaining the small living planktonic prey and the fish larvae in the rearing tank without injury. Improving live food production techniques and feeding strategies that are cost‐effective at industrial scales are a challenge for culturists.
20.3.1 Live Food Organisms and Artificial Feeds
Since about 1975, culturists have selected a small number of food sources for feeding marine fish larvae. These live prey must be simple and cost‐effective to raise and versatile enough to use over a range of species, but also palatable, digestible, and meet the energetic and nutrient requirements of the larvae. Three groups of live prey are commonly used for commercial‐scale culture of marine fish larvae:
- various species of microalgae (approximate size 2–20 µm);
- the rotifer Brachionus spp. (100–360 µm lorica length); and
- brine shrimp Artemia spp. nauplii (420–800 µm).
Most dietary feeding regimes for marine fish larvae are based on these three basic feed types. In addition, oyster larvae (~40–60 µm) are sometimes fed to exceptionally small larvae to help them grow until they can more easily feed on rotifers. Cultured copepods are also being used increasingly to supplement rotifers and Artemia. Finally, various artificial diets are used to substitute for live prey. Additional details are provided in Chapter 9.
20.3.1.1 Microalgae
Live feed production is the foundation of larval rearing. Feeding larvae in a hatchery involves creating a food chain in which the primary producer (microalgae) is used to feed a primary consumer (rotifers) which are in turn used to feed a secondary consumer, the larval fish. Because phytoplankton are needed as the base of the food chain, a large percentage of hatchery space is dedicated to microalgae production.
A typical microalga used in hatcheries is Nannochloropsis oculata because of its tolerance to a wide range of temperatures and salinities. It has a favorable fatty acid profile that is reflected in the fatty acid content of rotifers that feed on the microalgae and, therefore, in the nutritional value of the rotifers to marine fish larvae.
The basic strategy for culturing N. oculata is to progressively scale up from a stock test‐tube culture to indoor flask cultures, then to carboy and cylinder cultures, and finally to outdoor cultures in tanks, raceways or ponds until harvestable volumes are reached (Figure 9.3). Aseptic techniques are used to prevent culture from contamination from algae‐eating organisms such as ciliates and rotifers. Continuous algal culture systems using enclosed photobioreactors made of transparent tubes or containers have enabled production of higher concentrations of microalgae in less space. Another innovation that has eliminated the labour and hatchery space is the development of highly concentrated algae available from commercial suppliers that can be stored frozen for 2–3 yr.
Many commercial hatchery operations introduce microalgae to the larval rearing tanks even before rotifers are fed. They may be directly consumed by some fish larvae to stimulate feeding, provide micronutrients, stimulate synthesis of digestive enzymes, act as immunological stimulants to the larvae, supply exogenous enzymes which the larvae need to digest zooplankton, or promote growth of beneficial bacteria in the larval digestive tract or in the rearing tank. Microalgae also maintain the dietary value of the zooplankton that feed on microalgae in the fish tanks. They improve water quality by assimilating nitrogenous wastes such as ammonia and have light‐shading effects to minimise the stress of artificial lights on feeding. They can improve visibility of live prey to fish larvae and result in more even distribution of larvae and prey to minimise crowding. Using microalgae as a background (‘greenwater’) is a common practice for rearing the early larval stages of most marine fish species that use rotifers as a first feed.
20.3.1.2 Rotifers
Rotifers Brachionus spp. are microscopic filter‐feeding animals that are crucial as a first feed or ‘starter diet’ for a variety of larval marine fish (Figure 9.6; section 9.4). Rotifers are widely used since they swim slowly and are easily captured by fish larvae, are tolerant of high densities and have short generation times that make them suitable for mass culture.
Two species of rotifers are commonly used: a large (L‐type) B. plicatilis (200–360 µm lorica length) and a small (S‐type) B. rotundiformis (100–200 µm lorica length). The S‐type is frequently used in marine fish culture because they are more easily eaten by small fish larvae with a small mouth gape. Optimum growth temperatures are 28–35 °C for the S‐type and 18–25 °C for the L‐type. Rotifers reproduce asexually and sexually depending on their environment. Asexual reproduction has a shorter generation time of 18–24 hr. Sudden changes in environment (e.g., salinity, temperature, food) can induce the rotifer to reproduce sexually which involves the production of resting eggs (cysts) that do not immediately hatch and therefore involve longer generation times. The culturist therefore strives to maintain rotifers under optimum environmental conditions since asexual reproduction produces the fastest growth rates.
The nutritional quality of the rotifer to the fish larvae is influenced by their diet, which can be manipulated to meet the requirements of the fish larvae. The microalga Nannochloropsis oculata is often used for rotifer culture in marine fish hatcheries because it has high levels of the essential fatty acids eicosapentaenoic acid (EPA), docosahexaenoic acid (DHA) and arachidonic acid (ARA). Rotifers may be enriched by incubating them in a variety of commercially available emulsions to boost their essential fatty acids and other nutrients. In general, enriched diets increase growth and stress resistance in fish larvae and decrease pigmentation abnormalities.
Many types of systems are used for rotifer culture, but the batch culture system is most common. A culture tank is filled with phytoplankton and inoculated with rotifers. Additional phytoplankton is added on day 2 and the rotifers multiply and are harvestable by day 3. A small portion is saved as an inoculant to repeat this cycle. Several tanks are maintained and harvested at staggered timed intervals to ensure a continuous supply. To minimise costs of raising microalgae as feed, artificial rotifer diets have been developed that replace microalgae while providing a nutritious rotifer. These artificial rotifer diets may provide more predictable rotifer outputs and levels of enrichment with essential fatty acids than can be achieved by using microalgae. Use of artificial rotifer diets in replacement of microalgae may significantly reduce the production costs of rotifers. High‐density continuous rotifer culture systems are also being developed to provide daily harvests from one tank to improve culture stability and stabilise bacterial populations in the culture while reducing space and labour requirements for the hatchery.
20.3.1.3 Artemia
Artemia develop through many stages and sizes, each of which can be used as a food during different phases of larval rearing (Figures 9.7). The newly hatched nauplius stage (Instar I) is critical for larval rearing of marine fish. Because of their larger size compared to rotifers, Artemia nauplii are used to feed larger, more developed larvae. Artemia cysts are purchased commercially and are easily hatched by immersion in seawater for around 24 hr.
The newly hatched Instar I must be separated from the empty cysts, which are indigestible to the fish larvae and can block their digestive tracts. Various techniques to separate cysts from nauplii, including using light to attract the phototactic nauplii, decapsulation of cysts by chemical treatment before hatching, and by using cysts coated with iron which can be separated from the Instar I nauplii after hatching by passing the nauplii through a pipe harvester containing a magnet which retains the cysts.
The first larval stage measures 400–500 µm. The Instar I nauplius does not take up food as its digestive system is not functional. Instar I nauplii quickly lose caloric content and must be fed to fish as soon as possible after hatching, otherwise their lower organic dry weight will reduce the amount of energy uptake by the larva per unit hunting effort resulting in slower larval fish growth.
After 8–12 hr, the Instar I larvae molt to a second larval stage (Instar II metanauplii), which has a functional digestive tract and is able to filter small food particles. Fish larvae readily consume Instar II metanauplii, which are enriched with commercial preparations to supplement essential nutrients such as fatty acids. Enrichment procedures use various mixtures of selected microalgae, algae‐replacement products such as microencapsulated products, yeast, emulsified preparations of beneficial marine oils, or spray‐dried cells of heterotrophicallygrown algae such as Schizochytrium spp. (see section 9.4.8).
The major problems associated with Artemia are costs, care required for maximising their hatching and collection, and their limited nutritional value to many marine finfish larvae. Live feeds such as Brachionus and Artemia may also be bioencapsulated with a drug or vaccine and delivered orally to the larvae as prophylactic and therapeutic measures. For example, seabass fry can be vaccinated against the pathogenic Vibrio bacteria by feeding them Artemia incorporating the vaccine.
20.3.1.4 Copepods
Copepods used in aquaculture are non‐parasitic forms of the orders Calanoida (planktonic), Harpacticoida (benthic) and Cyclopoida (both planktonic and benthic). Copepods used in marine finfish larviculture vary in size (25–800 µm) depending on species and ontogenetic stage (nauplii, copepodites, and adults). These filter‐feeding organisms provide a number of advantages for marine fish larval culture. Different sizes of copepods may be offered to the fish larvae depending on their needs. Although the nutritional composition of copepods reflects their diet during culture, they are generally of higher nutritional value to marine fish larvae than Artemia. In addition, copepodites and adults may contain higher levels of digestive enzymes, which make them more digestible by the fish larvae. Their erratic swimming movements also provide an attractive visual stimulus to feeding for the early fish larvae, which may rely mainly on sight for feeding.
Copepods reproduce sexually and are less suited than rotifers for mass culture because they have a long life cycle of about a month, which makes it difficult to create and maintain a culture of copepods that can reproduce quickly enough to sustain a large population of growing fish larvae. Rearing methods are similar to rotifers. They cannot be grown at densities as high as rotifers, and infrastructure and labour costs currently limit production of sufficient quantities of live copepods to replace rotifers and Artemia in commercial marine food fish hatcheries. Despite their costs, the judicious use of copepods as a start feed or to supplement rotifers and Artemia may be advantageous to commercial hatcheries of some species that do not readily consume rotifers as a first feed. The reader is referred to section 9.4.9.1 for more information on copepod culture.
20.3.1.5 Artificial Microdiets
In addition to live prey organisms, larval culturists are attempting to use artificial microdiets to replace or substitute for live feeds. A reduction in live‐food requirements would reduce production costs. Artificial microdiets must be of the proper particle size, physical performance (buoyancy, leaching), attractive, digestible and must also have the proper balance of nutrients, while remaining cost‐effective (Table 9.8). Complete replacement microdiets for marine fish larviculture remain an elusive goal (section 9.7); however, progress has been made to improve the characteristics of these diets so that they can be fed at earlier stages (early weaning diet) or to partially replace live food (co‐feeding diet). A common strategy is to co‐feed artificial microdiets with live feeds and to gradually withdraw live feeds as microdiets are increased. Complete weaning to artificial feeds is a gradual process that may take up to several weeks depending on fish species.
Cannibalism is often observed as larvae develop from pre‐metamorphic through juvenile stages, and providing ample feeds for the larvae is important to reduce losses from intra‐fish aggression. This must be balanced against overfeeding, since larval microdiets may deteriorate quickly and reduce water quality. In addition to optimising feeds and feeding regimes, maintaining optimum fish densities and periodic grading of fish to minimise size variation are strategies used to minimise cannibalism.
20.3.2 Larval Culture Systems
Two basic types of larval rearing systems are used: extensive and intensive. Extensive culture systems are usually outdoors in ponds with volumes up to thousands of cubic meters. Fertilised eggs or newly hatched larvae are stocked at relatively low densities in a fertilised pond inoculated with microalgae and zooplankton to provide a food source for the larvae. The microalgae and zooplankton are either cultured, or grown in another pond and periodically pumped or collected in filter bag nets and then transferred to the larval rearing pond. Larvae are grown for 1–2 months to produce early juveniles for transfer to nurseries or for 2–6 months to produce advanced juveniles for stocking into grow‐out systems. Extensive larval rearing systems minimise operating costs and can produce large numbers of juveniles more economically than intensive tanks, but management of environmental conditions in the pond is difficult (or impossible) and yields from such ponds are variable.
Intensive larval culture uses indoor tanks usually less than 20 m3 (but up to 200 m3) stocked at a high density. The tank shape is usually cylindrical to facilitate water circulation and waste removal. Rotifers and Artemia are primarily fed to the fish larvae in intensive systems. These systems enable close observation and control of environmental conditions and feeding, including the use of automated systems for feeding and cleaning tanks and maintaining stable environmental conditions (Figure 20.2).
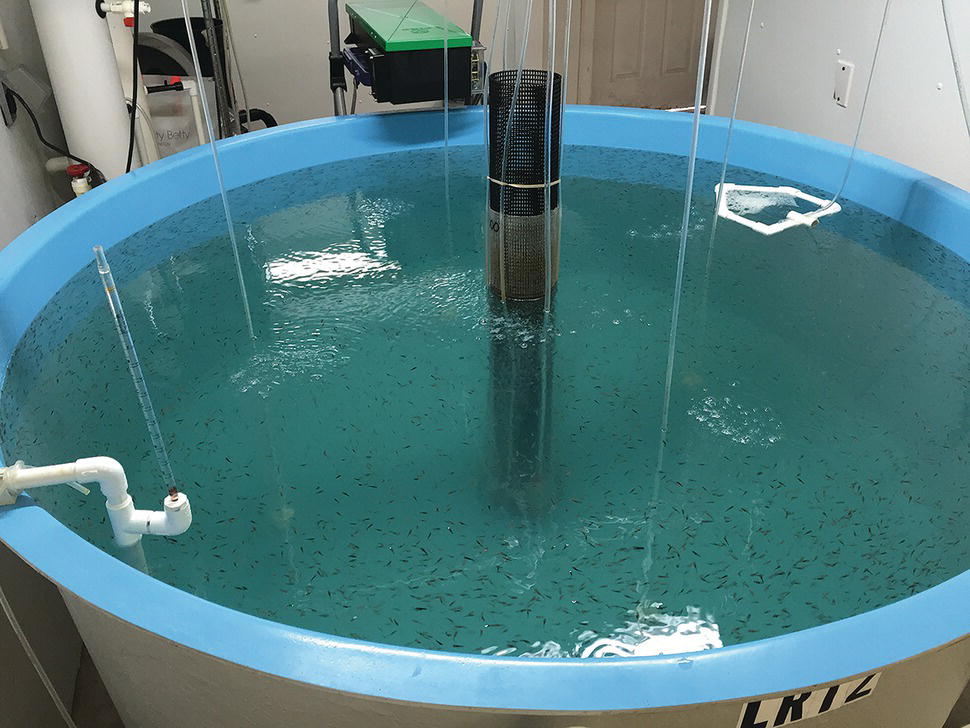
Figure 20.2 Marine fish larval rearing tank (2100 L) at the University of North Carolina Wilmington, USA. The tank has a skimmer to remove surface films, airstones, an automatic feeder and standpipe screening to prevent loss of small fish.
Source: Reproduced with permission from Wade O. Watanabe, 2017.
Lighting intensity and photoperiod are controlled to provide conditions that optimise feeding, which vary with species. Optimal light intensity may be related to conditions that each species encounters in their natural habitat and surface light intensities are highly variable among species and practitioners. However, illumination levels are affected by factors such as quality of light (spectra), tank colour, tank depth, and concentrations of microalgal cells (greenwater) that attenuate light. Since marine finfish larvae are visual predators and need light to hunt, longer photoperiods of 18 hr light: 6 hr dark are often used in hatcheries to provide more time for the larvae to feed and grow. Continuous light or dark conditions, on the other hand, are generally avoided as they can impair feeding and normal development.
Larvae may be fed by hand several times per day or feed may be delivered using timer‐controlled peristaltic pumps connected to feed coolers. Coolers are filled in the morning with freshly‐enriched live prey and immediately refrigerated or chilled with ice (i.e., ‘cold‐banked’) to reduce metabolism of the prey organisms to maintain their nutritional value to the fish larvae throughout the day, long after the prey‐enrichment process is completed. Artificial feeds are also fed by hand or with automatic feeders.
Within a few days of first‐feeding, an oily film accumulates on the water surface of intensively‐managed larval rearing tanks, consisting of rotifer shells, proteinaceous wastes, and oily material from prey‐enrichment media. The surface film fosters bacterial growth and impedes the larvae from gulping air at the water surface to inflate its swim bladder, an internal organ that helps the fish control its buoyancy and to minimise energy in swimming. Larvae that are unable to fill their swim bladders expend more energy to stay in the water column, and this leads to spinal deformities (lordosis), abnormal swimming and feeding, and reduced growth. In many marine fish hatcheries, ‘surface skimming’ is practiced daily to remove the oily film and to promote oxygen exchange between the air‐water interface and dissolved oxygen levels in the larval rearing tank. Surface skimmers are floating traps, typically made from plastic pipe or hose in square, triangle, or circular form, with an orifice on one side through which air is blown tangentially to the water surface, driving surface film and debris from the fish tank surface into the trap. Waste material accumulating inside the trap is removed at least once daily with a beaker.
Larval rearing tanks also accumulate debris on the bottom, including dead planktonic prey, artificial feed, microalgae, and bacteria. These solids must be removed periodically to maintain water quality.
To maintain good water quality in the larval rearing tank, water exchange is increased during the larval rearing period as fish grow and feed inputs increase, but water flow must be balanced against flushing the tiny fish larvae and their live prey from the tank. Aeration levels are also managed by strategic placement of airstones and adjusting air flow to help larvae remain in the water column and feed on live prey. Optimal aeration levels encourage an even distribution of larvae and live prey in the water column. Inadequate aeration may cause larvae and live prey to aggregate, while excessive aeration may cause larvae to be thrown against the tank walls, or create currents that hamper feeding by the larval fish.
Beneficial bacteria (probiotics) are sometimes used by hatchery managers to manage the microbial environment for the benefit of the cultured fish larvae. Probiotics compete with opportunistic pathogens in the rearing medium and in the gut microbiota to prevent bacterial diseases. Probiotics may inhibit pathogenic bacteria, serve as a source of nutrients and enzymes to aid larval digestion, and possibly enhance immunity against pathogenic bacteria.
Intensive larval culture systems are appropriate for species with well‐established culture requirements (e.g., European seabass, gilthead seabream, turbot). Water‐recirculating systems are increasingly used for hatchery production of marine fish because they allow greater control of environmental conditions. Semi‐extensive (also known as mesocosm) systems use outdoor or indoor tanks (30–100 m3) or bags stocked at intermediate larval densities and are managed using a combination of extensive and intensive system techniques.
20.4 Grow‐Out Systems
A major challenge to marine fish aquaculturists worldwide is the development of cost‐effective and environmentally sound grow‐out technologies for raising fingerlings to marketable sizes. Systems and methods for grow‐out are remarkably diverse among species and can vary from farm to farm for a given species. Systems include shallow coastal ponds, coastal pens, offshore cages, and land‐based flow‐through and intensive recirculating aquaculture systems.
Preferred systems depend on many factors, including geographical location, availability of brackish or seawater of required salinity, daily or seasonal variations in salinity and temperature, the environmental tolerance of the fish species to be cultured (e.g., fluctuations in salinity, temperature, and dissolved oxygen), and its ability to tolerate crowding. Minimum space requirements are also a major consideration for relatively large and fast‐swimming pelagic species (e.g., cobia, amberjack, and tuna). Marine fish aquaculture facilities—as with all animal production facilities—produce a variety of wastes that are potentially harmful to the environment. Grow‐out systems use different approaches to maintaining water quality and managing wastes. Marine pen and cage systems in particular face unique ecological, environmental, engineering, and aesthetic challenges to managing wastes that are currently being addressed to ensure sustainable growth of the industry.
20.4.1 Coastal Ponds
Brackishwater ponds, either natural or man‐made, are the most popular type of aquaculture system for marine fish. The traditional grow‐out pond used for centuries is the shallow pond built with earthen dikes in coastal areas where the operator is able to take advantage of tidal exchange of water, which obviates the need for mechanical pumping or aeration. In extensive pond systems, fertilisers are applied to stimulate growth of natural planktonic and benthic feeds for the fish, which must be grown at low densities and with limited annual yields. In semi‐intensive pond systems, fish densities are increased, but artificial feeds are used to supplement natural feeds. In intensive pond systems, fish are stocked at much higher densities and production relies entirely on artificial feeds. Energy inputs such as mechanical pumping of water and aeration are usually required to maintain water quality conditions.
Marine fish grown in outdoor ponds must be able to tolerate the daily and seasonal changes in temperatures and salinities. Pond aquaculture of marine fish is more difficult at higher latitudes where wide seasonal variations in temperature limit the growing season and the species that tolerate such conditions. In the tropics, however, where favorable growth conditions extend year‐round, aquaculturists are able to exploit species that tolerate the wide range of salinities that characterise coastal brackish water ponds. The euryhaline and omnivorous milkfish is the best example of a fish well‐suited for pond aquaculture.
20.4.2 Flow‐Through Systems
Flow‐through systems are generally land‐based tanks constructed of various materials (plastic, fibreglass, concrete) using seawater pumped from the ocean and passed through tanks holding the fish. Effluent is then discharged back to the ocean, either with or without treatment to remove wastes. Unlike recirculating systems described below, there is little or no reuse of water after each pass through the culture system. The waste‐laden discharge can contribute to pollution of the receiving waters, and the effluent discharged from flow‐through systems are increasingly treated to minimise environmental pollution and reduce the spread of diseases among farms in close proximity. Flow‐through tank systems are commonly used to grow marine fish such as rockfish in Korea and olive flounder in Korea and Japan.
20.4.3 Recirculating Aquaculture Systems (RAS)
With the dramatic increase in coastal development and multi‐user conflicts in environmentally sensitive coastal zones, suitable sites for coastal aquaculture are at a premium. Land‐based RAS are currently being used to raise certain freshwater fish but are increasingly being evaluated by researchers and farmers for production of marine fish (Figure 20.3). These systems are described in Chapters 3 and 4. In addition to advantages such as reduced water use and reduced effluent‐discharge volume, the concentrated wastes also provide aquaculturists with the opportunity to integrate marine finfish RAS with other types of valuable mariculture products such as marine worms (polychaetes), salt‐tolerant plants (e.g., Salicornia), microalgae and molluscs (e.g., oysters) which filter waste nutrients from the RAS effluent before discharge.

Figure 20.3 Pilot‐scale recirculating aquaculture system for grow‐out of southern flounder in North Carolina, USA.
Source: Reproduced with permission from Wade O. Watanabe, 2017.
The saltwater culture medium poses unique technical challenges in maintaining equipment and proper water quality when RAS are used for marine fish production. Saltwater accelerates corrosion of certain materials and specialised pumps and equipment designed for seawater use are required. Seawater RAS systems generally need a longer start‐up time for biological filters to efficiently convert ammonia to nitrate (nitrification). Nitrifying bacteria acclimate to salinities ranging from freshwater to full strength seawater given sufficient time, but abrupt changes in salinity greater than 5‰ may shock nitrifying bacteria and reduce rate of nitrification and require a lag time to adapt to such salinity changes.
Recirculating systems cannot operate without some exchange with new water to flush nitrate accumulating from the nitrification process and to stabilise alkalinity and pH. A typical exchange rate is about 10% of the system volume per day (90% recirculation of water) when fish biomass is high. As such, for every 100 000 litres within the RAS, 10 000 litres of effluent laden with waste are released from the system. Freshwater RAS effluents may be treated in municipal waste treatment facilities or applied onto agricultural lands as fertiliser or compost, and the freshwater lost with these wastes may easily be made up from terrestrial or municipal sources. Land application is unacceptable with salt water which is toxic to terrestrial plants and animals, and artificial seawater to make up significant daily water exchanges is cost‐prohibitive. This requirement to maintain at least 10% water exchange currently restricts marine RAS to coastal areas where a continuous source of seawater is accessible.
High start‐up and operational costs have limited the extent to which RAS systems have been used by commercial marine fish farmers. Marine RAS technology must be improved to increase the level of recirculation to 96–98% to reduce the amount of salt discharged with effluent and to allow the marine fish aquaculture industry to safely expand into almost any geographical location where seawater may be sourced or prepared. As the percentage of water recirculation increases above 90%, nitrate accumulates and depresses fish growth, increases stress, and results in increased incidence of disease. Effluent discharge can also create adverse environmental impacts. Alternative methods for removing nitrate from RAS are needed, such as denitrification systems which convert nitrate to nitrogen gas. Researchers are working to develop improved denitrification and sludge‐digestion systems for near‐zero exchange RAS, but few commercial companies claim to have the technology to grow marine fish in inland RAS with near‐zero‐exchange (i.e, 2% or less) of the total liquid effluent discharged from the RAS daily.
Marine fish aquaculturists currently grow marine finfish in inland‐based RAS by taking advantage of the natural osmoregulatory ability of certain fish to thrive at very low salinities. Australian seabass (barramundi), for example, are euryhaline and are being farmed at low salinities in recirculating systems at an inland location in the northeastern USA. Approximately 99% of the water is recirculated and fish wastes are used as fertiliser by local farmers. University and private sector researchers in the USA are also attempting to grow other species (e.g., southern flounder and pompano) in low‐salinity RAS prepared by supplementing fresh groundwater with industrial salt to avoid the high costs of commercial artificial seawater mixes.
20.4.4 Coastal Pens and Cages
Worldwide, many different species of fish are farmed commercially in net pens and cages that are moored to the bottom in nearshore ocean waters such as estuaries and coastal embayments which provide natural protection from winds and waves (Figure 20.4). These systems consist of a mesh enclosure to retain the fish while allowing water currents to maintain good water quality inside the enclosure by carrying away waste products and excess feed into the surrounding environment. If operations are not properly sited, wastes generated during grow‐out can increase nutrient concentrations in surrounding waters and contribute to harmful algal blooms, eutrophication and the spread of diseases among farms in close proximity. Accumulation of wastes on the ocean floor can also eliminate native species and reduce benthic biodiversity. Nearshore aquaculture facilities may also compete with residential and recreational use of nearshore coastal areas and are considered a form of visual pollution by some.

Figure 20.4 Coastal sea cages used to grow gilthead sea bream and European seabass in the Argolic Gulf of the Aegean Sea, Greece.
Source: Photograph by Jean Housen (Own work) [CC BY‐SA 3.0 (http://creativecommons.org/licenses/by‐sa/3.0)], via Wikimedia Commons.
To minimise environmental problems, fish farmers have developed highly digestible feeds that generate less wastes. Underwater cameras and automatic feeders are used to optimise consumption and minimise waste. In some areas, a pen or cage site is ‘fallowed’ by removing all equipment and leaving the site undisturbed for a year after harvest to allow the seafloor to recover from impacts.
20.4.5 Offshore Cages and Net Pens
Due to limited space in nearshore coastal areas and the potential for pollution and disease transfer, much of the growth in marine aquaculture is expected to be in the farming of selected marine fish in offshore areas at considerable distances from the environmentally sensitive coastal zone. Open‐ocean aquaculture facilities (Figure 20.5) generally consist of cages or net‐pens that can be free‐floating, secured to a structure, moored to the ocean bottom, or towed by a vessel. Self‐propelled floating cages have also been designed to travel like ships with favorable currents and be tracked by satellite. Open‐ocean facilities are exposed to wind and wave action and strong currents and severe weather conditions such as hurricanes that can limit access to cages for extended periods. Offshore systems are being engineered to withstand these harsh offshore conditions and to be submerged in the water column to avoid severe weather and conflicts with navigational use of surface waters. Automated fish monitoring and feeding systems and net cleaning robots are being developed to reduce labour costs.

Figure 20.5 Open ocean cage off the coast of Maine, USA.
Source: Photograph by NOAA's National Ocean Service (Aquaculture) [Public domain], via Wikimedia Commons.
Development of offshore aquaculture is controversial. Proponents of open‐ocean aquaculture suggest that wastes and excess feed will be assimilated efficiently in the open ocean environment and will therefore have negligible environmental impact compared to nearshore facilities. However, impacts are difficult to assess because there is limited experience with the capacity of the marine environment to assimilate pollutants from offshore cage systems. Preliminary studies of small‐scale operations have shown negligible impacts on the marine environment, but commercial‐scale operations must be evaluated.
Other potential environmental impacts of open‐ocean aquaculture include the effects of antibiotics, parasiticides, and other drugs and anti‐biofoulant chemicals, transfer of diseases from cultured to wild fish, and entanglement of marine wildlife in fish cages and lines. There is also concern about the escape of farmed fish or their gametes and effects on the genetics of wild populations. Concerns about genetic degradation of wild populations can potentially be addressed by limiting culture to native species of the local wild genotype and careful genetic management, including tagging of cultured fish in the event of escape. From a business operational standpoint, additional concerns include diver safety and health management, liability insurance, facility security and management, and logistical support.
20.5 Nutrition and Feeds
Nearly all fish that are farmed or candidates for commercial mariculture are carnivorous (milkfish being a notable exception). In culture, these fish generally require high‐energy, high‐protein feeds. These requirements are met by using relatively high inclusion levels of fishmeal and fish oil obtained from small pelagic fish such as sardines, anchovies, herring, mackerel, and menhaden (see Chapters 5 and 8). The ‘reduction’ fisheries for these feed‐fish are fully exploited, or have exceeded sustainable harvest levels globally, and are of ecological concern because populations of small pelagic fish are important food for predators in marine ecosystems. Marine fish feeds use a disproportionate share of the fishmeal and fish oil consumed in aquaculture. For marine fish aquaculture to expand, fishmeal and fish oil in aquafeeds need to be replaced with sustainable alternatives.
Fish products are critical to broodstock conditioning and egg and larval quality, but these life stages represent a small portion of protein and energy inputs to the entire fish production process. For the grow‐out stage, which requires the majority of protein and energy inputs, it has been demonstrated that the requirements for protein, energy, fatty acids and micronutrients can be met by using more sustainable alternative feedstuffs. Scientific feed formulation and feeding practices have resulted in substantial improvements in the efficiency of feed use. Alternative feed ingredients include terrestrial plant products (e.g., soybean meal, cottonseed meal), animal‐processing byproducts (poultry, beef, swine, and fish) and fishery bycatch. Considerable variation exists in the substitution limits of these various materials for fishmeal and fish oil, depending on their protein and energy content and digestibility and the species‐specific nutritional requirements.
Much more progress has been made in identifying protein alternatives to fishmeal than for fish oil. In 1995, fishmeal and fish oil inclusion in feeds for marine fish averaged about 50% and 15%, respectively. In 2008, fishmeal and fish oil inclusion declined to 29% and 8%, respectively and by 2020, it is expected that fishmeal and fish oil inclusion in aquafeeds for marine fish will decline to 12% and 4%, respectively (Tacon et al., 2011). It is expected that total usage of fishmeal by the aquaculture sector will decrease over the long term due in part to increased use of more cost‐effective dietary fishmeal replacements. In contrast, it is expected that use of fish oil by the aquaculture sector will continue to increase slowly due to the rising demand by the marine fish and crustaceans and the lack of cost‐effective sources of dietary lipids to completely replace the long‐chain highly unsaturated fatty acids in fish oil.
Fish oil is a natural source of the fatty acids EPA and DHA, which are beneficial to human heart, cardiovascular, cognitive, and neurological health. In nature, these fatty acids originate from marine phytoplankton and are concentrated up the food chain. Marine fish contain significantly higher concentrations of long‐chain omega‐3 fatty acids than terrestrial animals or freshwater fish, and it is economically advantageous to maintain high levels of these fatty acids in farmed products. Substitution of terrestrial protein and terrestrial oil for fishmeal and fish oil in the diet of marine fish reduces the levels of the long‐chain n‐3 fatty acids in their body tissues, lowering health benefits and marketability.
It is possible to reduce the total amount of fishmeal and fish oil used to grow some fish by using low dietary inclusion levels for most of the grow‐out period and then feeding ‘finishing diets’ containing higher levels of fishmeal and fish oil just before fish are marketed. Phytoplankton sources of these essential fatty acids are now commercially available for human consumption, but they are not currently economically viable for use in aquaculture feeds. Researchers also seek oil byproducts from the biofuels industry, fish processing wastes and discarded bycatch, worms, and insects to maintain the health benefits of the final product, without depending on fish oil. A major challenge for the marine finfish aquaculture industry will be to continue to reduce its dependence on wild fish for feeds and to identify more sustainable feed ingredients, especially in replacement of fish oil.
20.6 Marine Fishes in Aquaculture
Eight case studies of marine fish aquaculture are presented below. The goal is to describe species produced in significant volume (Table 20.1) but also to illustrate the diversity of practices used to grow marine fish. Among families not included are the following: Serranidae (grouper), Sciaenidae (drum, croaker, meagre), Lateolabracidae (Japanese seabass), Centropomidae (Barramundi), Sebastidae (Korean rockfish), Scombridae (tuna), Tetraodontidae (pufferfish), Lutjanidae (snapper), Mugilidae (mullet), Gadidae (cod), Anguillidae (eel), and Polynemidae (threadfin). General information on marine fish aquaculture is available in Tucker (1998) and Moksness et al. (2004).
20.7 Milkfish
Milkfish (known as ‘bangus’ in the Philippines, ‘bandeng’ in Indonesia and ‘shi mu yu’ in Taiwan) is an esteemed food fish and an important aquaculture species grown in brackishwater ponds in Southeast Asia. Milkfish farming is one of the oldest forms of marine aquaculture, with its beginning in the fourteenth century in Indonesia and in the sixteenth century in Taiwan and the Philippines.
Global production has increased from 167 000 t in 1970 to more than 1 million t in 2014. The most important producers in 2014 were the Philippines (390 000 t), Indonesia (578 000 t) and Taiwan (69 000 t). Almost all milkfish found in the marketplace are grown on farms and very few are wild‐caught. Milkfish aquaculture is summarised by Lee (1995) and by Liao and Leano (2010).
20.7.1 Biology and Life History
Milkfish is the only species in the family Chanidae (Order Gonorynchiformes). It has an elongated body with a silvery belly that blends to olive‐green or blue above (Figure 20.6). Adults may reach 15–20 kg in nature. Milkfish are distributed throughout the tropical and subtropical Indo‐Pacific from Central America to Mexico, Hawaii, and as far south as southern Australia and New Zealand.

Figure 20.6 Farmed milkfish from the Philippines. The fish was pulled from an ice bath used to chill fish immediately after harvest to preserve flesh quality.
Source: Reproduced with permission from Henrylito D. Tacio, 2017.
Natural spawning seasons vary among populations, but generally extend over the warm months of the year. Ideal temperature for spawning is 20–33 °C with an optimum of 28 °C. Spawning occurs in outer reefs and is often correlated with the new or full moon. In Taiwan, spawning occurs from April to September in offshore waters of around 30–40 m depth, and the female produces millions of small eggs (1.1–1.2 mm in diameter) that hatch within 24 hr into yolk sac larvae (3.5 mm). As the pelagic larvae develop they migrate from offshore spawning grounds to inshore areas, where young pre‐metamorphic larvae approximately 14–21 dph (12–15 mm total length) aggregate in intertidal areas and feed on plankton. After metamorphosis at 28–35 days, juveniles become benthic algal feeders and are found in estuaries and mangrove lagoons, and occasionally move upriver into freshwater lakes. Juveniles and adults are herbivorous or omnivorous and eat a variety of food items, including detritus, microbial mats, epiphytes and zooplankton. Subadult fish leave these inshore environments as they approach sexual maturity and return to the sea where they spawn.
20.7.2 Aquaculture
Milkfish is well suited for aquaculture because they grow fast and they efficiently use natural foods as well as a variety of supplemental feeds of plant and animal origin. They are relatively resistant to diseases and handling, and tolerate salinities ranging from freshwater to hypersaline. The remarkable euryhaline ability allows milkfish to be grown in a variety of systems, from inland brackishwater ponds to fish pens and cages situated in freshwater lakes and reservoirs or in coastal estuarine and marine environments.
20.7.2.1 Collection of wild fry
The milkfish aquaculture industry traditionally depended on the collection of wild‐caught ‘fry’ for stocking fish ponds. Following onshore migration, the young fry congregate along sandy beaches and mangrove areas and can be caught by fry‐gatherers using fine‐mesh nets. Fry collection has historically been an important industry in coastal areas of the Philippines, Taiwan, and Indonesia where large concentrations of fry could be found. Wild‐caught fry were distributed to rearing pond operators who grow the fish to a marketable size for sale to consumers. The traditional distribution system involved various middlemen, including runners who transported fish, dealers and concessionaires who held fish for various periods of time, and brokers who facilitated exchanges among parties, but did not physically handle the fish.
Regional, seasonal, and annual variations in fry availability were major constraints to industry growth in the past, but in the late 1970s significant advances were made by private hatcheries, research institutions, and government agencies in broodstock husbandry and hatchery technologies for artificial fry propagation. Milkfish farms in the Philippines, Taiwan, and Indonesia now purchase most of their fry from private hatcheries. Hatcheries range from small backyard‐type facilities in Indonesia to modern large‐scale facilities in Taiwan. Indonesian and Taiwanese hatcheries currently export milkfish fry to neighboring countries.
20.7.2.2 Broodstock Management
Milkfish broodstock are produced by growing juveniles in floating sea cages situated in sheltered bays or in deep brackishwater ponds in the Philippines, or in large, land‐based tanks supplied with flow‐through seawater, aerators, and automatic feeders in Indonesia and Taiwan. They reach sexual maturity at an average body weight of > 1.5 kg in 4–5 yr in large floating cages and around 8–10 yr in ponds and tanks. Broodstock are selected from hatchery‐reared fish to improve broodstock fecundity and growth rate. Broodfish are held at a sex ratio 1:1 and fed a high‐protein diet supplemented with natural food such as freshwater fish and shrimp. In land‐based tanks, timing of gonadal development and sexual maturation can be advanced by exposing fish to increasing daylength under a long photoperiod regime.
20.7.2.3 Spawning and Egg Incubation
For fish held in nearshore pens or cages, natural spawning (without hormonal intervention) occurs during the natural spawning season at temperatures of 26–35 °C. Spawning fish have reduced appetite and increased courtship behaviour, including chasing, leaping, and water‐slapping from midday to early evening, with spawning usually occurring around midnight. Captive broodstock can spawn up to 4 times in one season. Female broodstock of approximately 8 yr and 6 kg spawn 3–4 million eggs in one season. Females continue to spawn large numbers of eggs until they are 14–15 yr of age.
Broodstock held in land‐based tanks have been induced to spawn by hormonal manipulation. Milkfish have separate sexes (i.e., non‐hermaphroditic) and sex ratio in natural populations is close to 1:1. Knowledge of the gonadal development stage is critical to hormone‐induced spawning. Stage of ovarian development is determined by biopsy: a polyethylene cannula is inserted into the ovary through the genital pore and used to extract a sample of ovarian tissue which is examined microscopically. Administration of luteinising hormone‐releasing hormone analogue (LHRHa) via a pellet implant or liquid injection induces spontaneous spawning approximately 48 or 24 hr after application, respectively. A mature female induced to spawn can produce 2 million eggs/kg of body weight per year. Eggs produced through hormone‐induced spawning show inconsistent fertilisation success relative to eggs produced through natural spawning, probably related to the stage of ovarian development at the time of hormone induction. Commercial hatcheries rely mainly on natural spawning of broodstock as a simpler, more reliable option to obtain fertilised eggs.
Eggs are collected by air‐lift collectors and the buoyant, fertilised eggs are incubated in cylindro‐conical tanks at 30–34 ‰ salinity and 26–30 °C. Aeration is used to maintain dissolved oxygen levels and to keep eggs suspended. At 28 °C, eggs hatch about 24 hr after fertilisation.
20.7.2.4 Larval Rearing
Milkfish fry are produced using two general methods: indoor intensive tank production used primarily in the Philippines and semi‐intensive outdoor pond production used primarily in Taiwan. Large‐scale milkfish hatchery operations usually condition and spawn broodstock and rear larvae to the fry stages. Small backyard‐type hatcheries may purchase eggs or newly‐hatched larvae from other facilities.
In the intensive method, newly hatched larvae are stocked into tanks (10–20 m3) at a relatively high density. Live planktonic feeds are provided to the larvae beginning at 2 dph before the yolk sac is completely absorbed at 120 hr after hatching. Beginning on day 1 and continuing through 21 dph, the microalga Nannochloropsis oculata is added. From 2 dph to 21 dph, larvae are fed rotifers Brachionus plicatilis at least twice per day. Beginning at 12 dph, Artemia nauplii are added. Except for freshly hatched Artemia, rotifers and older Artemia nauplii are enriched with commercial enrichment diets before they are fed to the larvae to improve nutritional quality. Enrichment results in better larval growth, resistance to stress, and lower incidences of opercular deformities. At 15 dph, an artificial microdiet is co‐fed with newly hatched Artemia two to three times per day, and larvae are completely weaned to artificial feeds by day 21. Milkfish fry are harvested as early as day 21 at 14–16 mm total length and are transferred to nursery ponds for 30–45 days of rearing before they are stocked in grow‐out ponds.
Hatcheries in Taiwan mainly use semi‐intensive pond‐based production systems to produce milkfish fry. Outdoor rearing ponds are 300–400 m2 in surface area with a depth of 1.5 m. The pond bottom is covered with sand to maintain water clarity and to facilitate cleaning and harvesting. Airstones maintain oxygen levels, and seawater, freshwater, and greenwater are supplied to the pond through separate inlets. Ponds are shaded with black plastic to prevent larvae from exposure to direct sunlight and excessive algal blooms.
Ponds are stocked with about 0.6–1.2 million fertilised eggs to provide a starting density of 2–5 larvae/L. On day 2, Nannochloropsis sp. is introduced as greenwater. In Taiwan, natural blooming phytoplankton from other ponds is used as a source of greenwater. From day 3 to day 8, larvae are fed oyster eggs to facilitiate first‐feeding, and from day 5 rotifers Brachionus plicatilis are added. Artemia is not used, but eel feed, fishmeal, and artificial microdiets may be provided in addition to rotifers as early as day 10. Fry are ready for harvest at 20–25 days at a mean total length of 1.5 cm. In Taiwan, 0.2–0.6 million fry are typically produced in a 200–300 m2 pond.
20.7.2.5 Nursery Rearing
Nursery operations vary according to traditional culture practices in the major producer countries. In the Philippines, milkfish nurseries are integrated with grow‐out facilities, where fry are first raised in a small compartment of the larger grow‐out system. Fry are stocked at a density of up to 1000/L and feed on benthic algal mats and the associated microorganisms (known as ‘lab‐lab’ in the Philippines) which are encouraged to grow on the pond bottom by application of fertilisers. Vertical‐net substrates are used to increase surface area in the pond for growth of benthic algae. Nursery rearing is also conducted in nylon mesh nets (hapas) suspended inside a larger grow‐out enclosure such as brackish water pond, or a pen or cage located in a lagoon or freshwater lake. Feeds such as rice or corn bran, or commercial formulated feeds are provided to supplement natural foods. After 4–6 weeks, fry reach 5–8 cm and are stocked into the grow‐out ponds or pens.
In Taiwan, commercial hatchery and nursery systems are integrated, and milkfish fry are grown in large earthen ponds or canvas or concrete tanks (300–400 m2 and 1.5 m deep) and are stocked at higher densities of 2000/L, or more. In Indonesia, backyard‐type nurseries consist of much smaller canvas or concrete tanks (1–2 m3) and are stocked at densities comparable to those used in Taiwan.
Distribution of fry from nursery to grow‐out facilities involves transfers among multiple middlemen who count, transport, and store fry for periods of up to a week depending on demand. Fry are stored in 100‐ to 500‐L containers and fed cooked chicken egg yolk, wheat flour, or artificial microdiets. Survival of fry to the fingerling is approximately 70%.
20.7.2.6 Grow‐out to Marketable Sizes
Pond culture is the traditional type of milkfish production system in the Philippines, Indonesia, and Taiwan. Shallow water (extensive) and deep water (intensive) pond culture systems are used, which differ in the intensity of management of culture practices as well as the depth of the pond. In the last 40 years, pen and cage culture has become increasingly popular in the Philippines. As will be seen, the basis for production ranges from natural productivity to formulated feeds, depending on culture intensity.
In the 1980s commercial feeds were developed for milkfish. In the 1990s, more efficient feeds were developed using feed extrusion technology, including floating feeds for cage and pen culture and sinking feeds for pond‐ and tank‐based culture. Milkfish feeds for all stages from hatchery to marketable size (starter, grower, and finisher feeds) are commercially available (Lim et al., 2002).
20.7.2.7 Shallow‐water Ponds
In Indonesia, the Philippines, and other locations, milkfish are typically cultured in shallow brackishwater ponds to take advantage of tidal water exchange (Figure 20.7). A typical pond facility includes small nursery ponds (0.1–0.4 ha) to raise the fry to fingerlings and large grow‐out ponds (~1–5 ha). Nursery ponds represent one fourth to one third of the total pond area. Ponds are 40–50 cm deep and salinities vary from 10 to 35‰. Fry are stocked in nursery ponds and are grown 1–2 months before transfer to grow‐out ponds as fingerlings (2–7 cm; 1–6 g). At 4–6 weeks before stocking, ponds are treated with teaseed cake powder, tobacco dust, or a mixture of hydrated lime and ammonium sulfate fertiliser to eradicate predators and pests. Ponds are drained and dried, limed to control soil acidity, and then the pond is tilled. During the process of gradually re‐filling the pond with water, fertilisers are applied to sustain the growth of the lab‐lab as a natural food for the fish. Inorganic fertiliser is applied at 1–2 week intervals to maintain growth of lab‐lab.

Figure 20.7 Brackish water ponds adjacent to mangrove areas used for milkfish production in Tongatapu, Tonga.
Source: Reproduced with permission from Paul Southgate, 2017.
After the nursery phase, fingerlings are stocked in grow‐out ponds at densities ranging from 1000 to 3000 fingerlings/ha and production ranges from 300 to 900 kg/ha per crop, or 600 to 1800 kg/ha per year. On most farms in the Philippines, fish reside in the same grow‐out pond until harvest. However, some farmers transfer fish through a series of three progressively larger ponds as they grow to increase annual production to 2000–4000 kg/ha. Commercial feeds are applied in shallow water systems when natural food is inadequate. Farmers monitor environmental conditions and exchange water when weather conditions cause sudden changes in temperature and salinity or a depletion of dissolved oxygen. In Taiwan, deeper overwintering ponds are constructed next to the production ponds to hold fish that have not reached marketable size by late autumn. These long, narrow ponds are built to water depths of 1.5–2.0 m and are covered with canvas or palm fronds and may be supplied with heaters to protect fish against winter conditions which can lower water temperatures below 10 °C.
Deep‐water ponds
Deep‐water pond culture was developed as wetlands and mangroves became increasingly protected, land values and labour prices increased, and shallow water pond culture became less profitable. Mainly converted from existing shallow‐water ponds, deep‐water ponds provide greater water volume and production, as well as more stable water temperatures for production year around. Semi‐intensive grow‐out ponds have a water depth of 1–3 m and fish are stocked at higher densities of 8000–12 000/ha. Deep‐water culture systems are managed more intensively than shallow water systems. Fertilisers are applied in the first 45–60 days of grow‐out to stimulate natural productivity and artificial feed (minimum 25% protein) is provided daily. In addition to tidal water exchange, mechanical water pumps and paddlewheel aerators are used to maintain water quality and safe oxygen levels for the fish. Under these semi‐intensive conditions, annual production ranges from 5000–7500 kg/ha.
Intensive deepwater pond cultures systems in Taiwan use small (0.1–1 ha) ponds of 1–2 m depth. Fish are stocked at very high densities of > 20 000/ha and food supply is entirely dependent on commercial feeds. Annual production can exceed 12 000 kg/ha. These intensive systems require high capital investments for pumps and aerators as well as greater technical knowledge.
Pen culture
Pen culture was introduced in the Philippines in 1979 in the Laguna de Bay, a eutrophic lake with an average water depth of 3 m, where fish farmers could take advantage of high primary productivity to meet the nutritional needs of milkfish. Pens enclose areas of the lake with nets supported by stakes. They vary in shape and may range from 1 to 100 ha and typically consist of an outer barrier net and an inner enclosure net with finer mesh. Supplementary feeding is required when fish are stocked at higher densities or when natural food is depleted. Pen operators in Laguna de Bay stock 30 000 to 50 000 fingerlings per ha. Small fingerlings (5–25 g) are purchased from nurseries and are reared in small nursery pens until 40–50 g and then they are transferred to the grow‐out pens where they reach market size (250–300 g) in 4 to 8 months with a survival rate of 60–80%. Yields ranges from 4000 to 10 000 kg/ha.
In the mid‐1990s, pen culture was introduced into coastal intertidal rivers and lagoons in the Philippines with water depths of 2 to 7 m. In coastal waters, grow‐out pens are smaller (500–1600 m2) and fish are stocked at 6–12 fingerlings/m2 depending on depth and water current. A commercial formulated diet containing 27–31% protein is fed 3 to 4 times daily and the fish reach harvest size of 250–275 g in 4–5 months with 80–90% survival and yields of 1.5–5 kg/m2. Risks include pollution, weather, and poaching. In some areas, over‐expansion of pen culture has led to self‐pollution and the spread of disease.
Cage Culture
Cage culture is conducted in freshwater lakes, estuaries, and coastal marine waters. Cages range from 27 to 1800 m3 for rectangular cages and from 1800 to 12 600 m3 for circular cages, and are constructed of polyethylene net and various materials (e.g., bamboo, galvanised iron, polyethylene pipe). They are staked in shallow waters or moored in deep water with floats and anchors. Small fingerlings (5–10 g) are stocked at higher density in smaller nursery cages for 1–2 months before they are transferred to larger grow‐out cages. During the grow‐out stage, typical stocking densities in stationary and floating cages are 10–40 fish/m3. Survival ranges from 70–90% with yields of 3–20 kg/m3. Cages deployed in offshore areas with greater water circulation can be stocked at higher densities of 40–100 fish/m3 with yields of 20–35 kg/m3. A complete formulated feed (27–31% protein) is provided from stocking of the fish to harvest at a size range of 350 to 500 g. Fish are fed two to three times daily by hand or automatic feeders. To develop marine cage farming of milkfish in the Philippines, mariculture parks have been established by the government which provide infrastructure and extension and marketing services to farmers.
20.7.3 Diseases
Milkfish are relatively resistant to infectious diseases and relatively few serious epizootics have been reported. Bacterial (Vibrio anguillarum), mycotic, and parasitic (Lernea spp.) diseases have been associated with crowding, poor water quality, and handling stress. In overwintering ponds in Taiwan, cold temperatures, crowding, and poor water quality conditions are sometimes associated with disease. High mortality of hatchery‐reared juveniles has been associated with the parasitic dinoflagellate Amyloodinium ocellatum, which causes erosion of skin and gills at the sites of attachment. Mortalities have also been associated with opercular and gill membrane abnormalities which are likely related to nutritional deficiencies during the larval stages.
20.7.4 Processing and Marketing
After harvesting, milkfish are marketed fresh or chilled, whole or deboned, frozen, or processed. In the Philippines, most frozen fish are exported to the USA as milkfish bellies, backs, and heads and tail. Preservation methods have made it possible to export fish in quick‐frozen, dried, canned, bottled, smoked, or marinated forms. Milkfish have numerous fine intermuscular bones that reduce palatability, but deboning machines or high pressure cooking techniques are used to produce boneless milkfish products with higher market acceptance. These popular products are sold fresh, smoked, marinated, or frozen for domestic consumption or for export to the USA and EU. In the Philippines and Taiwan, imitation seafood products (‘surimi’) are produced from minced milkfish. Taiwan exports processed and value‐added products to the USA. Milkfish processing byproducts (viscera, head, fins, tail) are being studied for use in human or animal feeds. Indonesia exports hatchery‐reared fry to the Asia‐Pacific region.
To promote the safety of their milkfish products, major milkfish producing countries are addressing the food safety concerns of importing countries, including Hazard Analysis and Critical Control Point (HACCP) requirements during production, harvesting, and processing and traceability in the use of antibiotics and drugs. Taiwan uses eco‐labelling to promote the quality of processed milkfish products for export, and Indonesia certifies the health of fry exported to other Asian countries.
20.7.5 Industry Challenges
Milkfish compete with wild‐caught and imported fishery products and do not command a high farm gate price. As milkfish culture practices intensify and production increases, farm‐gate prices are not likely to increase. Biosafety and quality control measures to satisfy importer country requirements are increasing production costs. To sustain industry growth, production costs must be reduced by improving feeds and processing technology. To increase domestic and export market demand, further diversification of products to meet changing generational food preferences and increasing international product recognition and acceptance by different ethnic groups will be important to the industry. Tidal fluctuations related to climate change are anticipated to require elevation of dikes of coastal milkfish ponds in the future.
20.8 European Seabass
European seabass have long been highly prized as food fish in Europe and the Mediterranean. The fish historically were cultured in enclosed lagoons with other species, including gilthead sea bream and mullet. Fry were trapped in lagoons during the annual spring migration by opening barriers made of nets, reeds, or cement to allow natural stocking of lagoons with fry. Once stocked, barriers were closed and fish were held in these lagoons until they reached a marketable size. By the early 1970s, fry availability was reduced due to overfishing, changing coastal conditions, and pollution.
Production of European seabass juveniles in hatcheries started in the late 1970s, and by the 1980s, hatchery production had become a reliable technology in several Mediterranean countries. By 1992, aquaculture production of European seabass using hatchery‐reared seedstock surpassed 10 000 t, and by 2007, it surpassed 100 000 t. Seabass production has steadily increased to a peak of 156 450 t in 2014. Turkey led production with 74 653 t followed by Greece (32 142 t), Spain (16 722 t), and Egypt (15 167 t). Croatia, Cyprus, France, and Italy, also produce significant quantities.
20.8.1 Biology and Life History
The European seabass (family Moronidae) is found in the eastern Atlantic in an area from Ireland and the North Sea, south to Senegal. Its range extends across the Mediterranean Sea into the Black Sea. It has an elongated body with a large terminal mouth. It has a dark grey back with silvery sides fading to white on its abdomen (Figure 20.8). The fish may reach 15 kg. The European seabass lives and feeds on or near the bottom in coastal waters, including estuaries and lagoons. They are euryhaline and are found primarily in saltwater above 30‰ but can be found in dilute brackish water.

Figure 20.8 European seabass.
Source: © Citron / CC‐BY‐SA‐3.0.
Spawning occurs in the winter in Mediterranean populations and extends into spring in the Atlantic populations. Spawning occurs at the mouths of rivers and estuaries where salinities are above 30‰. Planktonic larvae develop at sea and move inshore as they grow. The young develop in brackish water where they remain for two summers. Sexes are separate with the average age to maturity being 4 years for females and 2 years for males in the Mediterranean and 5–8 years and 4–7 years and for females and males, respectively, in the Atlantic. In nature, they feed primarily on shrimp, molluscs, and fish. Biology and culture of European seabass are described in Vasquez and Mũnoz‐Cueto (2014).
20.8.2 Aquaculture
20.8.2.1 Broodstock
Wild‐caught and hatchery‐reared fish are used as broodstock. Although wild‐caught broodstock are sometimes used to avoid inbreeding and to maintain natural genetic lines, most hatcheries maintain their own broodstock and rarely recruit from wild stocks. Hatchery‐reared broodstock are selected based on desirable traits. Selective breeding programs have been underway since the mid‐1980s in France, Spain, Italy, and Israel to improve growth, morphology and carcass yield. Some strains of European seabass have been maintained in captivity for more than six generations.
20.8.2.2 Spawning
Broodstock are maintained at a ratio of 2 males to 1 female. Spawning tanks range from 1 to 20 m3 in volume and most broodstock systems are recirculating systems to allow better control of environmental conditions. Gonadal development is triggered by decreasing temperature and shortening daylength in the fall, and final maturation and spawning occur in winter. Captive broodstock spawn naturally in brood tanks, but volitional spawning is unpredictable. Therefore, induced spawning is preferred. Broodstock can also be conditioned to spawn outside of the natural season by manipulating the photothermal regime. Human chorionic gonadotropin (hCG) or gonadotrophin hormone releasing hormone analogues (GnRHa) are used to induce spawning. Spawning occurs when the water temperature is approximately 14–15 °C, and the spawning season lasts for approximately 2 months with individual females spawning up to several times each season.
Fertilised eggs (1.0–1.25 mm diameter) are incubated in 100–250 L conical tanks. Gentle aeration is provided to keep eggs in suspension. Eggs are incubated with flow‐through seawater and at the spawning temperature of 14–15 °C. Hatching occurs approximately 3–4 days after fertilisation and the newly‐hatched larvae are 4 mm in total length. After hatching, buoyant (viable) larvae are separated from the sinking (non‐viable) larvae and are transferred to the larval culture system.
20.8.2.3 Larval Culture
Larval rearing systems are either flow‐through or recirculating. Larval culture techniques, including feeding regimes and culture methods vary widely among hatcheries. Two larval rearing methods are commonly used: ‘the lighted method’ similar to that used in larval culture of the gilthead sea bream and ‘the French technique’ characterised by an initial rearing period under darkness and without rotifers. In ‘the lighted method,’ water temperature in larval tanks is kept at 15–17 °C when stocking and is then gradually raised to 17–20 °C by 34 dph. A long photoperiod of 18 hr light: 6 hr dark is maintained at a light intensity of 500 lux. European seabass larvae show better growth when raised at reduced salinities (25–26‰) from hatching to metamorphosis. However, most commercial hatcheries use full strength seawater (36‰) due to logistical issues of supplying brackish water.
Larvae are fed rotifers and Artemia nauplii from 3 dph, and prey concentrations are increased up to 12 dph. Microalgae (‘greenwater’) is added to the larval rearing tank from 3 dph onward using various species of live microalgae. Non‐viable microalgae are also purchased as condensed pastes from various commercial suppliers. Dry formulated microdiet is introduced at 17 dph. At 24 dph, the addition of rotifers and greenwater ceases. By 34 dph, larvae are fed only enriched Artemia metanauplii. Commercial enrichment media are used to boost essential polyunsaturated fatty acids, vitamins, and amino acid levels in Artemia metanauplii. At this time, the post‐larvae are considered to be at the juvenile stage and can be transferred to the nursery system. Typical survival through the end of the larval phase at 43 dph is 50%.
In the ‘French technique’ larvae are maintained under dark conditions or very low light levels for the first 8–10 days after hatching. After this initial dark period, larvae are exposed to light intensities of 500 lux and are fed rotifers and Artemia nauplii until 20 dph and then enriched Artemia metanauplii until 42–45 dph. Alternatively, some culturists omit rotifers and feed only enriched Artemia metanauplii after the dark phase. Survival using this method is similar to the ‘the lighted method’ and averages 50%.
20.8.2.4 Nursery Culture
Juveniles are transferred from the larval culture system to a nursery system from 43–45 dph at an average weight of 80 mg. Only individuals with normally inflated swim bladders are selected for transfer to the nursery. Fish are anesthetised and placed in 60‰ water. Fish with normal swim bladders float, while those with non‐inflated swim bladders sink and are discarded. Under ideal culture conditions, 80–100% of juveniles have properly inflated swim bladders. Recirculating nursery systems are mainly used during the nursery phase as they allow the greatest control of environmental conditions. Water temperature is 18 °C and is usually raised to 22 °C during the nursery period. Initial stocking density varies from 1.5–4/L. Photoperiod can vary from 14 hr light:10 hr dark to 24 hr light. Fish are fed enriched Artemia metanauplii at decreasing rates until 58 dph when Artemia feeding is stopped. Fish are fed a commercial microdiet at 2‐hr intervals during the daylight hours. High water flow is maintained to help flush excess feed from the culture tanks.
20.8.2.5 Grow‐out
Fingerlings are transferred from the hatchery to the grow‐out systems at approximately 1.5–10 g and 3–6 months old. Market size of 400–450 g is reached in 9–24 months depending on grow‐out method and water temperature. To minimise size variation and cannibalism, fish are graded two or three times during the grow‐out period.
Sea Cage Culture
Sea cages are primarily used for grow‐out of European seabass fingerlings to market size. These systems range from nearshore operations in waters only a few meters deep to open‐ocean facilities in waters over 40 m deep. Cages vary in size up to 25 m in diameter and 10 m deep and can float on the ocean surface or can be submerged in the water column. Many types of commercial net pens or cages are used, ranging from simple wooden frames and barrel systems to sophisticated facilities such as steel platforms or submersible steel cages that can withstand harsh offshore conditions. The most widely used sea cages are circular floating cages made with high‐density polyethylene pipes. Final fish biomass densities in sea cages can reach up to 20 kg/m3, depending on site‐specific environmental conditions.
Nearshore sea cage operations must compete for space with other sea cage farms and with recreational and urban use of nearshore sites. In many areas, inshore surface cages have generated opposition from other industries, causing cage operations to be located further offshore in less protected open ocean environments. Fish in sea cages are fed 1–2 times a day using commercial pelletised feeds with varying protein (35–50%) and lipid (10–26%). Progress has been made in replacing fishmeal in the diets with plant proteins, such as soybean meal, maize gluten meal, and wheat gluten, which provide up to 30–40% of dietary protein. Feed conversion ratios vary greatly from 1.35 to 2.45, depending on feeding method (Kousoulaki et al., 2015).
Onshore Recirculating Aquaculture Systems
Recirculating aquaculture culture systems are increasingly used to raise European seabass because they allow for greater control of culture conditions, which are highly variable in sea cage culture systems. Recirculating systems also mitigate user conflicts by moving fish production facilities inland, away from the coast. Stocking densities in RAS can be as high as 40–70 kg/m3. Water temperature is maintained at 24–25 °C throughout culture, which accelerates time to market compared to sea cage in which fish are exposed to seasonal temperature changes. Fish grown in RAS reach a market size of 400 g in 9–12 months.
20.8.3 Marketing and Industry Challenges
Major markets for the European seabass are located in southern Europe and extend as far north as the Baltic Sea. Due to years of intensive culture the market is saturated for traditional whole fish (300–450 g). Diversification into the fillet market, however, is slow due to competition from less expensive fish species such as tilapia. Furthermore, the fillet market requires a larger fish (800–1000 g) leading to increased grow‐out times and production costs.
Challenges facing European seabass aquaculturists are the same as those facing the gilthead sea bream aquaculture industry. In recent years, market prices have been depressed due to an increase in farm‐raised product. To add value to the market, growers are diversifying beyond the whole fish market to other processed forms such as fillets. Growing and marketing fish for the organic or sustainable markets is adding value over traditional marketing. Hatchery and grow‐out techniques are being streamlined to lower production costs, including development of more effective artificial microdiets in replacement of live feeds and diets for grow‐out in sea cages that utilise alternative protein sources to fishmeal and other ingredients to reduce wastes.
20.9 Gilthead Sea Bream
Cultivation of the gilthead sea bream has been practiced for centuries, first by the Etruscans and ancient Romans in Italy. Wild juvenile fish were corralled into coastal lagoons, along with European seabass, grey mullet and eel, and held until a market size was reached in 2–3 yr. By the 1960s this form of culture waned due to lack of juvenile fish from overfishing and pollution. Methods to control reproduction were developed in the late 1970s to early 1980s which led to large‐scale aquaculture production by the late 1980s. Aquaculture production has steadily increased, passing 1000 t in 1988 and 10 000 t in 2005. Total aquaculture production in 2014 was 158 389 t. In 2014, leading producing countries were Greece (50 687 t), Turkey (41 873 t), and Spain (16 915 t). The remainder was produced in Italy, Croatia, Cyprus, Portugal, France, and 19 other countries. The biology and culture of gilthead sea bream are summarised by Pavlidas and Mylonas (2011).
20.9.1 Biology and Life History
The gilthead sea bream (family Sparidae) is found in the Mediterranean Sea and along the east Atlantic from the British Isles to Cape Verde and around the Canary Islands. Gilthead sea bream are rare in the Black Sea. The fish has an oval body that is deep and laterally compressed. It has a steep forehead with small eyes and mouth. The colour is silvery but can vary from reddish to nearly black. It has a large black blotch at the beginning of the lateral line and a bright yellow line runs between its eyes and on the stomach behind the pelvic fin (Figure 20.9).

Figure 20.9 Cage cultured gilthead sea bream off the coast of Italy.
Source: © FAO Aquaculture photo library/F. Cardia.
Gilthead sea bream are euryhaline, bentho‐pelagic fish inhabiting brackish and marine environments including coastal lagoons and estuaries. Adults are found around seagrass beds and rocky or sandy bottoms from the surf zone to 150 m depth, while young fish are found in waters less than 30 m. Gilthead are omnivorous, feeding on shellfish, crustaceans, and fish, and may be supplemented with seaweed and other marine vegetation. It is a protandrous hermaphrodite: they start life as males and reach sexual maturity at 2 yr and then transition to females at 33–40 cm. Adult fish migrate to the open ocean to spawn from October to December in the northern Mediterranean region and Atlantic Ocean and from December to April in the southern Mediterranean region. After the first year of spawning, males start to develop ovarian tissue. Depending on the male‐to‐female ratio, males continue ovarian development and switch to functional females if females are lacking in the population. Males may also reabsorb the newly developed ovarian tissue and continue functioning as a male.
20.9.2 Aquaculture
20.9.2.1 Broodstock
Both wild‐caught and hatchery‐raised fish are used as broodstock. Wild‐caught broodstock are preferred on some farms as they provide a more genetically diverse stock, but captive‐reared individuals are also used. Selective breeding programs have been underway in Greece and France since 2002 focusing on improving growth rates, minimising deformities and increasing disease resistance.
Wild‐caught fish are quarantined for observation and treatment for external parasites, bacterial and fungal diseases. After quarantine, fish are transferred to the broodstock system, which is typically a recirculating or flow‐through tank system. Wild‐caught fish are conditioned to tank culture for at least 6 months. A sex ratio of 1 male: 2 females is best. Because gilthead sea bream are hermaphroditic, sex ratios are closely monitored to ensure ratios are not skewed toward predominantly female over time. Fish may be conditioned at salinities lower than full strength seawater of around 30‰, but salinity must be maintained at 35‰ during the spawning period.
Gilthead sea bream are asynchronous spawners and spawn 20 000–30 000 eggs/kg over an extended 4‐month spawning season. This output requires substantial physiological energy to sustain. Feeding and nutrition are crucial to broodstock health and reproductive success. To maximise egg production and quality, a high‐quality commercial diet specifically formulated for maturing fish is fed starting 1–2 months before the spawning season and continuing until a month after spawning ceases. This special broodstock diet is rich in fatty acids DHA and EPA, and both dry and moist diets are used. During the non‐breeding periods, broodstock are fed a less expensive maintenance diet that is similar to a natural diet, including frozen fish, crustaceans, and molluscs. A high‐quality commercial dry‐pelleted diet is also co‐fed with the frozen diet.
In nature, gonadal development in gilthead sea bream is stimulated by decreasing day length and temperatures, and spawning occurs around the winter solstice. In captive broodstock, the timing of gonadal development and maturation of broodstock is controlled using photothermal manipulation to obtain in‐season or out‐of‐season spawning. Commercial hatcheries use accelerated or extended artificial photothermal regimes to shift the spawning season to 3, 6, and 9 months outside of the natural spawning season to obtain year round spawning.
In the early 1970s, captive females could be conditioned to undergo ovarian development through the final stages of yolk deposition (i.e., vitellogenesis), but such females did not complete final oocyte maturation, ovulation, and spawning in captivity. Captive males, on the other hand, completed sperm development and produced viable sperm. Early attempts to induce spawning using injections of hCG or GnRHa did not produce consistent results. However, changing the delivery method of GnRHa from a single injection to a sustained‐release pellet implant produced reliable spawning over several months. Currently, gilthead sea bream hatcheries use photothermal manipulation and natural, voluntary spawning to obtain fertilised eggs. However, sustained‐release GnRHa pellet implants are used if reliable spawning is desired from specific individuals.
Under either natural or hormone‐induced spawning, volitional spawning occurs in the broodfish tank at dusk or early evening, daily for up to 4 months. Preceding spawning, ovulated females swim rapidly and then release eggs near the water’s surface, and this is immediately followed by release of sperm by males. After fertilisation, viable eggs float to the surface while non‐viable eggs settle to the bottom. Floating eggs (1.0 mm diameter) are collected for incubation in the hatchery.
20.9.2.2 Egg Incubation and Larval Culture
Conical tanks with a volume of 100–250 L are stocked with fertilised eggs and hatch approximately 42‐hr post‐fertilisation at 16–19 °C. The newly‐hatched larvae are 2.5–3.0 mm in length and lack differentiated organs, eyes are rudimentary, and the mouth is undeveloped. Development of sensory organs and mouth are completed by 5 dph. Larval first‐feeding is reached by 3–4 dph when the yolk supply is exhausted. At this time, the mouth, anus, gut, and most internal organs are fully developed and functional. Initial mouth gape at first feeding is 250 µm. The gas bladder is inflated around 7–10 dph.
Intensive larviculture culture of gilthead sea bream is characterised by high stocking densities, controlled environmental conditions, and the addition of exogenous feeds, including microalgae and zooplankton. At 3 dph, microalgae is added to the culture tank (‘greenwater’) several times throughout the day. Depending on the hatchery, various species of live algae are grown and used, and commercially‐produced non‐viable algae pastes of some of these species are also used. The most common feeding regime for gilthead sea bream is similar to those used for many marine finfish, with feeding progressing from rotifers to Artemia nauplii, and then enriched Artemia metanauplii. Survival through the larval stage averages 30%.
20.9.2.3 Nursery Rearing
By 45 dph, larvae are transferred from the larval rearing tanks into larger nursery rearing tanks. At this stage, fish have completed metamorphosis and resemble the adults, but are still reliant on live enriched Artemia metanauplii. The larger tanks allow for continued growth, while the system can accommodate the higher feed load of the weaning process from live onto artificial feeds. Circular nursery tanks that range from 10–30 m3 are used and are supported by either heated flow‐through seawater, or a recirculating filtration system. Larvae are introduced to a dry diet in the larval rearing tanks, but are fed Artemia at a low feeding rate, which is gradually reduced as the dry diet is increased until addition of Artemia ceases by 60 dph. At this stage, fingerlings are fully weaned to a dry diet and are fed at a rate of approximately 5% of wet body weight daily. The daily ration is fed 8 times a day at 2‐hr intervals throughout the day when the lights are on. Final stocking density in nursery tanks can reach as high as 20 kg/m3. With proper care and grading, survival during the nursery phase is around 90%. Fish are transferred from the nursery to grow‐out systems at approximately 5–10 g.
20.9.2.4 Grow‐out
Grow‐out of fingerlings to marketable sizes was traditionally conducted in shallow lagoons and extensive flow‐through tank systems. This type of culture has mostly given way to intensive forms of grow‐out systems to maximise efficiency and profits. Most grow‐out is conducted in floating cages in the Mediterranean. Cages are usually located in protected or semi‐protected coastal areas in water at least 5‐m deep. Coastal land for sea cages has become limited due to competition with other groups such as the recreational and tourism industries, which is leading to more regulation of the sea cage industry. Therefore, sea cage culture is moving offshore where more robust cages are needed to handle the more dynamic environment.
Fully weaned fingerlings (10–30 g) are transferred from weaning tanks to sea cages. Stocking densities target harvest biomass densities of around 15–20 kg/m3 but can reach 30–40 kg/m3 depending on site‐specific conditions of water flow. Fish are fed commercial pelleted diets, typically 45–50% protein and 20% lipid (Koven, 2002). Feed is administered 1–2 times daily. Feed conversion ratios in sea cages range from 1.5–2.0. In floating cages, fish are raised from fingerling stage to market size (350–400 g) in approximately 12–16 months. Variability in growth rates in floating cages is typically due to inconsistent temperatures over the seasons, which can vary from 11 °C in the winter to 23 °C in the summer.
Land‐based tank farms allow more intensive culture at higher densities than in sea cages. Production systems vary greatly from flow‐through to recirculating aquaculture systems. Tank construction, shape, and size vary greatly between farms, with volumes of up to 100 m3. Intensive tank systems enable high production volume with minimal land used. Flow‐through systems use concrete or plastic tanks supplied with a constant high flow of new water. Tank sizes vary greatly among grow‐out facilities and range from tens to several hundreds of cubic meters. Intensive flow‐through tank culture allows stocking densities to reach 25 kg/m3, and pure oxygen is added to maintain safe dissolved oxygen levels for the fish.
Recirculating aquaculture systems allow fish to be raised at very high biomass densities ranging from 15–45 kg/m3. Feeds are the same as those used in sea cage systems. Compared to floating sea cages, more efficient feed conversions (as low as 1.3) are attained in tank culture. Under controlled water temperature (24 °C), fish are raised from fingerling stage (5–10 g) to commercial sizes of 350–400 g in approximately 1 yr.
20.9.3 Marketing and Industry Challenges
As sea cage production increased through the 1980s and 1990s, market prices for gilthead sea bream fell by 60% in the early 2000s due market saturation. Efforts to rebuild the market by better production planning, market support, and promotional support have helped restore better market prices. Markets have been shifting from whole fish to fillets, which are causing farmers to diversify their product, including production of larger fish for the fillet market, which involves longer grow‐out times. Efforts to refine culture practices are also leading to more efficient production and therefore better profitability. These include improving feed efficiency, increasing juvenile quality through selective breeding, automation, and better biosecurity and health management. Currently, profitability of sea bream production is strong with stabilised harvests leading to a firming of market price. Efforts to develop new export market areas in North America and the Middle East have led to more outlets and may stimulate increased production in the foreseeable future.
20.10 Yellowtail Amberjack
Yellowtail amberjack (also called Japanese amberjack) has been an esteemed food fish in Japan for centuries (Figure 20.10). Aquaculture has developed rapidly due to its high market value and superior quality as sushi and sashimi. Yellowtail aquaculture is the largest and most successful marine fish farming industry in Japan, but is also important in Korea and China. Usually, yellowtail is cultured in coastal areas in floating net cages.

Figure 20.10 Print of a woodcut ‘A Shoal of Fishes’ made by Utagawa Hiroshige in 1832 showing yellowtail amberjack and pufferfish.
Source: Hiroshige [Public domain], via Wikimedia Commons.
Recent efforts have been made to develop aquaculture of other amberjacks in floating sea cages in different areas of the world, including yellowtail kingfish (Seriola lalandi) in Japan and Australia, longfin yellowtail (S. rivoliana) in the United States, greater amberjack (S. dumerili) in Japan, the Mediterranean and Vietnam, and Pacific yellowtail (S. mazatlana) in North and Central America (Sicuro and Luzzana, 2016).
20.10.1 Biology and Life History
Yellowtail (family Carangidae) range from the continental shelf of the East China Sea to the coastal waters of Hokkaido, both in the Japan Sea and the Pacific. It has an elongated body that is slightly compressed laterally and a longitudinal yellow stripe. In nature, yellowtail grow to 40 kg in weight, but commercial market size is much smaller (1–2 kg). Yellowtail is a fast‐swimming, pelagic, carnivorous fish that feeds on smaller fish (such as mackerel and sardines) and squid.
Yellowtail spawn offshore in southern Japanese waters from southern Kyushu to the Chugoku area of the Sea of Japan, and the main spawning season occurs from February through June. Young larvae (1.5 to 15 cm total length) attach to drifting seaweed and are transported by currents to the north. The juveniles migrate north to Hokkaido and reach sexual maturity in 3–5 years. Adults migrate south to spawn. Throughout the year different sizes of yellowtail can be caught in coastal waters of Japan. The common name of Japanese yellowtail varies with size. In Japan, yellowtail that are < 50 g are called ‘mojako,’ between 50 and 5000 g are ‘hamachi,’ and those > 5000 g are ‘buri.’
20.10.2 Aquaculture
Successful yellowtail culture started in 1927 in the Kagawa prefecture of Japan using wild‐caught juvenile fish reared in nearshore enclosures, and aquaculture production began to increase rapidly in the 1960s. Currently, commercial‐scale production of yellowtail juveniles in hatcheries has not been developed to a level comparable to that of other cultivated marine fish in Japan such as red sea bream and Japanese flounder (olive flounder). Most fry for stocking sea cages are obtained by capture of wild fry but regulations by the Japanese Fisheries Agency limits the number of wild‐caught fry that can be caught in each Japanese prefecture to preserve natural yellowtail population. Therefore, to produce large numbers of juveniles to meet the demand of farmers, better techniques for artificial production of fry are being developed. However, wild‐caught fry remains the major source of seedstock. Unfortunately, hatchery‐produced seed have a high percentage of body deformities, and reliable mass juvenile production has not been achieved mainly due to the difficulty in securing healthy broodstock as well as low‐quality larval production. A dated, but useful, review of yellowtail aquaculture is provided by Nakada (2002).
20.10.2.1 Broodstock Management and Controlled Breeding
Yellowtail for broodstock are usually captured by set‐nets and fed frozen fish, moist pellets, or commercial soft‐dry pellets for about 2 yr in net cages. Females are tagged and transferred from the net cage to indoor circular or rectangular spawning tanks. In captive yellowtail broodstock, photoperiod and water temperature are manipulated to accelerate the gonadal maturation in females. However, hormone injections are usually required to stimulate final ovarian maturation, ovulation, and spawning. Ovarian tissue is sampled by inserting a cannula into the genital pore of a female and sampled eggs are examined microscopically for ovarian maturity and to determine egg diameter. To induce spawning, a single dose of hCG is injected into the dorsal muscle of both sexes. Females can also be ovulated by a single implantation of a cholesterol pellet containing GnRHA. About 2 days after the administration of hCG, fish begin to spawn volitionally in the brood tanks at 18–20 °C. Eggs are collected from the spawning tanks using a fine mesh net. The eggs may also be stripped from the female to a clean container and milt is added and mixed for about 5 min. Floating eggs (1.1–1.3 mm diameter) are transferred to incubation tanks.
20.10.2.2 Larval Rearing
At 20˚C, eggs hatch in 36 hr and first feeding larvae are about 4.5 mm. First feeding begins at 3 dph and transformation to the juvenile stage occurs at 50–55 dph at 45 mm total length. The standard rearing protocol for yellowtail larvae includes feeding rotifers Brachionus plicatilis from the first day of feeding and enriched Artemia nauplii from 12 dph. Rotifers and Artemia nauplii are enriched with n‐3 highly unsaturated fatty acids EPA and DHA, which are required for optimal growth and larval vitality. Cultured (or wild) copepods are sometimes fed during the post‐larval stages. At 20 dph, artificial formulated microdiets are introduced and are co‐fed with live feed until 50–55 dph when larvae are completely weaned to artificial feeds and are considered juveniles. In the hatchery larvae do well at 20–22 °C and at a salinity of 33–36‰. Usually, 300–500 fish/m3 (20 mm total length) can be produced in the hatchery with 5–10% survival. However, after metamorphosis high mortalities of hatchery‐reared yellowtail fingerlings and early juveniles have lowered the average survival rates through the advanced juvenile stage to 0.5–2.0%.
20.10.2.3 Capture and Nursery Rearing of Wild Fry
Due to insufficient fry production in hatcheries, aquaculture of Japanese yellowtail is mainly dependent on the fry supply from wild. The spawning of wild yellowtail in the offshore waters around Shikoku and Kyushu occurs from late February to April. Just after spawning, larvae (less than 15 mm total length) are transported by the currents to nearshore coastal areas. Mozako, the young yellowtail, are typically caught with a small purse seine net, or with a set net and are kept in small nursery cage nets until they can be sorted for growing. During April‐June, yellowtail fry 5–15 cm in total length are caught by commercial fishery cooperatives from 8–25 km offshore. After grading, wild‐caught yellowtail juveniles (<10 g) are reared in small net pens located both near the coast and offshore. Fish are grown for 1–2 months on artificial feed and minced frozen fish until they reach 50–100 g when they are stocked into grow‐out enclosures. Advanced juveniles are raised and sold to grow‐out farmers by private cooperative fishermen. Wild yellowtail fry is also imported in Japan from the Republic of Korea, China, and Vietnam.
20.10.2.4 Grow‐out
Commercial yellowtail grow‐out culture occurs in sea cages (Figure 20.11). Depending on water temperature, mozako (fish < 50 g) are stocked from April through July. The stocking densities of yellowtail in a grow‐out system vary with the grow‐out stage of the fish, the type of culture system, cage‐site conditions such as water exchange rates, dissolved oxygen and water temperature. Yellowtail grow rapidly in net‐pens. From the fry stage Japanese yellowtail can reach 1.5–2 kg within one year and 4–7 kg in about 2 yr. Optimum rearing water temperature is 20–27 °C and salinity is 30–36‰.

Figure 20.11 Yellowtail amberjack in a sea cage.
Source: Hiroshige [Public domain], via Wikimedia Commons.
In the past, yellowtail raised in net pens were mostly fed trash fish and bycatch discarded from the catch of other fisheries. Currently, feed for yellowtail in Japan consists of both extruded pellets and moist pellets. Usually moist pellets contain commercial fishmeal (12.5%), fish oil (5%), and 70% raw/frozen whole fish such as Japanese anchovy and sardines. Moist feeds are usually prepared on site at the grow‐out farm by mixing minced raw fish and dry ingredients and binders. Due to the recent development of extruded pellets for yellowtail, feed quality has improved and production costs have been lowered. Extruded soft‐dry pellets containing 44–55% crude protein and a wide range of lipid (6–20%) are used for yellowtail culture, with feed conversion ratios as good as 1.2.
Various substitutes for fishmeal such as soybean meal, corn gluten meal, and meat meals have been used to replace the amount of fishmeal in yellowtail feeds without adverse effects on fish performance (Nguyen et al., 2015). Taurine supplementation is necessary for diets that contain high levels of alternative protein sources for yellowtail over long feeding periods due to the deficiency of taurine in plant protein sources. The requirements of dietary lysine and methionine were established as 1.66% and 1.11% of the dry diet of juvenile yellowtail in the presence of 0.31% cysteine. Requirement for EPA and DHA highly unsaturated fatty acids was estimated to be about 2% of the diets. Carnivorous yellowtail cannot utilise significant amounts of carbohydrates.
20.10.2.5 Diseases
Yellowtail are more vulnerable to infectious diseases at water temperatures above 28 °C. The major diseases reported in yellowtail are iridovirus infection, also known as viral splenic virus, yellowtail ascite virus, vibriosis, streptococcus infection, fungal infection, and flatworm infection. Rapid removal of sick or dead fish from affected pens and cessation of feeding of raw fish‐based diets are the first steps in the preventing further spread of disease. Proper amounts of antibiotics are uniformly added to the feed to treat some bacterial infections. Vaccines give some protection against pasteurellosis caused by Photobacterium damsela.
20.10.3 Marketing and Industry Challenges
A market size of about 2–5 kg is the target of most Japanese yellowtail growers, while some grow the fish to 7–8 kg for processing into fillets. In 2014, total yellowtail aquaculture production in Japan was 135 800 t. Fish are usually fasted before harvesting to evacuate their digestive tracts. Rapid killing, complete bleeding, filleting, and proper packaging and refrigeration of fish provide a product of excellent quality. Live fish are usually supplied to upscale Japanese restaurants, while fresh and frozen fish are supplied to the wholesale stores and supermarkets, and processed fillets are delivered directly to individual restaurants and homes.
The critical areas for future growth of the yellowtail aquaculture industry in Japan are a stable supply of fry, disease control, and development of more cost‐effective and environmentally‐friendly artificial diets. Further development of technologies for artificial propagation of healthy juveniles in hatcheries is critical.
20.11 Red Sea Bream
Red sea bream is one of the main cultured marine fish species in Japan and Korea. Commercial culture of red sea bream began in 1965 using embankment ponds or by partitioning small bays into culture units using levees, pilings, or netting. Production increased dramatically during the 1970s when net‐cage technology was introduced. Red sea bream is a high‐quality, sashimi‐grade fish with high market value and is an important symbol in Japanese culture used in various celebrations such as New Year’s and weddings (Figure 20.12). Its unique red colour is considered to be a good luck symbol in Japan. Red sea bream is known as ‘Madae’ in Japan, and ‘Ch'amdom’ in Korea. Red sea bream juveniles are also produced in Japan and Taiwan for stock enhancement purposes. Kagoshima Bay in southern Japan has been a major site for release of cultured red sea bream into the environment for stock enhancement purposes. The success of stock enhancement program of red sea bream has been reported in the Kagoshima area of the southern Japan where the annual catch of red sea bream has increased significantly since stock enhancement was started in the 1960s (Kitada and Kishino, 2006).

Figure 20.12 Red sea bream in a market in Ueno, Japan.
Source: Gideon 2007. Reproduced under the terms of the Creative Commons Attributions license, CC‐BY 2, via Flickr.
20.11.1 Biology and Life History
Red sea bream (Sparidae family) is a demersal, carnivorous fish widely distributed in the coastal waters of the northwest Pacific, the east coast of China, Taiwan, and southern Japan. Red sea bream can usually be found at depths of 10 to 50 m; however, they may occur at depths of up to 200 m. They spend most of their time over rocky substrates, but also on softer bottoms and reefs. In nature, red sea bream feed on various live fish and benthic invertebrates, including echinoderms, worms, molluscs, and crustaceans. Their body is oval shaped and compressed laterally. The upper profile of the head of red sea bream is convex with a bulge above the eye. The upper body and head are dark violet whereas the sides and belly are silvery. In freshly caught fish, the body contains many bluish dots. Adults reach 8–9 kg. The reproductive season starts from March to May in the Kyushu region and from April to June in the Inland Sea of Japan when adults migrate into shallow areas of the ocean to spawn. In nature, spawning occurs at water temperatures from 15 to 22 °C.
20.11.2 Aquaculture
In Japan, the technology of red sea bream seed production was developed in the 1960s and by the mid‐1980s the intensive grow‐out production system of red sea bream had been developed. It is mostly cultivated around Kyushu Island and in the Seto Inland Sea, and the main production method is nearshore cage culture.
20.11.2.1 Broodstock Management and Controlled Breeding
For broodstock purposes, wild‐caught, or cage‐reared adults averaging 3–5 kg are held in floating cages or concrete tanks. The fish reach sexual maturity at 3 yr of age, and equal numbers of males and females are used. In most hatcheries, fresh and frozen trash fish, shrimp, krill and squid, and moist pellets, and artificial commercial broodstock diets are offered to broodstock fish. Moist pellets are prepared by mixing raw fish with formulated mash (e.g., squid meal, fishmeal, and vitamin mixture). Environmental manipulation and hormonal injection are normally used to induce red sea bream to spawn in captivity. Environmental manipulation consists of lowering water salinity to 20–25‰ and then adding seawater to simulate the rising tide with final salinity near 30–32‰. Concurrently, water temperatures in the tanks are decreased from 31–32 °C to 27–28 °C to simulate fish migration toward inshore waters after rain.
To induce spawning, broodstock are held in a pre‐spawning tank for 2 months and females are inspected for ovarian maturity by measuring egg diameters. Males with running milt are chosen and selected females are injected with a mixture of homogenised carp pituitary gland and hCG. Fish spawn 36 hr after injection at 18 °C. If no spawning occurs, a second injection is administered to the female 48 hrs after the first injection. The fertilised eggs (0.8–1 mm) are collected from the spawning tanks using a fine mesh net. As an alternative, eggs may be stripped from the female to a clean container and then milt is added and mixed with the eggs, followed by filtered seawater to activate the sperm. About 90% of fertilised eggs hatch at the peak of the spawning season, and a female red sea bream of 3–7 years age can produce 1 to 4 million eggs during one spawning season.
20.11.2.2 Larval Rearing
Newly hatched larvae are transferred to floating larval rearing tanks made of synthetic fibre cloth that are suspended in a larger concrete tank. The optimum water temperature for larval rearing is 18–20 °C. For the first 3 days the larvae subsist on their yolk sac. Feeding is started at 4 dph when the digestive organs are formed, and the yolk sac is absorbed. During the larval stage, oyster eggs, copepods, and enriched rotifers and Artemia nauplii are used as feeds. From 30 dph, fish are fed commercial formulated microdiets and are fully weaned to microdiets or minced fish by 40–45 dph. Recently, microdiets are also co‐fed with live feed as early as 10 dph and this allows weaning to artificial feeds at an earlier stage. Automated systems for delivering live feeds and microdiets to the larval rearing tanks and automated bottom sweeping systems for removing debris from these tanks have been developed for intensive mass larviculture of red sea bream in Japan. Survival to 30–35 dph (12–13 mm total length) is 40–50%.
20.11.2.3 Nursery Rearing
Red sea bream fry about 10–50 mm in total length are weaned in tanks or in small sea cages with a mixture of minced fish or artificial microdiets and starter diets containing high protein (about 55%). Small square net‐cages are commonly used for nursery rearing and are installed inside larger net or sea cages. Post‐larvae from 30–40 dph (10–15 mm) are cultured for about 30–50 days until they reach the fry stage (60–80 mm total length). Survival from stocking to the fry stage averages 30%.
In addition to hatchery production of red sea bream post‐larvae by private hatcheries, seedstock ranging from fry to fingerling stages (25–100 mm total length) are collected by commercial fishermen from the sea using seine nets. These wild‐caught seedstock are temporarily stocked in floating net cages until they are transferred to their grow‐out cages. Although there has been significant progress in producing red sea bream fry in the hatcheries in Japan, about 10% of the fry used for grow‐out production of the red sea bream are wild‐caught.
20.11.2.4 Grow‐out
Red sea bream are raised from fingerling to marketable sizes in cages, pens or impoundments; the net‐cage system is the most popular in Japan. At about 3–4 months post‐hatch (60–80 mm, or larger) fry are stocked in the grow‐out system, although fish as small as 30 mm (~2 months post‐hatch) can be stocked in net pens with appropriate sized mesh. Currently, some farmers are raising red sea bream in net cages placed in deeper offshore areas where stronger currents produce fish with thicker, firmer flesh with a texture preferred for sushi and sashimi and where conditions give red sea bream a bright red colour.
Red sea bream perform well at temperatures between 20–28 °C; feeding decreases at temperatures below 20 °C and stops at 10 °C. Both dry artificial feed and wet ground trash fish are used to raise red sea bream on commercial farms in Japan. Trash fish are ground at the grow‐out site using a meat grinder and is sometimes mixed with dry ingredients such as algae (Spirulina spp.), gelatinised starch and vitamins. Wet fish are effective as a dietary component for improving fingerling performance; however, the use of wet fish in cage culture has significantly decreased due to development of better formulated diets. The major nutrient requirements of the red sea bream are well studied and formulated dry pellets are commercially available for red sea bream grow‐out in Japan (Koshio, 2002). Commercially available grow‐out diets contain 45–55% crude protein, with 15–20% lipid. The amino acid profile of red sea bream juvenile muscle tissue is used as a reference for dietary amino acid requirements for this species (Alam et al., 2005). The fatty acids EPA and DHA should be 1% and 0.5%, respectively, of the diet. It is essential to supplement taurine to low‐fishmeal diets for red sea bream due to the deficiency of taurine in plant protein sources.
Strategic combinations of plant proteins and terrestrial animal by‐products could improve the fishmeal replacement levels to 50–60% in juvenile and 70–90% in yearling red sea bream. Fishmeal can be completely replaced in the diets of juvenile red sea bream by soybean meal supplemented with fish solubles, squid meal and krill meal without negative effects on fish growth (Kader et al., 2012). Many kinds of grow‐out diets for red sea bream have been developed in recent years. Carotenoids, vitamin E, and vitamin C are also included in the diets to enhance the red or bright pink colour, which is a valued market characteristic.
Red sea bream ignore leftover feeds at the bottom of the cages. As a result, longer feeding durations and higher feeding frequencies are necessary to ensure that the right amount of feed is administered in the cages. It is also important to avoid overfeeding to prevent pollution of local waters. From the fry stage (60–80 mm total length) red sea bream grown in sea cages reach 600–800 g in 18 months, 1 kg in 24 months, and 1.2–1.5 kg in 36 months.
20.11.2.5 Diseases
Red sea bream in all phases of culture are susceptible to viruses, gram‐negative bacteria, and ectoparasitic dinoflagellates, ciliates, monogeneans, and nematodes. Red sea bream iridoviral disease (RSIVD) is a major cause of mortality in farmed red sea bream (Kawato et al., 2016). Outbreaks of RSIV disease have occurred every summer in Japan since the virus was first reported in 1990. Currently, effective formalin‐killed commercial vaccines for RSIVD are available for red sea bream. Oral administration of Lactobacillus probiotics has also shown positive effects on the growth, feed utilisation, health condition, and immune system of the red sea bream.
Hatchery‐reared red sea bream have a high incidence of body deformities, particularly in the vertebrae. Lordosis has been a serious problem in the culture of red sea bream larvae and typically occurs in larvae with deflated swim bladders because larvae are unable to gulp air at the water surface to inflate their bladders when they reach 4–4.5 mm length (10–15 dph). Providing adequate amounts of dietary vitamin A and highly unsaturated fatty acids in live feed and the application of microdiets during weaning from live feeds play an important role in avoiding deformities and improve the swimming activity of red sea bream larvae.
20.11.3 Marketing and Industry Prospects
Red sea bream are marketed in Japan in live, fresh, and frozen forms. Fish marketed live command a price 30–60% higher than frozen fish. In China, live red sea bream of about 2 kg or larger are exported to Japan. Recently, red sea bream producers and processors have promoted consumption of fish in ways other than sushi and sashimi, targeting markets beyond Japan, China, and Korea. Due to high demand, the fish are also shipped frozen and as processed fillets to wholesalers in Southeast Asia, the Middle East, the USA, and Europe. In Japan, production of red sea bream is the second largest fish culture industry, after yellowtail amberjack. However, total production of cultured red sea bream in Japan has declined from around 80 000 t in 2004 to 56 861 tons in 2013 as the number of farms have decreased and the costs of feed and of seed from hatcheries have increased. Consequently, the unit price of cultured red sea bream has been rising as production volume has declined. Further progress is needed on production of healthy juvenile red sea bream in hatcheries, development of cost‐effective feeds, and development of environmentally‐sound technology for both offshore aquaculture in sea cages and land‐based aquaculture using closed recirculating aquaculture systems.
20.12 Cobia
Cobia are found in most of the world’s major oceans except the mid and eastern Pacific. They are more abundant in temperate and tropical waters in the Atlantic throughout the Caribbean Sea and in the Indo‐Pacific areas off India, Japan, and Australia. There is a limited commercial fishery for cobia, possibly because they only form small schools and are found near underwater or floating structures. Because of the small commercial fishery, there is no established international market. Instead, the fish are more commonly caught by recreational anglers, but are prized for their firm‐textured flesh.
Aquaculturists have been attracted to the potential of cobia culture by the fish’s rapid growth rate (up to 6 kg within the first year) and the firm‐textured, mild flesh that is suitable for the higher valued markets. Most of the world production of cobia is concentrated in China (88.5%) and other Asian countries in the region. Worldwide production increased steadily during the early 2000s, but reached a peak in 2012 and has declined slightly since then, mostly caused by lower production in Vietnam. Outside of the Asian region, cobia production has increased in the Caribbean area and in South America — principally in Brazil.
Because current methods for cobia culture involve the use of cages or pens in shallow offshore waters, countries with extensive coastal areas have traditionally been the first to attempt industrial production of this fish. Attempts at land‐based tank culture, either in flow‐through or in RAS, have received some attention from researchers, but production from these kinds of systems is minor relative to the production from cages.
20.12.1 Biology
The cobia is an elongated sub‐cylindrical fish with dark brown colouration on its dorsal side and a white ventral side. Along its lateral region, the colouration is paler brown. Juvenile fish have a noticeable black band that is approximately the width of the eye and extends along the length of the body from the snout to the base of the caudal fin (Figure 20.13). This dark line may become pronounced in adult fish during the spawning season. Cobia are the only representative of the genus Rachycentron and are also the only member of the family Rachycentridae. Common names include black kingfish, ling, lemonfish, black salmon, crabeater, and black bonito. They can attain a weight of 78 kg and can live up to 15 yr in the wild.

Figure 20.13 Cobia grown in an offshore sea cage.
Source: Reproduced with permission from Daniel Benetti, 2017.
In the wild, cobia form large, offshore congregations during an extended spawning season that generally occurs during the spring and fall in subtropical and tropical regions. However, cobia found in temperate regions have a distinct summer spawning window. It is estimated that females can spawn as many as 30 times during the season and release from 400 000 to 5 million eggs depending on the size of the fish. Females reach maturation during their third year while males mature after only two years of age. The larvae are planktonic.
Juvenile and adult fish appear to migrate according to water temperature but are generally found between 16 to 32 °C. Data from capture fisheries studies indicate that cobia prefer temperatures above 20 °C and will migrate to warmer waters during cooler months. They also appear to seasonally move north or south along coastline, or migrate out to the open ocean in search of suitable water temperatures. They are relatively tolerant of a wide range of salinities and have been found in salinities between 22–44‰ but have been cultured in salinity as low as 5‰.
20.12.2 Aquaculture
20.12.2.1 Reproduction
The first reported spawning of cobia in captivity was in the early 1990s in Taiwan Province of China, which led to the establishment of several commercial hatcheries by the end of that decade. Current practices for almost year‐round spawning involve temperature manipulation (optimum range of 23–27 °C) of ponds or tanks to encourage volitional spawning. Some hatchery managers have used hCG injections or GnRHa implants to induce and coordinate spawns, which usually occur within 12–36 hr after injection or implant. Adult fish are stocked at a 1:1 sex ratio or sometimes 2:1 (males:females) at densities from 4–6 fish/100 m2 in ponds to 6–7 fish/m3 in tanks. The small (1.2–1.4 mm diameter) eggs float in the water column and can be harvested using specially designed egg collectors placed on the outside of the tanks. Eggs hatch within 24–30 hr of spawning depending on water temperature. Recently hatched fry will absorb their yolk sac and be ready for feeding about 3 dph (Benetti et al., 2010).
20.12.2.2 Larval Culture
Intensive culture of cobia larvae, as with most marine fish, requires small live prey during the first 25–30 days of culture. Initial feeds during the first 4–5 days after hatching include enriched rotifers Brachionus plicatilits or copepod nauplii. Subsequently, slightly larger enriched Artemia metanauplii are fed until the fish can be weaned onto dry feeds around day 30 post‐hatch. Cannibalism becomes a major problem during the weaning stage, so hatchery personnel manage this issue by transferring the fish to a second tank or pond and grading the fish to reduce size variation beginning about 45 dph until 75 dph when the fish are around 180 mm in length and weigh 30 g. At this time, they can be transferred to another set of nursery cages, ponds, or tanks.
Some hatcheries employ a semi‐intensive ‘greenwater’ technique where larvae are stocked into small (<5000 m2) ponds and allowed to graze on the natural zooplankton blooms that result from the addition of fertilisers, which stimulate the growth of microalgae such as Chlorella spp. Although this technique is simpler and lower in cost than the intensive tank method, the ability to control live food availability is limited and diseases and pathogens are more difficult to control.
Final survival in both intensive and semi‐intensive systems can vary considerably between 5–30% and seems to depend on stocking density. In general, lower densities decrease cannibalism, and therefore improve final survival. Cobia stocked at densities greater than about 2 fish/L may show slower growth and higher incidence of cannibalism.
20.12.2.3 Nursery
Cannibalism is a major challenge during the nursery phase of production. To improve survival, production managers periodically grade the fish by size while transferring them to progressively larger tanks as they grow. Co‐feeding of live feed along with dry formulated feeds improves the ability of the fish to eventually wean onto dry feeds. Fish in nursery ponds or tanks are fed 5–6 times/day at 5% of body weight per day. Feeding rate is gradually reduced to 2–3% as the fish grow from 30 g to 200 g in the nursery tanks.
20.12.2.4 Grow‐out
Although hatchery and nursery methods may differ between different countries (ponds and tanks; greenwater and intensive live‐feed production), grow‐out methods worldwide are almost exclusively dominated by net pens or sea cages in nearshore or offshore locations. Cages or pens differ in size and method of construction. Floating pens or cages can vary between 1000–2000 m3, and submersibles as large as 3000 m3 are used. Cobia prefer water with dissolved oxygen concentrations above 5 mg/L, therefore, a suitable site with adequate movement of oxygen‐rich water is needed to ensure good survival and growth. Cobia prefer water temperatures above 26 °C.
From the 30 g fingerling stage, fish can reach 6–10 kg within 1–1.5 years, depending on stocking rates and water temperature. Final densities at harvest are from 10–15 kg/m3. Females grow faster than males and are both longer and heavier within each year class. Overall survival as high as 90% during grow‐out has been reported, but diseases can dramatically affect survival. Cultured cobia are noticeably shorter and fatter than their wild counterparts. It is also common to observe high levels of intraperitoneal fat and fatty livers in cultured fish.
In Asian countries, fully weaned juveniles (about 200 g) are fed commercial pelleted feeds, typically containing about 42–45% crude protein and 15–16% lipid. In the Caribbean, some cage culture farms use feeds with higher protein (50–53%) and lower lipid (10–15%). Feed is applied 6–7 days per week starting at about 2% of body weight per day and declining to about 0.5–0.7% body weight/day. Overall feed conversion ratio for the entire production period is around 1.5, which is considered good. Some research on the replacement of the fishmeal component of cobia diets suggest that up to 100% of the fishmeal can be replaced with soybean meal and supplemental taurine. Because fishmeal is a major cost component of cobia diets, replacement with the lower cost soybean meal would help reduce production costs. Additional research on other aspects of nutrition and feeds development for cobia, such as optimal protein and lipid levels, ingredient digestibility, and methionine and lysine requirements have recently been conducted. However, a complete diet specifically formulated for cobia has not been developed.
Efficient farming operations for cobia involve the grouping of many cages in close proximity to reduce transportation and logistics challenges. Large‐scale production could potentially impact coastal areas where the water currents may not allow for timely removal of nutrients emanating from these cages. Studies in Asia are beginning to consider the carrying capacity of different water bodies used for cobia farming in relation to the nitrogen and phosphorus produced by these farms.
There has been limited research on the use of land‐based tank systems for the culture of cobia. Recirculating systems have been evaluated in the USA but only at the research and pilot scales. The economics of this type of production system have not yet been determined.
Initial investment cost to establish an offshore farming operation is high. Nearshore farms reduce capital investment because the farms are located in more sheltered areas where there is less hydrodynamic energy. Offshore locations offer the benefit of added dilution and dispersion of wastes, but entail greater operating costs because of the need to transport supplies over greater distances by boat. Regardless of farm location, feed costs remain the highest single operational expense, and economic profitability of cobia cultured in cages is largely dependent on feed costs. Several studies from different areas around the world have reported feed costs as high as 92.2% of the operational costs. An economic study of cobia culture indicated that productivity below 6.3 kg/m3 or a survival rate below 65.5% would render a cobia farm unprofitable (Quiroz de Bezerra et al., 2016).
20.12.2.5 Diseases
There are a wide variety of bacteria, viruses, and parasites that infest cultured cobia. Bacteria such as Vibrio alginolyticus, Vibrio parahaemolyticus, Photobacterium damselae subsp. Piscida can cause mortality at most stages of production and are generally treated with antibiotics. A vaccine is being developed to treat Photobacterium spp. and is showing some efficacy in controlled challenge studies. Viral infestations such as Viral Nervous Necrosis (VNN) have been reported in 3–4 kg fish in Malaysia and lymphosistis is caused by an iridovirus that has been reported in the nursery stages. Neither virus has an effective treatment apart from disinfection of the system and quarantine of infected fish.
Several parasites have been reported to afflict cobia at various stages of production. Principal among these is Amyloodinium sp. a parasitic dinoflagellate sometimes called marine velvet disease because of the golden sheen it causes on the skin of the fish. Amyloodinium is particularly visible on the gills and can cause inflammation that reduces the ability of the fish to remove oxygen from the water. Fish exhibit a coughing behaviour or flare out their operculum in an effort to improve oxygen uptake. Common treatments for most of these parasites involve the use of copper sulfate or formalin baths combined with freshwater dips. Other less commonly reported parasites are leeches (Zeylanicobdella arugamensis), or copepods (Caligus sp.). Since open pens or sea cages are commonly used for cobia production, the use of bath or dip treatments poses special logistical challenges that require the temporary removal of the fish to administer these treatments and then stocking them back into the original cage.
20.12.3 Markets
Cobia farming is still in its infancy, but it has become an important marine fish within the last 20 years. Since there is a very small commercial fishery for cobia, virtually the entire world market relies on cultured product. Global production of cobia reached a peak in 2012 at approximately 51 000 t. Production has declined slightly during the past few years. Production in 2014 was 40 000 t and the major producing countries were China (35 563 t; 88.2% of total production), Vietnam (1 761 t; 4.4%), Panama (1 459 t; 3.6%), Taiwan Province of China (1 395 t; 3.5%), and Colombia (150 t; 0.4%). Prices for cobia vary according to size and region, with markets in Taiwan Province of China enjoying higher values for the larger fish (8–10 kg) sold whole. The smaller fish (6–8 kg) sold whole or headless are the preferred size for markets in Japan, while US markets prefer fillets.
20.13 Flatfishes
Flatfishes are marine or brackish water fishes in the Order Pleuronectiformes. They include many species with important recreational and commercial fisheries. Commercial landings for most species peaked from the 1920s to 1950s and then declined to only a fraction of their maximum catch by the 1990s. In addition to stringent fishing regulations, research on culture for food and for stock enhancement was implemented in response to declining fishery landings and the expectation that aquaculture would help to reduce fishing pressure and rebuild natural populations.
Flatfish of interest in aquaculture come from six families: Pleuronectidae (righteye flounders), Bothidae (lefteye flouders), Paralichthyidae (large‐tooth flounders), Rhombosoleinae (greenback flounders), Scopthalmidae (turbots) and Soleidae (true soles). Members of the righteye flounder family include the winter flounder Pseudopleuronectes americanus and Atlantic halibut Hippoglossus hippoglossus (Figure 20.14) from the northwestern Atlantic coast. Members of the large‐tooth flounder family include the summer flounder Paralichthys dentatus and the southern flounder P. lethostigma from the eastern USA Atlantic coast, P. olivaceus (also known as hirame or Japanese flounder in Japan, and bastard halibut or olive flounder in Korea) from the north‐western Pacific Ocean, and Chilean flounder P. adspersus and small‐eye flounder P. microps from North of Peru to the central Chilean coast. In California halibut P. californicus from the Pacific USA Coast and Baja California in Mexico, left and right‐eyed individuals are equally common. The greenback flounder Rhombosolea tapirina is found in southern Australia and New Zealand. The scopthalmid family contains the turbot (Scophthalmus maximus; Figure 20.15) distributed in European waters from the Mediterranean Sea and Black Sea to the Baltic Sea and Norwegian coast. The Soleidae family includes Senegalese sole Solea senegalensis found in coastal waters of southern Europe and West Africa and common sole Solea solea found in the northern Atlantic and the Mediterranean Sea.

Figure 20.14 Atlantic halibut (Hippoglossus hippoglossus) in the Aquarium du Québec.
Source: Photograph by Cephas (Own work) [CC BY‐SA 3.0 (http://creativecommons.org/licenses/by‐sa/3.0)], via Wikimedia Commons.

Figure 20.15 Turbot in Pairi Daiza Aquarium, Brugelette, Belgium.
Source: Photograph by I, Luc Viatour [GFDL (http://www.gnu.org/copyleft/fdl.html), CC‐BY‐SA‐3.0 (http://creativecommons.org/licenses/by‐sa/3.0/) or CC BY‐SA 2.5‐2.0‐1.0 (http://creativecommons.org/licenses/by‐sa/2.5‐2.0‐1.0)], via Wikimedia Commons.
20.13.1 Biology
Flatfish are marine demersal carnivores found in all of the world’s oceans in cold, temperate, and tropical seas, ranging from shallow bays to deep‐water habitats, with most species found in habitats ranging from the near‐shore to depths of about 100 m on the continental shelf. The Atlantic halibut is exceptional, occurring at depths of over 2000 m. Most of the cultured species use near shore feeding grounds as nurseries for the first 2 months to 2 years of life before migrating to offshore spawning areas.
A unique characteristic of the group is the change (metamorphosis) from symmetric larvae inhabiting the water column to asymmetric juvenile flatfish favoring the benthic habitat. Metamorphosis presents unique challenges to the flatfish culturist. Among other extreme morphological, physiological and behavioural changes, one eye translocates to the other side of the head and positions itself next to the eye on the other side. During metamorphosis, the upper (ocular) side becomes pigmented, and the lower (anocular or blind) side light‐coloured, and there are changes in dentition and fin placement. Metamorphosis can be a difficult period in flatfish culture. Adult flatfish are almost always lacking a swim bladder.
With the exception of the Atlantic and Pacific halibut which reach sizes up to 4.7 m length and 320 kg live weight, flatfishes are not large fish. In the wild, average length and weight at age 3 years range from 30 cm and 400–600 g for the greenback flounder to 30–40 cm and 2–3 kg for turbot. All of these flatfish show sexual dimorphism in growth, with females growing faster and reaching larger size than males.
Flatfish are generally serial spawners, producing multiple batches of eggs during the spawning season in intervals of 3–4 days. Most species produce small pelagic eggs ranging from 0.8 to 1.1 mm in diameter. Eggs of the Atlantic halibut, however, are relatively large (3 mm) and float close to the ocean floor during development. The winter flounder, on the other hand, produces adhesive demersal eggs 0.80 mm in diameter. Total fecundity in flatfish is high, ranging from 400 000 to 5 million eggs per female, with an average of 1.0–2.0 million eggs/kg female body weight. Fecundity of large Atlantic halibut females is lower at 50 000–160 000 eggs/kg. At hatching yolk‐sac larvae range in length from 1.7–2.0 mm in Chilean flounder to 3.0 mm in turbot.
Many flatfish inhabit estuarine conditions for part of their life cycle and are able to tolerate a wide range of temperatures and salinities. Southern flounder adults have been captured in a range of near 0 to 36‰ salinity. The winter flounder is freeze resistant, able to synthesise antifreeze proteins and secrete them into their blood during the winter. Optimal growth temperatures range from 7–14 °C for Atlantic halibut, from 14–19 °C for turbot, and 21–24 °C for the summer and southern flounder, and 20–25 °C for P. olivaceus (olive or Japanese flounder).
20.13.2 Aquaculture
Flatfish aquaculture is presented in detail by Daniels and Watanabe (2010).
20.13.2.1 Broodstock
Most flatfish hatcheries use either wild‐caught or F1 generation broodstock. Wild‐caught flounder may be captured in nets or by hook and line, but wild‐caught fish are slow to take food and do not easily wean to formulated diets. For biosecurity, new broodstock flounder are quarantined in a separate facility and carefully screened for diseases such as nodavirus (Nervous Necrosis Virus), which can be transmitted to eggs, larvae, and juvenile fish. Informal selection of broodstock from F1 and F2 populations based on growth or appearance is conducted on some farms and research facilities. In Japanese hatcheries, where flounder fingerlings are used for stock enhancement as well as for commercial grow‐out, wild‐caught flounder are used for spawning in order to maintain the genetic diversity of juveniles produced for restocking.
Domestication of flatfish for farming has reached its highest level of sophistication in the turbot farming industry, where research on applied genetics is conducted by commercial farms, and little or no information exists in the public domain. Broodstock management programs for turbot were established since the early to mid‐1990s in France and Spain using both wild and farmed fish of genetically distinct lineages. The selection of broodfish is a subjective process depending on the expertise of hatchery technicians who prioritise normal body shape and colour, vigorous swimming and feeding behaviour, no history of diseases during grow‐out and representative of as many different populations as possible.
Broodfish Holding Systems
Tanks of 2–4 m3 are used for broodstock of some flatfish species (e.g., greenback flounder), while larger tanks of 15–40 m3 are used for larger species (e.g., Atlantic halibut). Flow‐through or recirculating seawater are used for holding broodstock for most species, but recirculating tanks are preferred as they permit better control of temperature than flow‐through tanks. Low light levels, temperature regimes that mimic the natural environment, and good water quality are used to help ensure successful acclimation of broodstock. For turbot, natural spawning occurs exclusively in large, deep tanks with a sandy substrate using broodstock adapted to captivity for at least 2 years. However, when fish are manipulated for hormone induction and strip‐spawning, smaller tanks are used. Sex ratios are usually about 1:1.
Broodfish Nutrition
The natural diet of flatfish includes a wide variety of fish, molluscs, and crustaceans. For most species of flatfish, there is inadequate knowledge of the nutritional requirements of broodstock to develop formulated feeds, and replacing raw or frozen ingredients is therefore a continuing problem, especially for wild‐caught flatfish, which are difficult to wean onto prepared diets. Hatchery‐raised broodstock are generally fed a commercial pelleted feed containing a minimum of 55% protein and 12–15% lipid which are usually fortified with vitamins and proper ratios of essential fatty acids EPA, DHA, and ARA. Broodstock that have been acclimated to spawn in captivity and weaned to formulated feeds are valuable and are difficult to replace.
In Asia, moist pellets are manufactured on‐site by mixing a powdered commercial premix with trash fish prior to extrusion through a feed processor. In China, turbot broodstock are usually fed chopped trash fish and moist pellets boosted with commercial or farm‐specific mixtures (e.g., vitamins and essential fatty acids). Fresh or frozen fish in broodstock diets is a suspected vector for pathogens such as viral diseases as nodavirus (VNN) and viral hemorrhagic septicemia (VHS) which may be transmitted to eggs, larvae, and juveniles. This has increased the impetus for research on broodstock nutritional requirements as a basis for formulated dry pelleted diets.
Photothermal Conditioning
To achieve out‐of‐season spawning, accelerated photothermal regimes, in which the annual photothermal cycle is compressed from 12 months to only 4–10 months are effective in advancing maturation and timing of spawning of flatfish, so that spawning may be achieved in less than 12 months to produce viable embryos over a majority of the year. In commercial hatcheries for turbot in China, 5–6 groups of broodstock are maintained under different photothermal regimes to obtain fertilised eggs all year round.
Spawning
Natural (spontaneous) spawning without hormone induction is observed in many species of flatfish. Some species (e.g., P. olivaceus, California halibut, Chilean flounder) spawn large numbers of fertilised eggs in outdoor tanks without hormonal intervention. Natural spawning of wild‐caught adult broodstock improves after acclimation to captivity for at least two seasons.
In some flatfish species, hormone‐induced spawning provides better control over the timing and availability of embryos and is a more reliable method for stocking hatcheries. When hormone‐induced strip‐spawning is used to initiate ovulation, knowledge of the stage of ovarian development is required to gauge receptivity to hormone treatment and the timing of strip‐spawning. Ovarian biopsy using a polyethylene cannula is used, but backlighting (i.e., using a ‘light table’) is an inexpensive and effective method that takes advantage of the flatfishes’ body conformation to visualise gonadal development non‐invasively.
For the Atlantic halibut and for the turbot, females are induced to mature and ovulate through photothermal manipulation, and strip‐spawning and artificial fertilisation are used to obtain viable eggs. For most species of flatfish, artificial insemination of eggs is typically performed following strip‐spawning of females that have been induced to ovulate using GnRHa administered in saline injections or through a sustained‐release cholesterol‐cellulose pellet, but carp pituitary extract and hCG have also been used successfully. To supply fertilised eggs on demand, spawning is synchronised among broodstock by implanting a desired number of females with oocytes meeting a critical minimum average diameter.
Flatfish males often produce very small quantities of milt and can be difficult to strip. In Atlantic halibut, GnRHa implants are effective in synchronising spermiation, but in southern flounder, hormone implants or injections are ineffective, so photothermal conditioning is the most effective method for stimulating spermiation. In the turbot farming industry in Europe, use of cryopreserved sperm is reducing the need to maintain male broodstock.
Egg collection and incubation
Flatfish eggs are incubated in upwelling tanks to maintain them in suspension. In P. olivaceus, hatching rate is higher in a darkened room. Live eggs are typically disinfected before hatching and eggs are typically incubated at temperatures near spawning conditions to optimise yolk utilisation efficiency, but temperature is increased by several °C within a few days of hatching to accelerate metabolism, feeding, growth, and survival.
20.13.2.2 Larval Culture
System Design
Semi‐intensive larval culture was originally used for commercial production of turbot in Europe and halibut in Norway through the mid‐1990s, where newly‐hatched larvae from indoor incubators are transferred at low densities to large tanks (50 m3) previously conditioned to provide prey organisms to sustain the fish until harvest, or to outdoor bag enclosures and fed wild plankton and Artemia. These systems are simple to operate, but zooplankton availability was unreliable, risk of exposure to pathogens was greater, and production was unpredictable.
Intensive larval culture is the preferred method used in commercial hatcheries for flatfish where larvae are raised in indoor tanks under controlled environmental conditions and live prey and formulated feeds are added daily to the tanks. At a research scale, flatfish larvae have been successfully raised in small tanks (3–15 L), but tanks of 1000–4000 L are typical for pilot production.
In European turbot hatcheries, flow‐through seawater systems are generally used, but water can be partly re‐used. Turbot hatcheries in China use flow‐through systems, using natural seawater or saline well water pretreated by mechanical filtration, aeration, UV disinfection and temperature adjustment. In these flow‐through systems, sand‐filtered seawater is adjusted to optimum temperature (18–19 °C) and then pumped into a head tank before distribution to the larviculture system. Saline well water from deep aquifers is preferred because it is devoid of pathogens. Researchers are turning increasingly to RAS for flatfish hatcheries, which provide more control of water quality and more consistent production.
Hatchery Protocols
In Atlantic halibut, the period from hatching to first feeding, can last up to 50 days depending on temperature. During this period, yolk‐sac larvae are held in upwelling cylindro‐conical incubators and typical survival rates range from 50 to 80%. Strict temperature control is used to avoid developmental abnormalities (e.g., jaw deformities) and mortality. Larvae are kept in near or complete darkness because they are strongly attracted to light during later stages. Salinity affects the buoyancy of fertilised eggs and yolk‐sac larvae as well as the growth and survival of early larvae before metamorphosis, and salinities above 28‰ are preferred for the larval rearing of most flatfish species.
Most cultured flatfishes exhibit abnormal pigmentation (pseudoalbinism on the ocular side and hypermelanosis on the blind side), and incomplete eye migration in a proportion of hatchery‐reared fish. This is attributed to both genetic and nutritional factors. While these pigment abnormalities do not affect flesh quality, these fish are commercially inferior. For stock enhancement, fish with hypomelanosis (lack of pigmentation on the ocular side) are more susceptible to predation. The causes of these abnormalities remain unclear but may be related to essential fatty acid nutrition, overall energy intake, iodine and thyroid hormone levels, photoperiod, and temperature.
Flatfish hatcheries universally use microalgae for intensive larval rearing (‘greenwater culture’), with algae pastes and algae substitutes preferred over live algae, which is labour and space intensive and can potentially harbour pathogens. Greenwater is beneficial during the pelagic larval stages to enhance first feeding success, equalise distribution of larvae, and improve larval growth, and promote normal pigmentation patterns. For greenwater culture, a variety of microalgae and species combinations in either live or preserved form are used. Research in Atlantic halibut has indicated that powdered clay is a cost‐effective alternative to microalgae, suggesting that the physical attributes (light‐shading) may be more important than the biological (immunostimulant, antimicrobial, micronutritional) benefits to larvae of this species.
Food and feeding
In intensive hatcheries, larvae are generally fed live prey, including rotifers and Artemia nauplii, before weaning to formulated diets. Despite their small initial size, flatfish larvae have a sufficiently large mouth gape to feed readily on rotifers and both L‐type or S‐type rotifers are fed, usually twice daily.
Inadequate nutrition during the larval and metamorphic stages in flatfish may affect normal development, including eye migration and pigmentation, and survival. The nauplii and copepodids of calanoid (Calanus) copepods are a preferred first food for larvae, but since they are not easily produced at a large scale, their biochemical composition is used as reference for live prey enrichment products and for the formulation of compound diets. Feeding copepods during a critical period (‘copepod window’) can enhance normal development, pigmentation, and survival, while minimising demand. For Atlantic halibut, which have a relatively large mouth size, researchers have achieved good survival, pigmentation and eye migration with an Artemia diet using commercially available enrichment products.
Before use, rotifers and Artemia are nutritionally enriched to satisfy the requirements of larvae for highly unsaturated fatty acids, taurine and vitamins using either homemade enrichment mixtures (lipids, proteins, vitamins and minerals), or different commercial emulsions. Specific requirements for flatfish larvae have been shown for ARA, EPA, and DHA, and live prey are nutritionally enriched before feeding. Normal eye migration and body pigmentation in many flatfish are dependent upon proper amounts and ratios of these essential fatty acids, especially DHA and the ratio between DHA and EPA. In turbot, the DHA: EPA ratio should be at least 2:1.
A deficiency in vitamin A (a precursor of the retinal pigment rhodopsin) disrupts neuroendocrine signalling from the eyes to the brain to produce melanocyte stimulating hormone and subsequently melanin synthesis, resulting in abnormally pigmented flatfish with lower market value. Enrichment of rotifers and Artemia with highly unsaturated fatty acids or vitamin A has been effective in preventing pigmentation anomalies on the ocular side.
To ensure that rotifers and Artemia presented to the larvae are freshly enriched and that nutrients are not catabolised, larvae are fed 3 to 4 times daily, flushing uneaten rotifers and Artemia from the tanks before adding a newly enriched batch. In European turbot hatcheries, enriched prey are slowly metered into larval rearing tanks using peristaltic pumps to ensure satiety, while avoiding overfeeding. Flatfish hatcheries consistently use long photoperiods of 18 to 24 h, feeding throughout the photophase to produce higher larval growth rates and survival to metamorphosis than those attainable under ambient lighting conditions. Recommended light intensities vary with species, and the size, depth, and colour of the rearing tank, density of greenwater used, as well as type of light (natural or artificial) affect illumination to the larvae and prey.
Larval rearing through metamorphosis generally requires from 30–40 days in cultured flatfish, but requires as many as 80 days at 5 °C in winter flounder. Newly metamorphosed flounder are weaned onto dry feeds (200–400 µm, 52–55% protein and 12–15% lipid) by co‐feeding a micro‐pelleted diet (150–450 µm, 52–55% protein and 12–15% lipid) and Artemia for 2–3 weeks and gradually reducing the Artemia ration during this period. In some flatfish (e.g., Atlantic halibut, California halibut), post‐metamorphic fish wean quickly, and extended co‐feeding with Artemia is unnecessary.
During the process of weaning from live feeds, flatfish larvae are generally fed microdiets in excess to increase the opportunity to feed, leaving large amounts of uneaten feed on the tank bottom, which can impair water quality. Removal of settled organic matter is crucial.
Grading and harvest
Growth variation during the hatchery phase is considerable, and as flounder metamorphose and settle to the bottom, cannibalism of smaller fish by larger individuals is common. Grading by size is critical to prevent cannibalism. Growth variation and cannibalism may potentially be minimised in flatfish hatcheries by synchronising metamorphosis and settlement through the use of thyroid hormones which regulate metamorphosis in flounder species.
In Japan, survival of P. olivaceus to 3.0 cm total length is usually higher than 60% and sometimes exceeds 80%, and similar survival (50–70%) is obtained in Korean hatcheries for the same species. Overall survival from egg through metamorphosis typically averages 40% for southern flounder. In Europe, survival rates in turbot hatcheries are relatively low, ranging from < 10% to > 30%, and the critical periods are at first‐feeding and between 12–15 dph, when Artemia feeding begins. A mean annual survival rate of 20% to 90 dph (1–2 g) is considered to be economically acceptable for commercial turbot hatcheries. In China, survival rate of turbot from newly hatched larva to juvenile (2 cm total length) varies from 0–40% among hatcheries and averages 10–20% in large hatcheries.
20.13.2.3 Nursery Rearing
System Design
Depending on species and location, different strategies are used to optimise growth and survival during the nursery period, which ranges from the post‐metamorphic stages (1–10 g) to the size at which fish are stocked into production tanks (20–150 g) for grow‐out to marketable sizes. Nursery culture of flatfish is conducted in land‐based tanks situated in a greenhouse or in an industrial building in proximity to the hatchery.
In Europe, turbot juveniles leave the hatchery at 3–4 months (1–3 g) and are raised in a nursery up to 5–20 g, but sometimes up to 80–100 g, for a period of about 3–6 months. Flow‐through tanks were traditionally used, but RAS systems using high stocking densities (500–1 000 fish/m) enable better control of environmental factors, biosecurity, and heating and pumping costs. To maximise use of space in nurseries for turbot, shallow RAS raceways (0.25‐m deep) of various sizes are stacked in tiers of 3 or 4. Closed RAS systems are also commonly used for nursery production systems for commercial hatcheries in Japan.
Nursery Protocols
Temperature control is critical for flatfish growth, but optimum temperature may decrease with size. In turbot, the optimal temperature range decreases with size from 16–22 °C for 10‐g fish to 16–19 °C for 50 g fish. An ontogenetic decline in temperature optima also occurs in Atlantic halibut and in P. olivaceus.
Sex differentiation of flounder is believed to be strongly influenced by temperature around the time of metamorphosis, with high culture temperatures favouring male development. In southern flounder, optimum temperature to produce the highest percentage of females is approximately 23 °C, so water temperature should be held as close to 23 °C as possible until the fish reach 75 mm in length. Flatfish are to varying degrees euryhaline, and salinity is an important consideration for management of nursery and grow‐out facilities. Euryhaline ability provides the culturist with flexibility in the management of inland hatcheries where a continuous source of seawater is not available.
During the nursery period, turbot juveniles are fed dry pellets (50–52% protein and 12–13% lipid) delivered automatically and continuously during the photophase. These diets incorporate fishmeal and fish oil as the main protein and lipid sources to avoid essential fatty acid deficiency. During the nursery stage, survival averages over 80% and fingerlings reach 20–30 g in 6 months, with feed conversion ratios as low as 1.0. For most flatfish species, culturists either use commercial diets for coldwater marine species (~50% crude protein, ~10–15% lipid), or manufacture diets in‐house. To reduce diet costs and improve sustainability, many researchers are focusing on alternative protein sources to fishmeal. In summer flounder, 40% soybean replacement for fishmeal reduced production cost by 14%.
At the end of the nursery stage, turbot are graded by size using machines designed for grading fruits. The most common market size for grow‐out farms is about 20 g. At this stage, turbot are often vaccinated against vibriosis and furunculosis, but they can also be vaccinated against diseases caused by Flexibacter and Streptococcus. Fish are transported to grow‐out farms by ground or air transportation. In southern flounder, fingerling stocking densities of about 700 fish/m2 are recommended to reduce cannibalism and to promote growth. Cannibalism can be controlled by grading by size and frequent feeding. Fingerlings may need to be graded 3–4 times during the few months it takes them to grow from 2 g to 10 g.
Hatchery‐reared flatfish exhibit behavioural deficiencies, presumably resulting from genetic changes related to domestication and environmental experiences in captivity, which make them poorly‐equipped to survive in the wild. Compared to wild individuals, flatfish raised in a hatchery tend to spend more time swimming, lack caution, have poor concealment skills, and show different feeding behaviour. Hatchery fish can be provided with substrate characteristic of the release site to allow fish to develop cryptic behavioural skills (burial and pigmentation) and to reduce their vulnerability to predators. Other techniques, such as rearing at low density with sandy substratum, use of a diet of live mysids, and predator‐exposure have been tested successfully in the laboratory.
20.13.2.4 Grow‐out
System Design
The unique characteristics of flatfish that must be considered by culturists during the grow‐out phase of production are their preference for the tank bottom and their low level of activity, which affect tank design and hydrodynamics, stocking densities, and water quality in the microenvironment of the demersal fish. Basic approaches to flatfish grow‐out are using land‐based tanks or raceways, or in cages deployed at sea. Many flatfish, such as turbot, halibut, and Japanese flounder are cultured in outdoor land‐based tanks or in indoor tank RAS. In general, flounder prefer low light intensities and can develop skin ulcerations when left in tanks exposed to direct sunlight.
Along the northern coast of China, land‐based turbot production tanks are held in greenhouses, preferred for their low construction cost and ease of temperature control in the winter. Concrete tanks are used. A few cage‐culture operations exist on the southern coast of China where the water temperature permits seasonal production. Cage culture reduces the expense of pumping water and facility construction and produces faster growth rates than tank‐culture, but flatfish cages that can withstand the strong wind and currents in coastal waters are needed.
In Europe, turbot are grown in land‐based tanks and raceways usually situated in industrial buildings. Recirculating systems are replacing flow‐through systems in Europe but are mechanically and biologically complex and require continuous water quality control. Flat‐bottomed cages submerged in coastal areas or floating cages are also used for grow‐out or to hold large turbot prior to marketing, and sea cages are being tested in North West Spain.
In Japan, land‐based tanks with flow‐through seawater are the primary system for grow‐out of P. olivaceus, representing 75% of production area in 2005. Approximately 300 to 400 farms throughout Japan each produce about 16 t of fish per year. Typical land‐based flounder farms are sited seaside, with tanks either installed indoors or covered with shade cloth. A few farms use tanks with bottoms covered with sand which produces fish without hypermelanosis on the blind side to improve market value.
Land‐based coastal facilities are also used in Korea to produce P. olivaceus in flow‐through tank systems. Seawater is pumped directly from the open sea into the head tanks and subsequently supplied to the fish tanks after treatment. Each farm produces an average of 110 t per year.
In North America, startup commercial flatfish production facilities use RAS (see Figure 20.3) to enable production in inland areas without a continuous source of seawater. In Mexico, where commercial production of flatfish is beginning, ambient seawater water temperatures of 14–25 °C along the Baja peninsula are considered favourable to both summer flounder and California halibut culture in both flow‐through and RAS systems, and startup farms plan to target the large southern California market.
In North America, Atlantic halibut may spend the entire grow‐out cycle in a land‐based tank system or may be moved to net pens for final grow‐out to market size. Although shallow tanks are considered to be more cost‐effective for flatfish production, Atlantic halibut grow faster in deep (1.25‐ to 3‐m deep) tanks, as shallow water impedes access to pelleted feeds and increases inter‐fish aggression. Atlantic halibut have also been produced in surface cages, generally 3–7 m deep of a variety of designs and materials, with a rigid base to prevent sagging when stocked with fish. Sheltered conditions are important for rearing flatfish in pens and cages, because currents and waves cause excessive swimming activity. Shade netting is used to prevent excessive exposure to sunlight which can cause mortality.
Stocking and splitting
Even at low stocking densities, many flatfish species aggregate in layers on the tank bottom rather than spread out across the available space, an innate behaviour associated with concealment in their demersal habitat for both predator avoidance and predation. This behavioural trait suggests that these fish could potentially be raised under very high stocking densities; however, water circulation and quality deteriorate in and around the layers of these sedentary fish. Because of this behaviour, flatfish culturists often measure stocking density in terms of percentage of bottom coverage (PCA = percent ratio of total fish ventral area to total tank bottom area), or kg/m2 rather than per unit volume (kg/m3) as for round fish. For California halibut, better growth was achieved at 100% PCA compared to 200 and 300% PCA. As flatfish grow and increase in body depth, the maximum recommended stocking density increases.
Since flatfish do not fully use the water column as do round fish, a major challenge of intensive flatfish production is that of maximising the use of vertical space in facilities that are limited in area. Raceways have been used for flatfish culture, and these may be stacked to maximise use of vertical space. In Atlantic halibut, however, raceway culture was problematic due to a reduction in water quality along the length of the raceway. Researchers have used in‐tank shelving to maximise the use of vertical space in relatively deep, conventional tanks. However, except for the Atlantic halibut, which readily occupy such shelves, few flatfish species voluntarily occupy in‐tank shelving.
Growth variation is typically observed during nursery culture and grow‐out of flatfish, related to inter‐fish aggression and disproportionate acquisition of food by more aggressive individuals. To reduce these effects, fish are graded by hand with the aid of hand nets or mesh sorters during the nursery stage and with mechanical graders, grading tables, or automatic machines during grow‐out. Fish are separated into several size classes; generally, twice during grow‐out.
Environmental Conditions
Optimal environmental conditions for subadult and adult flatfish are likely to be different from juveniles. For example, optimum growth temperature of Atlantic halibut decreases with size from 11–14 °C at 0–20 g to 9–11 °C for fish of 400–1000 g. High mortality during the summer affecting mainly larger size fish is well known in P. olivaceus farms in Japan. In China, diseases are precipitated at high temperature on turbot farms and water temperature in turbot tanks is maintained from 11–18 °C all year round.
Low‐salinity tolerance is an advantage to inland‐based culture, since ground water or geothermally‐heated water sources may be used for fish production. From the juvenile stages, most cultured flatfish are euryhaline and can tolerate a wide range of salinities. In southern flounder, for example, growth of fingerlings (~125 g) to an average market size (~600 g) in low‐salinity (0.5‰) groundwater was not different from growth in full strength seawater (36‰). Salinity tolerance may vary with age/size. For example, growth of California halibut early juveniles was unaffected at salinities ranging from 5 to 30‰, but older juveniles are not as adaptable.
Substrate has an important influence on flatfish health. Improper substrate has been associated with skin lesions in many species which decrease carcass quality and growth. For example, incidence of skin lesions decreases when Atlantic halibut, summer flounder, or P. olivaceus are raised on a sand substrate compared to a smooth fibreglass substrate.
Inappropriate lighting in indoor tanks may also contribute to abnormalities in hatchery‐reared flatfish. When southern flounder raised under low light are exposed to increased light intensity 1 week post‐hatch, partially albino fish develop more normal pigmentation. The effects of illumination are complex, related to the type of light used, intensity, tank colour, and water depth. Excess light can be deleterious; for example, Atlantic halibut cultured in shallow raceways and sea cages with insufficient UV protection become sunburned. Cataracts are common in Atlantic halibut and might be caused by excess UV light, although other environmental or nutritional factors may be involved.
Diet and nutrition
Optimal levels of dietary protein for cultured flatfish range from 45–65%, with efficient feed conversion ratios below 1.5 for formulated pelleted diets. The exceptional feed conversion is probably related to naturally low metabolism and a sedentary life style. In Europe, extruded pellets formulated for turbot were developed in France during the early 1980s and are now commonly used for commercial grow‐out. These diets have a high protein (50–54%) and moderate lipid content (about 12%). The dietary energy content of flatfish diets is generally lower than that of other farmed fish species. In Europe, high‐lipid (20%) finishing diets are used for turbot when specific markets demand a higher flesh fat content.
In China, disease and pollution have caused the turbot farming industry to transition from raw minced fish to moist pellets to commercial feeds. Currently, imported commercial dry pellets are formulated specifically for turbot, and research institutes and companies are developing high‐quality feeds for turbot and other flatfish in China. In Japan and in Korea, P. olivaceus are fed commercial pelleted diets that have high protein (48–56%) and low lipid (6–14%) for the first few months, and then are fed moist pellets and raw fish, either whole or as ingredients for the moist pellets.
In Japan and Korea, studies have indicated that a significant proportion of fishmeal protein can be replaced by several plant and animal protein sources (e.g., soybean meal, feather meal, meat and bone meal, corn gluten meal, malt protein flour, fermented fisheries by‐products and soybean curd residue mixture) in the diet of P. olivaceus. Combinations of multiple ingredients and inclusion of feeding stimulants are most effective in reducing dietary fishmeal protein without amino acid supplements. In North America, work with Atlantic halibut and southern and summer flounder have also demonstrated that a significant fraction (approximately 40%) of the fishmeal protein can be replaced with soybean meal protein (Alam et al., 2011).
Growth and survival
Growth rates documented for most species of flatfish are moderate, vary considerably among species, are highly variable from site to site, and are dependent on temperature. Turbot grow quickly in comparison with other species of flatfish. In Europe, turbot farms using heated or geothermal water to maintain temperatures between 14–19 °C routinely raise turbot to 1 kg at 18 months and 3 kg at 3 yr. In China, turbot juveniles about 10 g can grow to market size of 500 g in 7–9 months in greenhouse systems. In Japan, P. olivaceus fingerlings (1–3 g) grow to 0.5 kg in 9–10 months and 1 kg in 14–16 months. From the egg stage, mixed‐sex populations of southern flounder reached 600 g in 16 months.
After the nursery stage, mortality of southern flounder is minimal during the rest of the grow‐out cycle until the fish reach market size. Survival of Japanese flounder throughout the grow‐out period varies from farm to farm and ranges from 60 to 80%.
20.13.2.5 Diseases
In general, cultured flatfish are susceptible to a host of pathogens commonly afflicting other intensively cultured finfish, and severity and range of pathogens increase with the level of intensification and production. An increasing number of viral infections have been reported in a variety of flatfish, including turbot, P. olivaceus and Atlantic halibut. Viral infections, usually severe in young fish, are often asymptomatic in older fish which transmit the virus vertically to offspring and horizontally to cohorts. Since no drugs or commercial vaccines are available to treat viral infections, control depends on biosecurity, but this is difficult with flatfish since culturists still depend on wild‐caught fish with an unknown history of virus exposure.
Bacterial diseases are precipitated by stress from overcrowding, low dissolved oxygen, high ammonia, transport, or high temperature. Disease prevention and treatment protocols differ from farm to farm but with a common theme of limiting the use of antibiotics.
In the US, external parasites such as Argulus spp. (sea lice) are common in wild broodstock and have caused severe anaemia and haemorrhagic skin lesions in captive summer and southern flounder. Marine Ich Cryptocaryon irritans is a ciliate that can cause skin and gill damage and also kill a large number of fish rapidly but can be treated in the euryhaline southern flounder by lowering the salinity of the water below 3‰. Marine Ich has also been reported in cultured Japanese flounder and turbot. Turbot are highly susceptible to parasites Trichodina and Uronema, and formalin baths once a month are used to control infection.
20.13.3 Harvesting, processing, and marketing
In Europe, asphyxia in air or on ice are not appropriate for euthanasia of farmed turbot according to animal welfare protocols, so harvested turbot are chilled rapidly and then bled, but electrocution or a percussive blow to the head are also practised. Fish are transported on ice to processing units and are usually marketed whole and fresh, but a market for fillets is developing in Europe, and a market for live turbot is developing in Asia and in Europe. Private companies pre‐condition and package live turbot for survival up to 2 days without water to provide maximum freshness while reducing shipping costs. Demand is higher than supply, so there is minimal competition between farmed and wild turbot, which are larger and command a higher market price. In France, quality labels (e.g. ‘turbot label rouge’) certify high quality and traceability.
The majority of the turbot farmed in China are marketed as live fish for domestic consumption in large metropolitan areas near the east coast of China, but this exotic species is becoming popular throughout the country. Turbot are harvested between 500 to 750 g and packed in polyethylene bags containing seawater and oxygen. Water temperature is maintained between 7–8 °C during live transport to market, either by truck or airline.
In North America, Atlantic halibut are bled immediately post‐mortem by incision of a major artery during gutting or removal of gill arches, as the presence of blood veins in the fillet detracts from appearance and taste. The fillet yield of halibut is typically around 55%. The traditional market for wild halibut is based on large fish (5 to 10 kg) sold fresh and in the form of steaks. However, with the availability of farmed product, fish as small as 750 g are being sold to restaurants at higher prices. Start‐up farms are targeting high‐value niche markets, including sushi chefs, with live transport to optimise quality.
20.13.4 Industry Status and Challenges
In Europe, turbot was selected for aquaculture in the early 1970s in the United Kingdom and France due to its value and its high potential growth rate under intensive culture conditions. Global turbot production increased from 656 t in 1990 to 71 851 t in 2014, with China (84%) the main producer, followed by Spain (11%), Portugal (5%), France (0.4%) and the Netherlands (0.3%). The primary European market is Spain, with much smaller markets in France, Italy, and Germany. There is market demand for whole fish, and fillet markets are developing. Development of the turbot aquaculture industry in Europe is limited by the high price of juveniles, mainly due to relatively low larval survival, and to limited access to seawater and conflicts with tourism.
Turbot was also introduced into China from the United Kingdom in 1992, with commercial‐scale juvenile production by 1999 in the Shandong province along the northern coast, where the first grow‐out systems were built in greenhouses using deep saline well water. Fish were initially marketed live in large cities along the southeast coast and within 10 yrs, developed into one of the main mariculture industries in China, with yearly production of over 60 000 t. China produced about 76 000 t of flatfish (six species) in 2005 of which 50 000 t were turbot. In 2003, summer flounder juveniles were shipped from the USA to China, which now has a growing summer flounder industry. Chinese scientists expect that summer flounder culture will thrive in colder water conditions in their country, whereas other species, such as southern flounder, will do better in warmer water conditions.
Production efficiency of turbot farming in China can be improved by decreasing the price of juveniles, automation to lower labour and feed costs, better disease management, and improving genetics and marketing. Availability of saline well water, pollution of the coastal environment, and product safety have emerged as constraints to industry growth, and the application of closed recirculation aquaculture systems will be important for the industry to expand along the northern Chinese coast.
Aquaculture of P. olivaceus began in the mid‐1970s in Japan, and commercial production increased dramatically in the 1980s from 648 t in 1983 to a peak of 8583 t in 1997, a level that exceeded the annual commercial fishery catch in Japan. However, production gradually decreased to 2600 t by 2014 due in part to competition from flounder imports from Korea. In Japan, P. olivaceus maintains a high market price—2 to 3 times higher than for yellowtail or red sea bream.
Aquaculture production of P. olivaceus in Korea increased from the 1037 t in 1990 to a peak of 54 674 t in 2009—an increase attributable in part to government policies favouring production of high‐value species. In 2014, production of P. olivaceus declined to 42 133 t. Most farmed P. olivaceus are consumed in Korea, with some exported to Japan, USA, and Taiwan.
In Japan, labour costs account for almost 20% of total fingerling production costs for P. olivaceus, and labour‐saving methods are needed to improve production efficiency. Diseases are a serious problem on P. olivaceus farms, and the selection of disease‐free spawners is needed to avoid transmission from broodstock to larvae and juveniles. In Korea, where P. olivaceus farming has intensified, there are growing concerns about pollution of public waters related to the discharge of effluent from flounder farms into the sea. To reduce nutrient discharge, diet development and improved methods for effluent treatment are needed.
A summer flounder industry began in the USA in 1995 with the development of a commercial hatchery in New Hampshire and several grow‐out facilities, but little product was produced. Juveniles were first exported in 2003 to China, which now has a growing summer flounder industry, and subsequently in 2006 to Mexico, which is also developing an industry. A hatchery for Califonia halibut was constructed in Ensenada, Mexico, a joint effort between a government research and education centre and local commercial interests, to produce juveniles to support farms to supply the southern California market.
Pilot‐scale Atlantic halibut farming efforts are underway in North and South America, including a site in Hawaii with access to deep cold water, and hatchery facilities in Chile are under development supplied with eggs, broodstock, and juveniles from private and government entities in Canada.
For many flatfish species, large numbers of juveniles can be produced in hatcheries. Work is needed to reduce abnormal pigmentation (pseudoalbinism on the ocular side and hypermelanosis on the blind side) and arrested eye migration, which decrease market value. The physiological, environmental, and nutritional factors that regulate thyroid stimulating hormone and thyroid hormone secretion, as well as those factors that regulate eye migration require investigation to enable culturists to synchronise metamorphosis, settlement, and development of flatfishes in captivity.
Moderate growth rates from fingerling through marketable stages are the main drawbacks for most cultured flatfish species. For commercial grow‐out to be realised at a significant scale, production costs need to be lowered and market prices increased. In many flounder species, males grow slower after reaching sexual maturity at smaller sizes and younger ages than females, and there is an economic incentive to produce all‐female populations for fish farming. While genetically all‐female populations have been produced using diploid gynogenesis in some flounder, these fish may still develop morphologically as males, because phenotypic sex is influenced by environmental conditions such as temperature, stocking density, photoperiod, tank colour, and other stressors. The interaction between genetic and environmental influences on sex‐determination in flounder must be better understood before practical methods of sex control can be used to produce faster growing all‐female stocks for grow‐out. Studies are needed to develop improved strains through selective breeding of fast‐growing, later maturing fish or, through hybridisation. Considering their bottom dwelling behaviour, methods to improve stocking and production densities per unit of tank volume will be important toward reducing production costs in intensive grow‐out systems for flatfish.
20.14 Sturgeon
Sturgeon are one of the most romanticised of fishes, being prized for generations for their eggs in the form of caviar, their meat, their skins, notochords (medicinal use), and even for the isinglass derived from their swim bladders. They appear prehistoric, and are one of the most ancient of the living class of bony fishes, having evolved 200 million to 250 million yr ago. Sturgeons belong to the family Acipenseridae which contains four genera (Huso, Acipenser, Scaphirhynchus, and Pseudoscaphirhynchus). Nearly all sturgeon grown in aquaculture are species of Huso or Acipenser, with the primary species cultured being H. dauricus (Kaluga sturgeon) or H. huso (Beluga sturgeon), A. baerii (Siberian sturgeon), A. gueldenstaedtii (Russian sturgeon), A. ruthenus (sterlet) and A. transmontanus (white sturgeon; Figure 20.16). Other species of Acipenser are also cultured to a lesser extent.
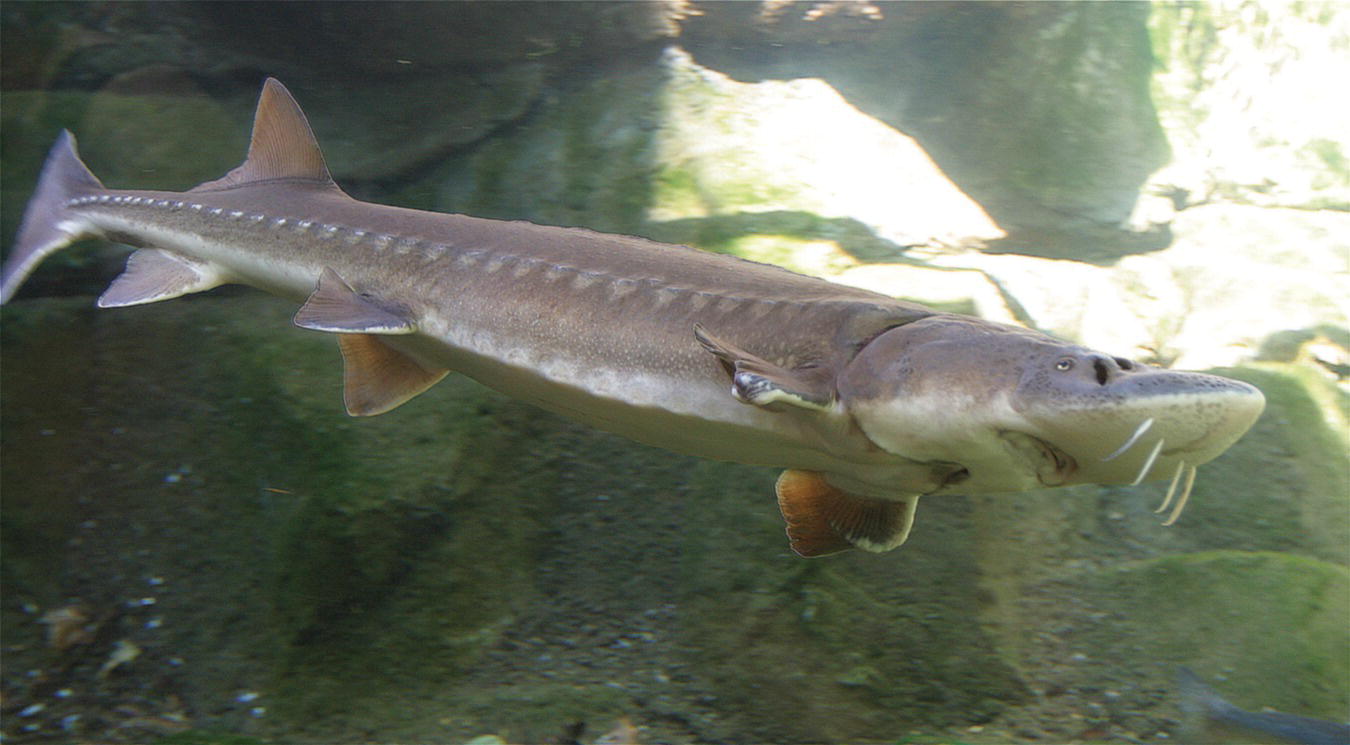
Figure 20.16 White sturgeon at the Oregon Zoo, USA. (Photograph by ‘Cacophony’ courtesy of Wikimedia Commons).
Source: Photograph by User: Cacophony [GFDL CC‐BY‐SA‐3.0 (http://creativecommons.org/licenses/by‐sa/3.0/).
20.14.1 Biology and Life History
Sturgeons share many anatomical characteristics with sharks, such as a heterocercal tail and spiral valve in the intestine but are not truly cartilaginous as they have bones in the skull and five rows of bony plates (scutes) in their skin. They have a physostomous (connected to the gastrointestinal tract) swim bladder as well. Sturgeons retain a notochord instead of bony vertebrae as the primary structural feature running through their body. All sturgeon have sensory barbels on their snout and protrusible jaws making them very efficient feeders on benthic organisms, though some larger species are also efficient at preying on other fish. Members of the Acipenseridae are considered to be anadromous, migrating into freshwater streams or rivers to spawn. Some species remain in freshwater lakes or river systems throughout their lives, while others migrate into estuaries or oceans as juveniles and remain there until maturation. Sturgeons tend to be relatively late maturing and long‐lived fishes, with the oldest believed to approach 150 years of age. They also represent the largest fish species found in freshwater, with a recorded size of a Beluga sturgeon from the Danube River of 7.2 m long and weighing just over 1.5 t.
Sturgeons are widely distributed throughout the northern hemisphere above the 30th parallel, and are found along the coastal areas of the Mediterranean and Black Seas as well as the Pacific and Atlantic Oceans and Great Lakes of North America. High concentrations of sturgeon were historically found in the Ponto‐Caspian basin which includes the Caspian, Azov, and Black Seas and their tributaries, where significant and valuable fisheries developed for these fish. Peak global capture harvest of sturgeon occurred in 1977 at 32 078 t, followed by dramatic declines in the 1980s until in 1997 all sturgeon (and paddlefish) species worldwide were listed in the Convention on International Trade of Endangered Species (CITES) regulations to establish trade limits and help protect remaining stocks.
20.14.2 Aquaculture
Sturgeons have been cultured for stock enhancement since the 1960s primarily in the Caspian Sea region. Modern aquaculture for commercial production of meat and caviar began in earnest in the 1980s as the wild harvests collapsed and important advances in existing sturgeon culture methods and procedures were developed and adopted. Sturgeon aquaculture then began to develop in countries outside the Soviet Union, with commercial culture being established on a larger scale in France, Germany, Italy, Hungary, and on the west coast of the United States. The predominant species cultured at the time included Siberian sturgeon, Russian sturgeon, sterlet, Adriatic sturgeon (A. naccarii), Bester (hybrid of H. huso with A. ruthenus), and white sturgeon. Commercial sturgeon aquaculture production grew from nearly zero in the early 1980s to approximately 5000 t by 2000.
While continuing to expand slowly in Europe, the Americas, and countries of the Ponto‐Caspian basin, China began developing large‐scale production of sturgeons around 2000, contributing substantially to the growth of sturgeon aquaculture. By 2014, reported global aquaculture production of sturgeons had grown to nearly 90 000 t, with China’s production accounting for 85.7% of global production. Sturgeon production in China focuses primarily on Siberian sturgeon, Amur sturgeon (A. schrenckii), and its hybrids.
20.14.2.1 Culture Cycle
Broodstock sturgeon for aquaculture are rarely obtained from wild fish, and most eggs are obtained from captive bred populations that are multiple generations removed from the wild. In a few instances, such as with Atlantic sturgeon (A. oxyrhynchus) or Kaluga sturgeon, commercial producers release a negotiated number of small sturgeon for stock enhancement in exchange for the ability to harvest eggs from wild fish until a broodstock can be developed. All sturgeon are anadromous, spawning in freshwater generally in the fall or spring. The age of first maturation for most captive‐bred sturgeon species ranges from 4 yr (e.g., Siberian and sterlet) to over 10 yr for some species (Beluga, Atlantic, and white sturgeon), depending on culture conditions and temperatures. Within some sturgeon species (e.g., Russian sturgeon) different stocks spawn in spring and others mature in the autumn.
Sturgeon can be grown in captivity at elevated temperatures for faster growth until they are within 2 to 3 years of maturation, then should be exposed to annual variation in temperature and day lengths in order to synchronise and stimulate maturation. This is true for broodstock or for caviar production. Sturgeon also benefit from a period of lower winter temperatures (typically 10–12 °C depending upon species) for 1–2 months to induce final gonadal maturation. Unfavourable temperature regimes have a strong, negative influence on successful oocyte maturation and ovulation.
20.14.2.2 Hatchery Practices
Sturgeon hatchery practices are described in detail in several publications, including Conte et al., 1988, Chebanov and Galich, 2011, and Hochleitner and Gessner, 2012. Briefly, in the most commonly used approach, oocytes are sampled from the ovaries of mature females via biopsy, often using a tool called a trochar, but sometimes using a hard plastic tube. The oocytes are boiled in saline or preserved with a clearing solution, then sliced along the animal‐vegetal pole to present a longitudinal cross‐section for examination under a microscope.
The state of egg maturation is determined by measuring the distance between the leading edge of the germinal vesicle (nucleus) and the animal pole of the oocyte, and the total distance between the animal and vegetal poles, not including the membrane. The ratio of the former to the latter is referred to as the germinal vesicle index or the polarisation index (PI). If the germinal vesicle has already begun to degrade or breakdown or the PI is <0.05, this indicates that the oocytes and follicles are likely to have begun breaking down, a process called follicular atresia. If the PI is between 0.05 and 0.10, the fish is fully mature and can be prepared for hormonal induction of ovulation. A PI from 0.10 to 0.12 can be induced within 2 to 3 days if the temperature is appropriate for spawning for the species. A PI greater than 0.12 up to 0.18 will require that the fish be held for a longer period, but may be able to spawn that season. Generally, if the PI is greater than 0.18, the fish is too immature to spawn that year. More precision can be derived for this method by adding a procedure of incubating oocytes with progesterone and evaluating the response.
Final maturation and ovulation of females selected for spawning can be induced using suspensions of sturgeon or carp pituitary gland, LHRHa, or GnRHa. Males are injected with approximately half the dosage of the females, if needed.
In nearly all cases, sturgeon are spawned manually once ovulation has begun. Depending on the temperature, ovulation should occur from 12 to 48 hr following the injection treatments. Tanks should be checked for evidence of females releasing eggs into the water beginning 2 hrs before the predicted ovulation time. Removal of the eggs from the female is complicated by the fact that the sturgeon oviduct has a flap or ‘valve’ that prevents or limits manual stripping. Eggs are typically removed by caesarean section or by making a small incision in the oviduct just inside and anterior to the vent opening. Sperm is collected from the males using a large syringe connected to a catheter or tube inserted into the vent opening. The sperm can be stored in the syringe at 4 °C for 2 or more days, so this can be collected in advance of egg collection. As sturgeon eggs have multiple micropyles, the sperm should be diluted at the time of use to prevent polyspermy.
Fertilisation is done by mixing sperm diluted with water (1:200) with eggs for 1–3 min or until the eggs begin to become adhesive. A solution of water and silt, Fuller’s earth, talcum powder or other suitable material is then added to the eggs and mixed for 30–60 min until the eggs no longer stick together. Eggs are washed with fresh water, enumerated and incubated in upwell incubators until hatching. Hatching times vary with species, but on average sturgeon will hatch in 6–7 days at 15 °C.
20.14.2.3 Fingerling Production
Sturgeon hatch at a stage called a prelarvae, which lasts until the fish begin exogenous feeding. For most species, this stage will last 1 to 1.5 times as long as the time from fertilisation until hatching. During this phase, sturgeon develop their sensory and internal organs, mouth and gill structures, barbels, scutes, skin and subterminal mouths. Upon hatching sturgeon tend to be positively phototactic, swimming up toward light then drifting down. Initially, sturgeon will disperse throughout the tanks with infrequent swimming. After 2–4 days, they begin to cluster together in masses, which is a normal behaviour for healthy sturgeon. Some culturists report that individuals not associated with these swarms tend to be those that are weaker or otherwise malformed. Soon thereafter most sturgeon become negatively phototactic and will move away from brightly lit areas of the tank. After 10–12 days at 15 °C, the prelarval period is ending and the fish begin to take on more of a typical sturgeon appearance.
Sturgeon larvae will have now developed working mouth parts and have small teeth, which they will lose quickly. The opening from the mouth into their digestive tract will have formed and a plug of melanin from their spiral valve will loosen and be released. The occurrence of this melanin plug on the bottom of the tank is used by most sturgeon culturists as a signal to begin exogenous feeding, though not all agree with this approach. However, the extrusion of the melanin plugs is easy to observe as the plugs appear like small particles of pepper in the bottom of the tanks.
The next stage in the culture of sturgeon is the transition of the fish to exogenous feeding, and often is associated with a peak in mortality believed to be related to abnormalities in morphological development. These abnormalities may be related to culture conditions, maternal nutrition, or simply be hereditary in nature. Depending on the species, the larval sturgeon at this age will weigh from 20–50 mg. Beluga sturgeon tend to be somewhat larger weighing up to 70 mg. Some species of sturgeon, especially larger sturgeon such as Beluga, Russian, or white sturgeon may tend to become cannibalistic in the initial phases of feeding.
Sturgeon larvae do not require live feeds at the initial stages of feeding, however most culturists will offer live feeds due to the higher success rate obtained with this method. Live feeds offered included Artemia nauplii, small cladocerans, copepods, and sometimes amphipods, midge larvae, tubifex, or other small oligochaetes. The duration of offering live feeds will depend on the species and the plans for further grow‐out. If the fish are to be transitioned to prepared diets, suitable micropellets should be offered along with the live food as soon as feeding is observed in the majority of the larvae, typically within 3 to 4 days. Following 10 to 14 days of live/mixed feeding, the live feeds may be discontinued and the fish should feed well on the prepared diet if it is palatable. By this time, the fish will be about four times their initial weight upon first feeding. For sturgeon that are to be grown in tank systems, the small sturgeon will be ready for stocking into grow‐out tanks after 60 to 90 days, depending on the type of tank and configuration used.
20.14.2.4 Grow‐out
In Europe and North America, nearly all sturgeon aquaculture is done in tank systems (Figure 20.17), largely due to the regulatory limits on culturing non‐native species of sturgeon. In South America and Asia, particularly in China, most of the sturgeon production takes place in impoundments in net pens, in ponds, or other open water systems. Rearing densities for sturgeon in tanks or other high‐density systems are largely determined by available oxygen, concentration of metabolites, and the ability to efficiently feed the fish. Sturgeons are benthic‐oriented fishes, so a primary difference in considering the approach to sturgeon culture is to consider the bottom surface area, particularly in tanks. For sturgeon larger than 1 kg, densities of 60 to 100 kg/m3 have been reached in tank systems with suitable capabilities for maintaining water quality and oxygen availability. Net pen or cage culture of sturgeon may require the fish to be trained to efficiently consume a floating feed. Sturgeon can be grown to market size for foodfish (2.0 to 2.5 kg) in about 1.5 yr in intensive systems, but the markets for that size fish are primarily in Russia and China. European and American markets for sturgeon are typically seeking larger fish, from 5.0 to >10.0 kg.

Figure 20.17 White sturgeon raised for caviar in outdoor flow‐through tanks in California, USA.
Source: USDA NRCS 2011. Reproduced under the terms of the Creative Commons Attributions license, CC‐BY 2, via Flickr.
20.14.2.5 Nutrition and feeds
Dietary requirements for sturgeons are not well known, though they grow well on diets developed for salmonids and these are often used in aquaculture. Typical sturgeon diets are high in protein (40–50%) and moderate in lipid (9–16%). The specific amino acid requirements for sturgeon are also yet to be precisely delineated. High levels of digestible carbohydrates have been suggested to adversely affect liver function and metabolism of sturgeons, however this may not be true for all sturgeon species, and the impact on liver function is still a matter of debate.
Sturgeons are grown for caviar and for their meat, but the primary economic motivation for commercial sturgeon production is for caviar. Interestingly, sturgeons tend to accumulate certain fatty acids in the caviar, somewhat irrespective of dietary levels. Though not the highest in concentration in caviar, several unsaturated fatty acids including oleic acid, DHA, and EPA tend to be accumulated at levels disproportionate to the dietary intake. Optimal ratios and dietary levels for these highly unsaturated fatty acids and their impacts on caviar production are still the subject of considerable research on sturgeon nutrition.
20.14.2.6 Gender Identification Challenges
The primary economic value of sturgeon in commercial aquaculture results from the harvest of caviar. Unfortunately, sturgeons do not exhibit external sexual dimorphism until they are fully mature, making it nearly impossible to determine whether the animals are male or female from visual examination. Since no genetic marker for gender has to date been identified in sturgeons, gender identification has historically been done with varying success using endoscopy, gonad biopsy, borescope, blood sampling for biomarkers such as sex steroids or neuropeptides, and examination of the urogenital pore and other anatomical features. Females with late stage vitellogenic eggs (close to harvest) exhibit a swollen belly and enlarged girth, but males are difficult to distinguish from immature and non‐vitellogenic females when relying on gross examination unless milt is flowing. The shape of the urogenital opening of fully mature sturgeon has been suggested as a means to identify gender dependent on species but this technique has not been proven in immature fish. Other noninvasive techniques such as ultrasound have shown some limited success in determining gender of immature sturgeon, but can be applied with greater success once the animals are fully mature or reach at least a minimum stage of maturity.
More accurate gender determination has been accomplished via surgical means such as endoscopy but even with endoscopy, gonad biopsy may be required for gender confirmation. Other techniques, such as genomic analyses or use of expressed biomarkers for gender have not yet been shown to be discriminatory for sturgeon gender and would require expensive analyses impractical for on‐farm use. In current practice in commercial sturgeon aquaculture systems, juvenile sturgeons are typically grown until approximately 24–36 months of age or older. At that time or subsequently, gender is typically identified using either direct observation of the gonad with endoscopy, biopsy, or with ultrasound.
20.14.2.7 Harvest and Processing
Whether harvested for caviar and meat (females) or just meat (males), the entire fish is harvested in nearly all cases. Since caviar is expected and defined to be the unfertilised eggs (oocytes) removed from the ovarian tissues (follicles) of sturgeon, non‐lethal means of harvest are expensive and slow. Surgical and hormonal applications can be used to remove the ovaries from mature sturgeon or to force ovulation, respectively. These approaches are rarely used in commercial sturgeon aquaculture.
Many parts of sturgeons have significant value including those previously mentioned: skins, swim bladders, notochord, and even the testes have value as ‘white caviar.’ Sturgeon meat is often marketed as fillets, ‘bullets’ (headed, gutted and finned), or the fish are sold whole. Smoked sturgeon is also a highly valued product and considered a delicacy in many regions. Caviar is made from the harvest of the entire ovary of the mature female and can represent an average of 15% or more of the body weight of the fish. The egg size, commonly called ‘bead size’ when referring to caviar, ranges from 1.8 mm for sterlet up to 4.5 mm for Beluga.
20.15 Summary
- More than 90 species from 34 families of fish are grown in marine aquaculture. In 2014, world aquaculture production of marine finfish (excluding salmon) was 3.37 million t, or 7.3% of total fish production, but it represented 14% of the total value of world finfish production.
- Production of seedstock is a continuing bottleneck in farming many marine fish species due to their special requirements for captive spawning and for living planktonic foods during their larval stages. Three feed types are common in marine larval fish culture: microalgae, rotifers, and Artemia. To reduce production costs, artificial diets are increasingly used to substitute for expensive live prey.
- Grow‐out systems for marine finfish include shallow coastal ponds, coastal pens, offshore cages, land‐based flow‐through, and recirculating aquaculture systems. Pen and cage systems face unique ecological, environmental, and engineering challenges.
- Most marine fish in aquaculture are carnivorous and require high‐energy, high‐protein aquafeeds that usually contain substantial amounts of fishmeal and fish oil. A major challenge for the marine finfish aquaculture industry is to continue to reduce its dependence on wild fish for feeds.
- More milkfish are grown than any other marine fish except salmon, with total production exceeding 1 million t in 2014. The euryhaline and omnivorous milkfish can be farmed in a variety of culture systems including inland brackish water ponds, fish pens and cages situated in freshwater lakes and reservoirs or in coastal estuarine and marine environments.
- European seabass were historically cultured using wild seedstock in coastal lagoons with other species, including gilthead sea bream and mullet. Hatchery technologies developed in the late 1970s allowed commercial‐scale farming. Most seabass are grown in sea cages and important farming countries are Turkey, Greece, Spain, and Egypt.
- Gilthead sea bream have been cultivated for centuries in Italy based on wild‐caught seed. Availability of hatchery‐produced juveniles led to large‐scale aquaculture production in sea cages by the late 1980s. Gilthead sea bream are usually grown in cages, with production in Greece, Turkey, Egypt, and Spain.
- Yellowtail amberjack culture is the largest marine fish farming industry in Japan, where fish are cultured in floating sea cages in nearshore coastal waters. Although artificial propagation of Japanese amberjacks in captivity has been achieved, a majority of fry for stocking sea cages are obtained by capture of wild fry.
- Red sea bream is the second largest fish culture industry in Japan after yellowtail amberjack. It is grown from hatchery‐produced juveniles in nearshore sea cages.
- Cobia has become an important cultivated marine finfish within the last 20 years. Hatchery‐produced fingerlings are grown to marketable sizes in sea cages or pens in nearshore or in offshore locations. China produces almost 90% of farmed cobia.
- Flatfish are demersal fish found in all of the world’s oceans. The group includes flounders, turbot, soles, and halibut—all important food fish. The unique characteristic is the metamorphosis from symmetric larvae to asymmetric juveniles and adults with both eyes lying on one side of the head. The demersal habit poses unique challenges for culture.
- Sturgeon are farmed mainly for their eggs in the form of caviar, but their meat, their skins, notochords (medicinal use), and swim bladders (isinglass) are also of significant value. China accounts for almost 90% of global production. In China, sturgeon are produced in net pens, in ponds, or other open water systems. In Europe and North America, more sturgeon are produced in tank systems due to the regulatory limits on culturing non‐native species of sturgeon.
References
- Alam, M. S., Teshima, S., Yaniharto, D. et al. (2005). Assessment of reference amino acid pattern for diet of juvenile red sea bream, Pagrus major. Aquaculture International, 13, 369–379.
- Alam, M. S., Watanabe, W. O., Myers, A. R. et al. (2011). Effects of replacement of menhaden fish meal protein by solvent extracted soybean meal protein supplemented with or without L‐methionine and L‐lysine on growth performance and body composition of juvenile southern flounder. North American Journal of Aquaculture, 73, 350–359.
- Benetti, D., Sardenberg, B., Hoenig, R., et al. (2010). Cobia (Rachycentron canadum) hatchery‐to‐market aquaculture technology: recent advances at the University of Miami Experimental hatchery (UMEH). Revista Brasileira de Zootecnia, 39, 60–67.
- Bronzi, P., Rosenthal, H, and Gessner, J. (2011). Global sturgeon aquaculture production: an overview. Journal of Applied Ichthyology, 27, 169–175.
- Chebanov, M. and Galich, E. (2011). Sturgeon Hatchery Manual. FAO Fisheries and Aquaculture Technical Paper 558, Food and Agriculture Organisation of the United Nations, Ankara, Turkey.
- Conte, F. S., Doroshov, S. I., Lutes, P. B. et al. (1988). Hatchery Manual for the White Sturgeon Acipenser transmontanus Richardson with Application to Other North American Acipenseridae. University of California Press, Oakland.
- Daniels, H. V. and Watanabe, W. O. (Eds.) (2010). Practical Flatfish Culture and Stock Enhancement. Wiley Blackwell, Oxford.
- Hochleithner, M. and Gessner, J. (2012). The Sturgeons and Paddlefishes of the World—Biology and Aquaculture, 3rd edition. AquaTech Publications, Kitzbuehel.
- Kader, M. A., Bulbul, M., Koshio, S. et al. (2012). Effect of complete replacement of fishmeal by dehulled soybean meal with crude attractants supplementation in diets for red sea bream, Pagrus major. Aquaculture, 350–353, 109–116.
- Kaushik, S. J. (2002). European Sea Bass, Dicentrarchus labrax. In: Webster, C. D. & Lin, C. E. (Eds.) Nutrient Requirements and Feeding of Finfish for Aquaculture. CAB International, Wallingford.
- Kawato, Y., Ito, T., Kamaishi, T. et al. (2016). Development of red sea bream iridovirus concentration method in seawater by iron flocculation. Aquaculture, 450, 308–312.
- Kitada S. and Kishino H. (2006). Lessons learned from Japanese marine finfish stock enhancement programmes. Fish Research, 80, 101–112.
- Koshio, S. (2002). Red sea bream, Pagrus major. In: Webster, C. D. & Lin, C. E. (Eds.) Nutrient Requirements and Feeding of Finfish for Aquaculture. CAB International, Wallingford.
- Kousoulaki, K., Saether, B.‐S., Albrektsen, S. et al. (2015). Review on European sea bass (Dicentrarchus labrax, Linnaeus, 1758) nutrition and feed management: a practical guide for optimising feed formulation and farming protocols. Aquaculture Nutrition, 21, 129–151.
- Koven, W. (2002). Gilt‐head sea bream. In: Webster, C. D. & Lin, C. E. (Eds.) Nutrient Requirements and Feeding of Finfish for Aquaculture. CAB International, Wallingford.
- Lee, C‐S. (1995). Aquaculture of milkfish. Tungkang Marine Laboratory Aquaculture Series, 1. Tungkang Marine Laboratory, TFRI, Taiwan, and The Oceanic Institute, Hawaii, USA. 141 pp.
- Liao, I. C., Leano. (Eds.) (2010). Milkfish Aquaculture in Asia. World Aquaculture Society, Baton Rouge.
- Moksness, E., Kjorsvik, E. and Olsen, Y. (Eds.) (2004). Culture of Cold‐Water Marine Fish. Wiley Blackwell, Oxford.
- Nakada, M. (2002). Yellowtail culture development and solutions for the future. Reviews in Fisheries Science, 10, 559–575.
- Nguyen, H. P., Khaoian, P., Fukada, H. et al. (2015). Feeding fermented soybean meal diet supplemented with taurine to yellowtail Seriola quinqueradiata affects growth performance and lipid digestion. Aquaculture Research, 46, 1101–1110.
- Pavlidas, M.A. and Mylonas, C. C. (Eds.). (2011). Sparidae: Biology and Culture of Gilhead Sea Bream and Others. Wiley Blackwell, Oxford.
- Q. de Bezerra, T., Domingues, E.C., Maia Filho, L. et al. (2016). Economic analysis of cobia (Rachycentron canadum) cage culture in large‐ and small‐scale production systems in Brazil. Aquaculture International, 24, 609–622.
- Sicuro, B. and Luzzana, U. (2016). The state of Seriola spp. Other than yellowtail (S. quinqueradiata) farming in the world. Reviews in Fisheries Science & Aquaculture, 24, 314–325.
- Tacon, A. G. J., Hasan, M. R. and Metian, M. (2011). Demand and Supply of Feed Ingredients for Farmed Fish and Crustaceans: Trends and Prospects. FAO Fisheries and Aquaculture Technical Paper No. 564. Food and Agriculture Organisation of the United Nations. Rome.
- Tucker, J. (1998). Marine Fish Culture. Kluwer, Dordrecht.
- Vasquez, F. J. S. and Mũnoz‐Cueto, J. A. (Eds.) (2014). Biology of European Sea Bass. CRC Press, Boca Raton.